
技术摘要:
本发明公开了一种销轴用渗氮装置及应用该装置的销轴表面处理方法,渗氮装置包括渗氮炉,渗氮炉的开口处设置有炉盖,渗氮炉内设置有放置板,放置板上设置有多个与销轴轴径配合的放置孔;放置板上设置有多个支撑块,支撑块绕所述放置孔均匀设置,支撑块的自由端设置有支 全部
背景技术:
随着工程机械的大型化和使用工况的复杂化,工程机械对销轴等零件的 强度、硬 度、耐磨性及抗冲击性能等综合性能需求大幅提高,相应地,对零部 件的热处理和表面处 理要求更加严格。比如起重机大臂工作销,其承载能力大, 承力工况较复杂,要求销轴表面 具有更高的硬度,耐磨性和抗冲击性能,同时 具有更好的防腐性。 目前常用的表面处理方式有三种:1.渗氮,2.QPQ,3.镀硬铬。然而,上 述三种处理 方式都难以满足特殊零件的表面处理需求,同时,在渗氮过程中, 由于销轴产品需要固定 支撑,但其头部与轴部径向距离不一致,通常的固定方 式是将其端面直接放置在渗氮炉 内,这就造成了端面渗氮效果较差的情况,在 多个销轴同时渗氮时,还存在销轴互相接触 导致渗氮不均匀的情况,不便于使 用。
技术实现要素:
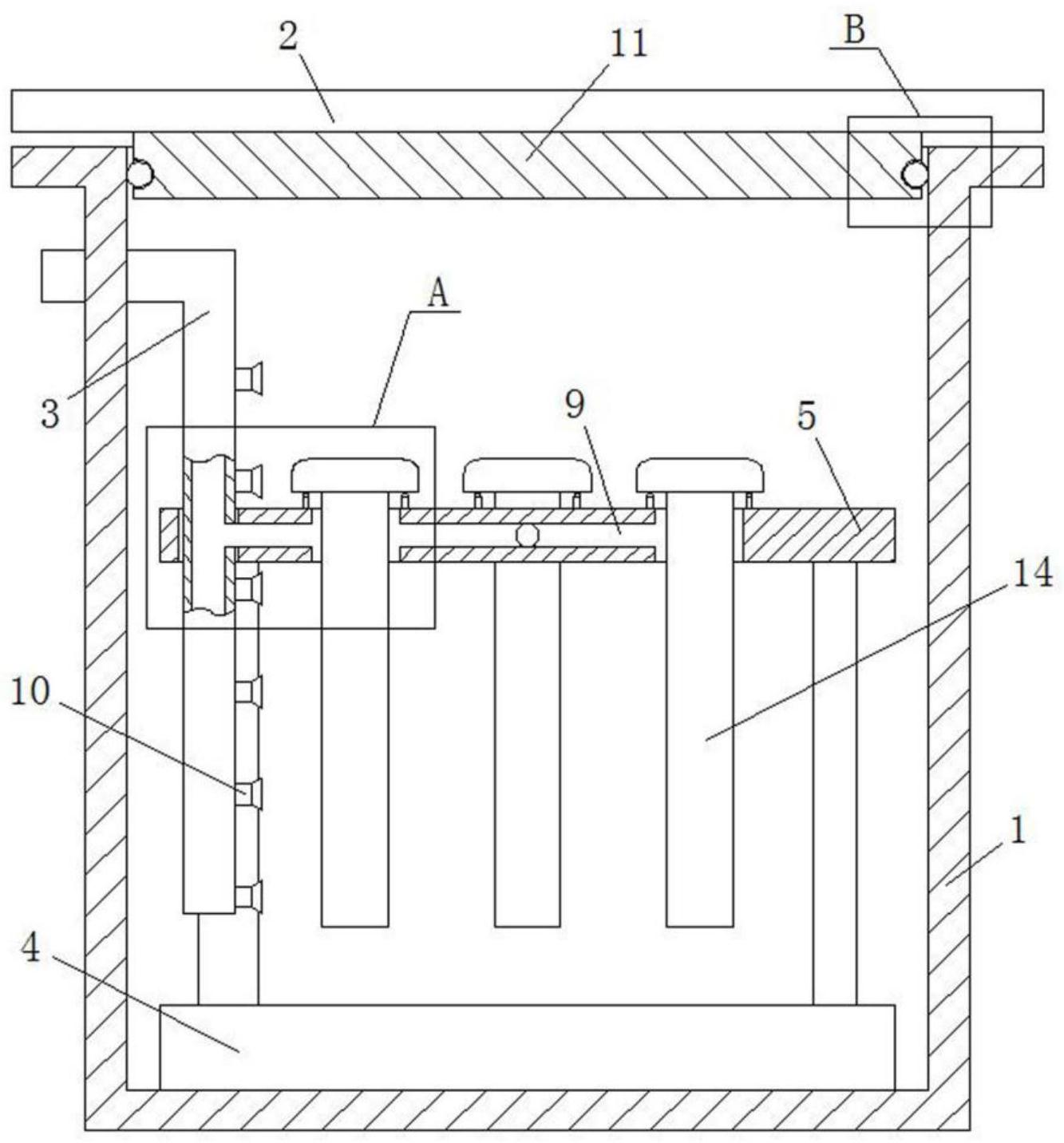
本发明的目的在于:提供一种能够提高渗氮效果的销轴用渗氮装置,同时 还提出 了一种应用上述装置的的销轴表面处理方法。 本发明采用的技术方案如下: 一种销轴用渗氮装置,包括渗氮炉,所述渗氮炉的开口处设置有炉盖,所 述渗氮 炉的侧壁上设置有进气管,所述渗氮炉内设置有放置架,所述放置架包 括底座和设置在渗 氮炉中间位置的放置板,所述底座与放置板固定连接,所述 放置板上设置有多个与销轴轴 径配合的放置孔;所述放置板上设置有多个支撑 块,所述支撑块绕所述放置孔均匀设置, 所述支撑块的自由端设置有支撑弧面; 所述放置板上还设置有通气轨道,所述通气轨道将 所述放置孔连通设置,所述 进气管与通气轨道连通设置。进气管的设置,用于导入NH3气 体,放置板上放 置孔的设置,则用于放置销轴,绕放置孔设置的多个支撑块及支撑弧面的 设置, 则用于支撑销轴的头部,将销轴的轴部穿过放置孔后,头部可直接置于支撑块 上, 达到定位目的的同时,避免出现整面无氮化的情况(由于设置有支撑弧面, 因而支撑块与 销轴仅会发生点接触,避免影响销轴的氮化效果),此外,放置 板内与进气管连通的通气轨 道的设置,在进气过程中部分NH3气体会通过通气 轨道与销轴头部、端部的连接处接触,避 免放置孔区域的销轴渗氮程度与外界 销轴渗氮程度不一致,保证均匀渗氮。 优选的,所述进气管上设置有多个出气孔,所述出气孔朝向所述放置架设 置。多 出气孔的设置,能够进一步保证渗氮炉内NH3气体在各位置的浓度(单 出气口的设置,靠近 出气口位置NH3气体的浓度会略高与其他位置),保证渗氮 效果。 优选的,所述炉盖上设置有第一密封块,所述炉盖上设置有嵌封块,所述 嵌封块 尺寸与所述渗氮炉开口尺寸配合设置,所述嵌封块的侧壁上设置有密封 槽,所述密封槽内 3 CN 111593293 A 说 明 书 2/5 页 设置有密封圈。嵌封块的设置,在关合后能够通过密封圈密 封氮化炉,避免出现氮气泄露 的情况,保证使用效果。 本发明还包括一种销轴的表面处理方法,包括如下步骤: 气体渗氮: S1:将多个销轴通过放置孔放置在所述的放置板上(头部朝向),关上炉 盖; S2:开启加热电源将渗氮炉升温至480-520℃(渗氮温度); S3:2-3小时后,通过进气管注入NH3气体,保持50-80小时; S4:关闭加热电源进行降温,并持续注入NH3气体; S5:炉温降低至150℃以下时开炉,取出渗氮成品; 镀硬铬: S6:在渗氮成品上安装辅助阴极和辅助阳极,和/或,在无需镀铬的部位包 裹保护 膜; S7:将销轴浸入镀槽内,加热至50-55℃; S8:阶梯式加电,直至阴极电流密度达到25-35A/dm2,时间30-45分钟; S9:取出销轴,清洗晾干; 通过气体渗氮与镀硬铬结合的复合处理,处理后的销轴,具有0.5 0.05mm 厚的两 层强化层,表面硬度分别高达HV680-HV750及HV800-HV900,具有极其 优秀的耐磨和抗冲击 性能,解决了一般的表面处理不能满足大型、重载起重机 设备销轴零件高耐磨性、抗冲击 能力和防腐性需求的问题,该工艺特别适合 CrMo、CrNiMo类合金结构钢。 优选的,步骤S1前通过气体去油法对销轴进行表面清洗。通过气体去油 法的设 置,能够去除销轴零件的表面层,便于后续的渗氮操作。 优选的,其特征在于,步骤S2在加热至150℃前排除炉内空气,渗氮温度 为520℃。 排除炉内空气的设置,确保参与渗氮处理的气体只有氨气和氮气两 种,一方面防止氨气分 解与空气接触而发生爆炸性气体,另一方面防止工件表 面被氧化,520℃为等温渗氮的渗 氮温度,具有渗层浅、零件变形小、表面硬 度高等有益效果。 优选的,步骤S6前对销轴表面进行喷砂处理。镀硬铬过程是在销轴外附 着一层硬 铬,经喷砂处理后的销轴表面,能够大幅度的增加硬铬层的附着力, 避免出现镀层脱落的 情况。 优选的,步骤S7前用除蜡水对销轴进行除油,清洗后置于15%-20%的稀硫 酸溶 液中除锈,再次清洗。多次清洗的设置,能够避免表层粘附的杂物或锈斑 影响镀层效果。 值得一提的是,在对销轴进行镀硬铬的过程中,为提高其镀层的均匀性, 同样可 通过放置架对销轴进行支撑,提高了装置的适用性,进一步保证销轴各 位置的表面质量。 综上所述,由于采用了上述技术方案,本发明的有益效果是: 1、本发明中,通过放置板上放置孔及支撑柱的设置,能够通过多点对销 轴进行支 撑,避免出现支撑面无法渗氮的情况。 2、本发明中,通过进气管上多个出气孔及通气轨道的设置,能够使得渗 氮炉中各 位置的NH3气体含量保持一致,从而保证销轴各位置均匀渗氮。 3、本发明中,通过气体渗氮与镀硬铬结合的方式对销轴进行表面处理, 能够使得 处理后销轴具有极其优秀的耐磨和抗冲击性能,解决了一般的表面处 理不能满足大型、重 4 CN 111593293 A 说 明 书 3/5 页 载起重机设备销轴零件高耐磨性、抗冲击能力和防腐性需 求的问题,实用性强。 附图说明 为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使 用的 附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例, 因此不应被看作 是对范围的限定,对于本领域普通技术人员来讲,在不付出创 造性劳动的前提下,还可以 根据这些附图获得其他相关的附图。 图1为本发明中渗氮炉的剖面结构示意图。 图2为图1中A区域的放大示意图。 图3为图1中B区域的放大示意图。 图4为本发明中放置板的结构示意图。 图中标记:1-渗氮炉,2-炉盖,3-进气管,4-底座,5-放置板,6-放置孔, 7-支撑块, 8-支撑弧面,9-通气轨道,10-出气孔,11-嵌封块,12-密封槽, 13-密封圈,14-销轴。











