
技术摘要:
本发明公开了一种植物标本珐琅工艺品制作方法,包括叶脉的制备定型、消失模叶脉的制备、消失模涂料的涂挂,消失模叶脉嵌入陶坯,烧制叶脉凹模,以叶脉凹模为模板填充烧制叶脉置换体,叶脉置换体在胎体上的铺贴和珐琅烧制等步骤。本发明中制备的消失模叶脉便于湿陶坯的 全部
背景技术:
现有掐丝珐琅的制备过程中,植物类图案的制作是先进行平面草图绘制后再于胎 体上掐丝形成图案线条,封接线条后点蓝烧制而成,虽然掐丝有立体效果,但图案是平面绘 制,缺少自然状态的立体逼真感,且掐丝受金属丝线粗细的限制,无法对植物末梢端的细小 脉络线条进行逐一描绘,即使勉强描绘出来,金属丝线的封接点众多,不仅影响工艺的效 率,更影响了成品的图案真实感,人为加工的痕迹显露无遗。 要想获得逼真的植物线条及植物图案的立体真实感,莫过于直接将植物标本与珐 琅直接结合,充分利用植物本身的脉络纹理,这样获得的线条不仅逼真立体,还打破了掐丝 工艺的限制,纹理清晰,细节真实,但珐琅的烧制需要达到800~900℃,干燥的植物标本在 此烧制温度下无法存留于胎体表面,烧制后仅仅会留下一些残留的模糊印迹或釉面空泡, 无法进行后续的点蓝填绘步骤,立体效果更是无从谈起,因此植物标本与珐琅的结合就显 得极为困难,目前的植物叶片图案描绘只能是人工临摹或简易描绘轮廓。即使能够通过其 他手段在烧制过程中保留叶脉纹路,由于胎体不是规则的物体,外表面各部位的弧度不一 致且变化较大,叶脉贴合于胎体上时,很容易出现不服贴,翘起或重叠现象,严重影响了叶 脉的效果展示。 通过凹模填充模压等方法制备植物标本仿制体较为常见,而要想采用凹模来制备 能耐高温的植物标本仿制体,就需要凹模本身具备耐火的性质,目前的凹模的模具多不能 耐高温如1000℃以上,而采用陶瓷等耐高温材料制备凹模模具时,其烧制过程很容易使得 较细的凹陷槽隙黏连或开裂,一旦槽隙走样或开裂,叶脉复制体的制备就无从谈起。而叶脉 复制体制备时,叶脉末端细节多而繁杂,因此,陶瓷凹模模具就难以胜任细节繁多的植物脉 络的复制,进而无法通过凹模模具制备高保真的耐火叶脉复制体。
技术实现要素:
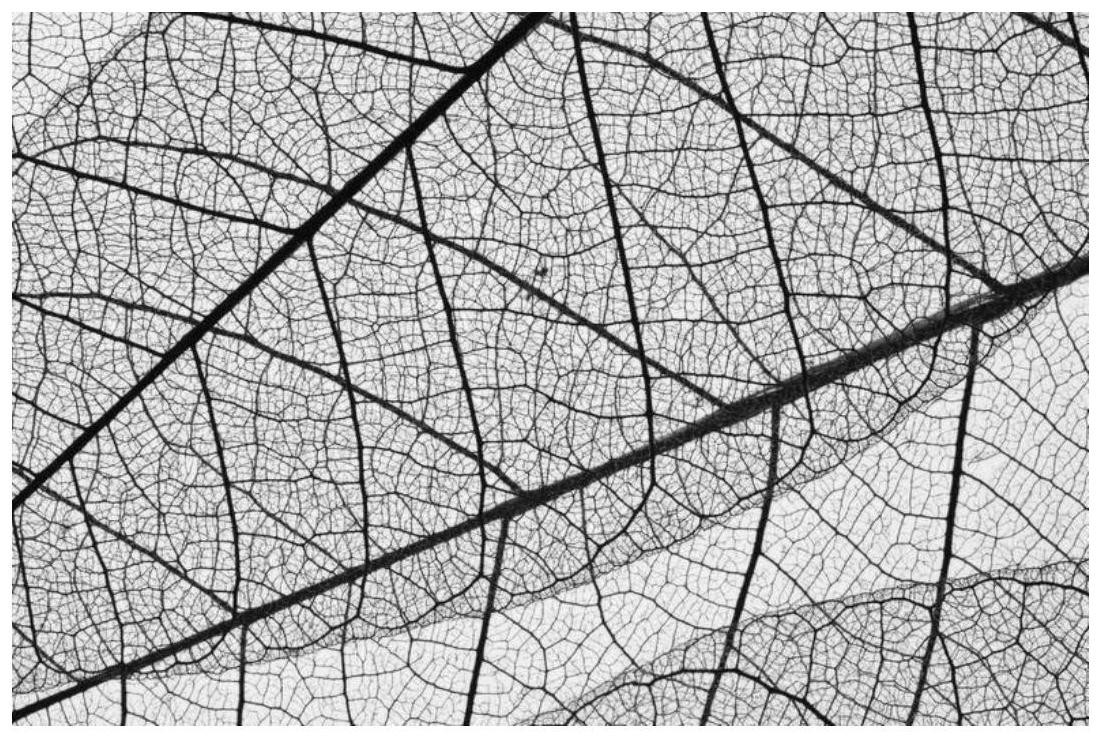
本发明所要解决的技术问题:针对目前珐琅工艺品制备过程中无法在外表面展现 和利用植物天然纹理的缺陷,本发明提供一种植物标本珐琅工艺品制作方法,可以通过耐 火凹模模具制备高保真的耐火叶脉复制体,进而在珐琅工艺品中展现和利用植物天然纹 理。 为解决上述技术问题,本发明提供以下的技术方案: 一种植物标本珐琅工艺品制作方法,包含如下具体步骤: (1)植物叶脉的制备:采用碱液煮沸后水流冲刷去除叶肉质,将剩余的完整叶脉吸 水纸吸干备用; (2)将未完全干燥的叶脉夹入陶瓷凹模和胎体之间定型,所述陶瓷凹模和胎体匹 配贴合,叶脉完全干燥定型后取出; 4 CN 111571781 A 说 明 书 2/10 页 (3)以定型叶脉为模板,采用3D打印消失模叶脉,消失模叶脉浸涂消失模涂料后, 抽吸取出多余的消失模涂料,晾干备用; (4)将消失模叶脉完全嵌入湿陶坯内壁表面,修整湿陶坯至内外表面均光滑平整 后晾干,所述湿陶坯与陶瓷凹模的坯体相同,再将干陶坯烧制成型得到叶脉凹模; (5)以叶脉凹模为模具,在其内壁槽隙中涂抹或沉积脱模剂,再填充釉料或聚丙烯 腈溶液,高温处理成型后取出刚性或柔性的叶脉置换体; (6)在胎体粘附处先刷一层透明底釉料,粘附叶脉置换体,再通体刷一层透明底釉 料,烧制; (7)根据色彩布局,对叶脉的脉纹涂敷面釉料,烧制完成着色,抛光清洗即得工艺 品。 优选地,所述叶脉消失模的3D打印厚度为定型叶脉的5~100倍,所述消失模叶脉 的打印原料为聚苯乙烯。 优选地,所述釉料为彩色釉料,所述透明底釉料的单次涂敷厚度为0.2~0.8mm。 优选地,所述陶坯的烧制温度为1200~1400℃。 优选地,所述叶脉凹模的槽隙填充料为聚丙烯腈溶液时,高温处理方法为: (A)将聚丙烯腈溶液填充槽隙,直至充满并略有溢出,超声除气后将叶脉凹模浸入 凝固液中凝固,所述凝固液为二甲基亚砜和水的混合溶液或二甲基甲酰胺和水的混合溶 液; (B)随后进入多级梯度温度水洗步骤,通过多级梯度温度水洗,使凝固体中残余溶 剂含量低于万分之五; (C)水洗后的聚丙烯腈凝固体进行干燥致密化,叶脉凹模中干燥致密化后的叶脉 置换体在过热水蒸气中经热定型制得碳化前体,将碳化前体在叶脉凹模内原位进行打磨, 依内表面弧度去除凸出槽隙的部分; (D)将叶脉凹模整体在空气气氛220~265℃的预氧炉中进行预氧化处理30~60分 钟,然后依次在350~800℃氮气气氛的低碳炉中、1100~1300℃氮气气氛的高碳炉中碳化 处理,冷却取出碳化物即得柔性的叶脉置换体。 优选地,所述步骤(4)中制备的叶脉凹模经过复检合格后用于叶脉置换体的重复 制备,具体方法为将聚丙烯腈溶液注入槽隙内凝固后直接取出观察叶脉细节完整度,完整 度超过95%以上方可用于后续重复制备使用。 优选地,所述聚丙烯腈溶液的制备方法为:将完全脱水的聚丙烯腈膜充分溶解于 DMSO或DMF中,加入增稠剂后充分搅拌,溶解液经过滤、真空静置状态脱泡得到挂膜溶液,挂 膜溶液中聚丙烯腈膜质量浓度为19~22wt%,增稠剂的质量浓度为2~5wt%。 优选地,所述叶脉凹模的槽隙填充料为釉料时,高温处理方法为:将底釉釉料填充 槽隙,直至充满并略有溢出,超声除气后850℃下烧制成型,在叶脉凹模内原位进行打磨,依 内表面弧度去除凸出槽隙的部分,取出即得刚性的叶脉置换体。 优选地,所述叶脉凹模制备完成后用高压水流清除槽隙内的烧结残余物。 本发明获得的有益效果: 3D打印以陶瓷凹模与胎体夹持干燥定型的叶脉为模板,打印出的消失模叶脉具有 一定弧度,便于湿陶坯的嵌入,由于叶脉凹模上的槽隙是以定型后的叶脉为模板刻印而成, 5 CN 111571781 A 说 明 书 3/10 页 消失模叶脉对槽隙的定型支撑作用显著,无应力,其涂挂消失模涂料后可防止陶坯烧制时 膨胀或收缩导致的较细的槽隙粘合或在槽隙附近产生次生裂纹,刻印的槽隙清晰,能够保 持叶脉的末端细节结构,完整度好,以此叶脉凹模为模板制备的叶脉置换体与胎体外表面 贴合度好,与原叶脉的相似度高,脉络重现的完整度高。 由于叶脉凹模的内表面本身具备与胎体贴合的弧面,因此打磨后制备的叶脉置换 体也具备一定的弧度,因此与胎体的贴合度极好,不会出现明显的缝隙和翘起,也不会出现 叶脉脉络套叠隆起的现象,为后续的珐琅成品的烧制提供良好的基础。 以沉积碳膜作为脱模剂可以有效避免填充料与陶瓷基体的接触固着,避免无法剥 脱或剥脱困难而损伤脉络细节的情况出现,且沉积碳层薄,不影响细节槽隙的填充,进一步 提高了叶脉置换体的脉络复制完整度,为叶脉置换体在胎体上的烧制展现提供便利。 附图说明 图1叶脉脉络结构示意图。











