
技术摘要:
本发明涉及一种提升金属构件性能的电脉冲后处理方法及装置,该方法包括对初始构件进行电脉冲止裂处理,再进行电脉冲淬火处理,最后进行两次电脉冲回火等步骤;装置包括可伸缩多头电极支架、呈正方形分布在顶点和中心的多个电极夹块、丝杠螺母传动机构以及双喷头淬火装 全部
背景技术:
激光增材制造技术能够使用最少的加工步骤生产几乎无限复杂几何形状的零件, 不需要特定的模具和预生产成本,由于使用完全熔化的标准金属粉末,部件会达到大约 100%的密度,从而确保机械性能达到甚至击败传统制造的零件(锻造,铸造)。 然而,金属的增材制造过程是在极短的时间内经历了材料的熔化与凝固,导致熔 池与基体间存在很大的温度梯度,会产生较高的热应力和残余应力,使成型零部件易产生 裂纹而降低强度和韧性。同时,零件的组织呈现出明显的柱状晶和成分偏析现象,晶粒间存 在大量点缺陷和高密度位错。材料内部微观组织的缺陷导致增材制造金属零部件的性能 (如韧性、强度和疲劳性能等)降低,这是影响增材制造技术在金属零部件,特别是大型复杂 金属构件制造方面应用推广的最主要技术瓶颈。 因此,需要采取后处理的方式使激光增材制造金属构件的组织成为超细化晶粒, 降低位错密度和残余应力,使元素在组织中的分布均匀,促进裂纹等缺陷的愈合,从而改善 金属构件的各方面性能。传统后处理工艺是使用热处理的方法,主要包括:淬火、正火、退 火、回火以及轧制热变形等,适当的热处理工艺组合可以改善材料的组织和性能,易于获得 人为可控的组织结构和晶粒尺寸,并且能较大程度的降低残余应力,但需经过调质和多次 回火等热处理工序,其过程和工艺繁琐,设备占地面积大,所需要的成本较高,耗时过长,增 材制造金属构件的晶粒度级别高,传统热处理无法达到明显细化晶粒和止裂的目的,且晶 粒容易长大。所以需要找到更加简便、高效的后处理方法来改善增材制造零部件的组织和 性能。
技术实现要素:
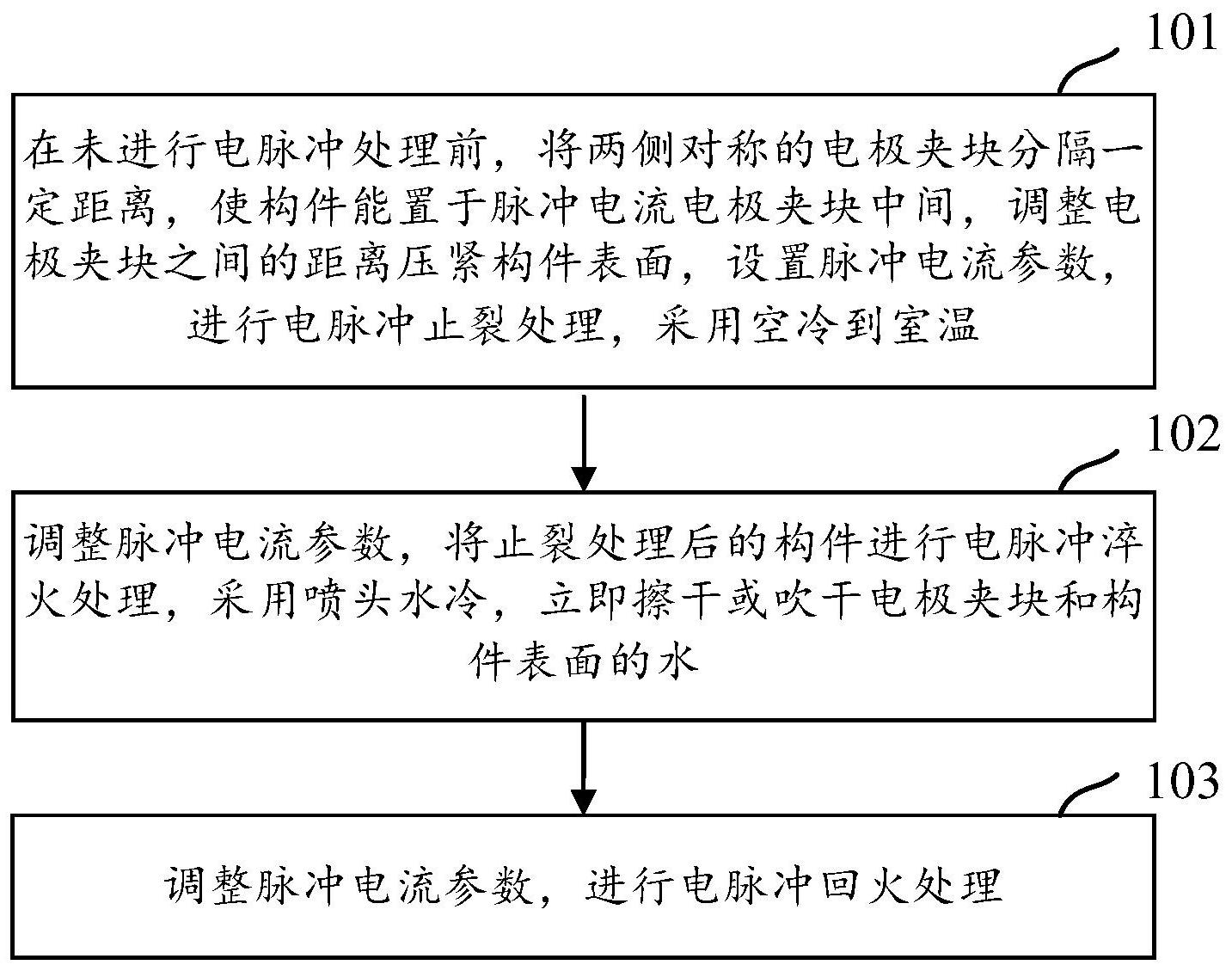
有鉴于此,本发明的目的在于克服现有技术的不足,提供一种提升金属构件性能 的电脉冲后处理方法及装置,通过一系列电脉冲后处理工艺来减少材料缺陷,细化晶粒和 降低残余应力,使增材制造金属构件获得均匀超细化晶粒、具有较高的强韧性和抗裂纹扩 展能力,提高其使用寿命,克服了现有热处理技术的不足。 为实现以上目的,本发明采用如下技术方案: 一种提升金属构件性能的电脉冲后处理方法,所述方法包括: 在未进行电脉冲处理前,将两侧对称的电极夹块分隔一定距离,使构件能置于脉 冲电流电极夹块中间,调整电极夹块之间的距离压紧构件表面,设置脉冲电流参数,进行电 脉冲止裂处理,采用空冷到室温; 调整脉冲电流参数,将止裂处理后的构件进行电脉冲淬火处理,采用喷头水冷,立 即擦干或吹干电极夹块和构件表面的水; 4 CN 111590076 A 说 明 书 2/7 页 调整脉冲电流参数,进行电脉冲回火处理。 可选的,所述进行电脉冲回火处理,具体包括: 分别输入两次短时间脉冲电流,一次脉冲处理结束后进行水冷,并将构件表面的 水和脉冲设备电极上的水擦干和吹干,立即进行第二次电脉冲回火处理。 可选的,所述构件采用激光增材制造技术打印的三维金属零部件,金属零部件有 与沿构建方向平行的对称平面,且对称平面夹持在多个电极端中间,使通入电流的方向平 行于构件构造方向,同时保持电极夹块对构件有一定的压力,保证工件与电极夹块接触充 分以减小接触电阻。 一种提升金属构件性能的电脉冲后处理装置,其特征在于,所述装置包括: 底座、电动机、联轴器、丝杠螺杆、固定滑块、总支架、多头电极支架、电极夹块、支 撑滑块、电动滑块、线性导轨、固定挡块和双喷头淬火装置; 所述线性导轨固定在所述底座上,在所述线性导轨左右两端安装所述固定挡块, 所述丝杠螺杆穿过首尾两个固定挡块置于所述线性导轨中间,所述电动机通过所述联轴器 与所述丝杠螺杆左端连接,所述固定滑块通过螺栓固定在首端的所述固定挡块上与所述线 性导轨连接,所述总支架安装在所述固定滑块上方,在沿所述线性导轨方向上与多头电极 支架连接,所述多头电极支架的端部连接多个所述电极夹块,所述支撑滑块通过滚珠轴承 在所述线性导轨上自由滑动,所述支撑滑块位于所述固定滑块的右侧,所述电动滑块安装 在所述线性导轨,位于所述支撑滑块的右侧,所述电动滑块上方的支架结构与所述固定滑 块上方的支架结构形成对称,构件置于所述支撑滑块上,夹持在左右多个所述电极夹块中 间,在构件左右被夹持表面上方安装有所述双喷头淬火装置。 可选的,所述构件与所述支撑滑块绝缘,所述多头电极支架与所述电极夹块绝缘, 所述电极夹块采用铬锆材料。 可选的,所述多头电极支架为五头电极支架,所述电极夹块为5个。 可选的,所述总支架顶部固定分线盒,所述分线盒在垂直于所述线性导轨方向上 与装有红外测温仪的测温支架连接,所述红外测温仪通过锁紧螺母固定在所述测温支架 上,所述红外测温仪还与记录仪连接。 可选的,所述固定滑块和所述电动滑块上的所述电极夹块之间距离为0-150mm,且 两滑块上五个电极夹块相对于构件呈对称均匀分布,同一滑块上方五个电极夹块呈正方形 均匀分布在顶点和中心上,并始终保持在同一平面上。 可选的,所述装置还包括:电动机控制电路系统和总体PLC自动化控制系统; 所述电动机控制电路系统与总体PLC自动化控制系统连接控制所述电动机带动丝 杠螺母副传动,所述总支架和所述多头电极支架的电机控制电路系统也与总体PLC自动化 控制系统连接,控制所述固定滑块和所述电动滑块上所述总支架的同步上下升降和两滑块 上方所述多头电极支架的同步左右伸缩运动。 可选的,所述电脉冲后处理装置的电路包括:初级电路和次级感应电路,所诉初级 电路的电源电压为220V、频率为50Hz的交流电源,经过主次感应线圈降低为低于人体承受 电压,所述次级感应电路的电压阈值为0-36V,电流密度的阈值为0-100mA/mm2;所述次级感 应电路导线采用多股的铜辫导线,通过调节主次级线圈间的铁芯的插入数量或者触发电路 的硅控开关的导通角来控制放电电路电压,通过具有自编程序的工业电脑调节触发电路的 5 CN 111590076 A 说 明 书 3/7 页 导通时间来控制放电持续时间。 可选的,所述顶点处四个电极夹块可通过多头电极支架的电机控制电路系统以保 持正方形分布的形式同步进行扩张和收缩。 可选的,所述同一滑块上在正方形对角线上的电极间距最大为600mm。 可选的,所述总支架上下升降高度300mm。 可选的,所述测温支架伸缩长度200mm,且可在竖直平面内旋转±180°。 可选的,所述电极夹块对构件夹紧力最大为0.1Mpa。 可选的,所述红外测温仪的测温范围为-20℃~2000℃。 可选的,所述构件的成形材料为合金钢、铝合金、钛合金、或镍合金粉末。 本发明采用多个可伸缩运动的电极夹块配合滑轨装置可以提高电脉冲处理构件 的尺寸范围,实现对激光增材制造不同金属材料进行电脉冲处理,解决了构件尺寸对电脉 冲后处理设备的限制,电极的均匀对称分布使得大尺寸构件在施加电脉冲过程中受热均 匀,双喷头淬火装置可以使淬火面更广,效果也更好。本装置所用低加工电压降低操作危险 和后处理能耗。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图获得其他的附图。 图1为本说明书实施例提供的提升金属构件性能的电脉冲后处理方法的流程示意 图; 图2为本说明书实施例提供的提升金属构件性能的电脉冲后处理装置整体结构示 意图; 图3为本说明书实施例提供的提升金属构件性能的电脉冲后处理装置的电路结构 示意图。 图中:1-底座、2-电机支撑、3-电动机、4-联轴器、5-固定滑块、6-总支架、7-分线 盒、8-测温支架、9-红外测温仪、10-喷头、11-电极夹块、12-金属构件、13-压力表、14-五头 电极支架、15-锁紧螺母、16-支撑滑块、17-电动滑块、18-传动螺母、19-线性导轨、20-挡块、 21-螺杆、22-硅控开关;23-次级感应电路;24-引线线圈;25-铁芯;26-示波器;27-记录仪。











