
技术摘要:
本发明公开了一种基于主成分分析和BP神经网络的微铣刀磨损在线监测方法,通过安装在机床主轴上的振动传感器采集齿轮啮合过程中的振动信号样本集表示为X=[x(1),x(2),…,x(n)],n表示信号长度,通过时域和频域分析方法得到10个时域特征和10个频域特征,并利用主成分分析 全部
背景技术:
微铣削技术具有加工材料的多样性和三维曲面加工的独特优势,在微观尺度的零 部件加工方面具有广泛的应用。然而由于微铣削具有刀具尺寸小、切削速度高且切削不连 续的特点,微铣刀磨损迅速,影响产品精度和表面质量。严重的刀具磨损也会引起刀具破 损、折断和颤振,造成机床的损伤。因此,极需提出一种有效的刀具磨损监测方法。前期的研 究工作主要包括两个方面:1)直接法:通过数字图像处理技术对铣刀磨损图像进行处理,实 现刀具的磨损监测;2)间接法:通过对切削力、振动和声发射信号进行信号处理、特征提取 和分类,预测刀具磨损。 直接法主要借助于高精度的高速相机获取铣刀磨损图像,并通过数字图像处理技 术获取刀具磨损特征,利用支持向量机、人工神经网络等算法进行刀具磨损程度的分类。可 以看出,直接法通过先进的高速相机可以得到刀具磨损的真实状态,具有较高的精度。但冷 却液和切屑不利于得到高质量的刀具磨损图像,此外,加工过程中刀具与工件连续接触,机 器视觉难于实时获取切削区域的图像,这就要求刀具与主轴脱离,从而可能引起下一步操 作中的刀具错位。 因此,为解决直接法的以上问题,提出了基于信号处理技术和特征分类算法的间 接法。
技术实现要素:
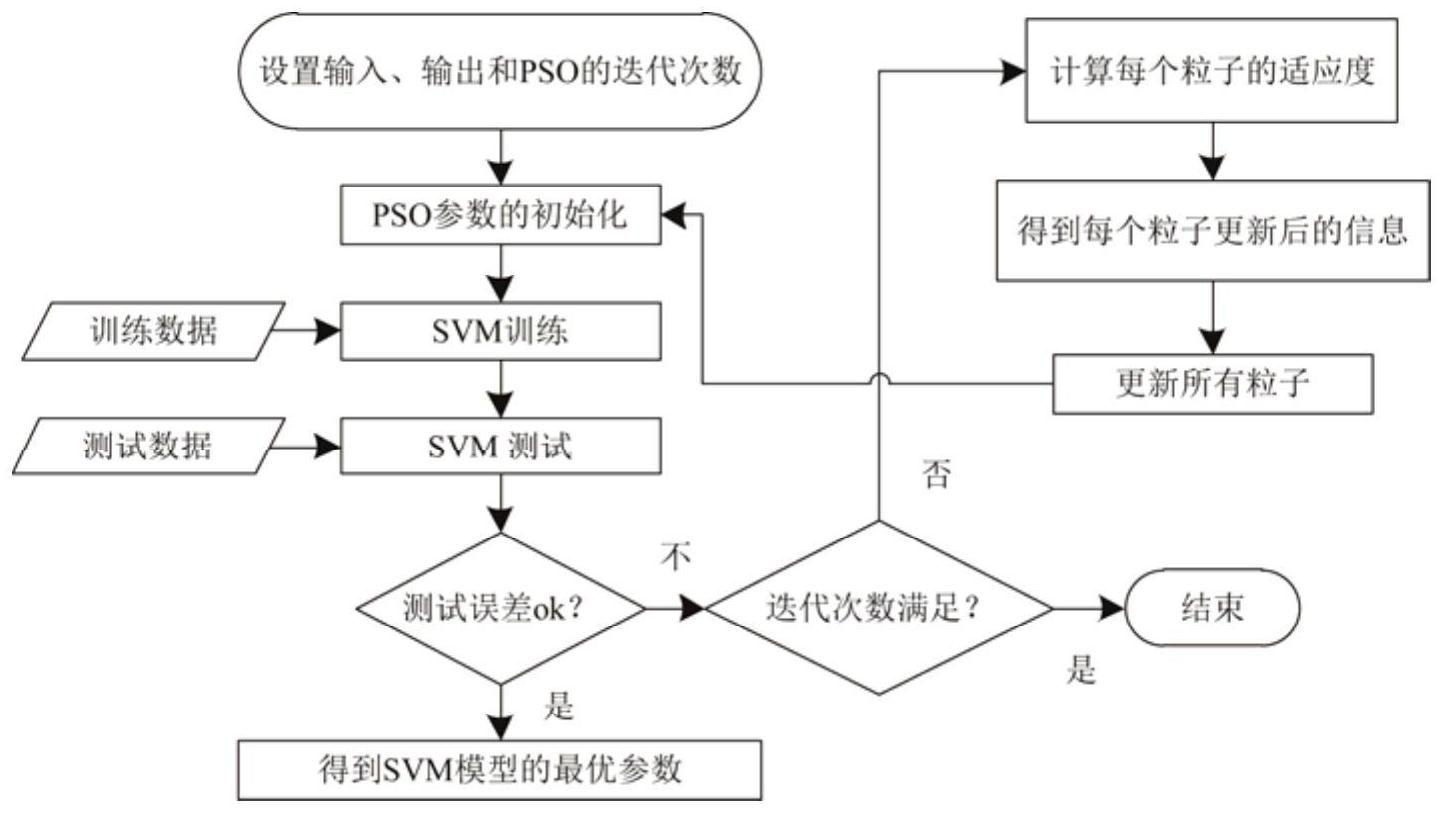
针对现有技术中存在的问题,本发明提供了一种能够准确识别微铣刀的各种磨损 状态,基于遗传算法的SVM模型在分类精度和计算效率方面具有综合优势的基于主成分分 析和BP神经网络的微铣刀磨损在线监测方法。 本发明的目的通过以下技术方案实现。 一种基于主成分分析和BP神经网络的微铣刀磨损在线监测方法,包括以下步骤: S1)通过安装在减速箱主动轴上的振动传感器采集齿轮啮合过程中的振动信号样本集表示 为X=[x(1) ,x(2) ,…,x(n)],n表示信号长度; S2)计算微铣削振动信号的时域特征如下表所示: 5 CN 111611946 A 说 明 书 2/8 页 其中,x=[x1,x2,…,xn],n为信号长度;i为信号连续的尺度参数; 为某段信号 极值;函数max(|x|)为某段信号中绝对值最大者; S3)对微铣削振动信号进行快速傅里叶变换,计算微铣削振动信号的时域特征如 下表所示: 6 CN 111611946 A 说 明 书 3/8 页 其中,f i为样本信号;S (f i)为wel th方法计算的功率谱度;K为谱线数, S4)对得到的20个微铣削振动信号特征进行主成分分析; S5)通过基于粒子群优化算法的支持向量机模型对主成分分析方法得到的前d阶 特征进行分类; SVM是一类按监督学习方式对数据进行二元分类的广义线性分类器,其决策边界 是对学习样本求解的最大边距超平面,通过数据点描述公式:w·x c=0;支持向量所在的 虚线公式:f±1(x)=w·x c=±1;最优超平面的边际表示为2/||w||,边际就是某一条线距 离它两侧最近的点的距离之和,最优超平面通过求解2/||w||的最大值或||w||的最小值得 到,约束条件公式:w·x c≥ 1,和w·x c≤-1。 所述步骤S4)对得到的20个微铣削振动信号特征进行主成分分析具体为:分别对 实验得到的2000组振动信号进行时域和频域分析,提取以上10个时域特征和10个频域特 征,将其组合成一个2000行20列的矩阵T: 其中, 为第j组数据的第 i个特征,i=1,2,3,…,p,j=1,2,3,…,q,p=20,q=2000; 将特征矩阵T改写成向量形式:T=[t1 t2 t3...tp],各个列向量的均值 数据样本的协方差 在核函数的辅助下将SVM扩展到非线性数据的分类。 通过PSO算法实现SVM关键参数的优化。 在PSO算法中,影响粒子飞行速度3个因素分别为:突进部分、认知部分和社会部 分,假设全局最优位置为Pg=(pg1,pg2,...,pgm),同时第i个粒子的速度为Vi=(vi1,vi2,..., 7 CN 111611946 A 说 明 书 4/8 页 vim),每个粒子的新速度和位置通过公式 和公式 进 行计算,其中,c1和c2是两个加速度系数;w是控制粒子群全局搜索和局部搜索能力的惯性 因子;r1和r2是[0,1]之间的任意两个数;αi是第i个粒子的当前最好位置。 相比于现有技术,本发明的优点在于:通过安装在机床主轴上的振动传感器采集 齿轮啮合过程中的振动信号样本集表示为X=[x(1) ,x(2) ,…,x(n)],n表示信号长度,通过 时域和频域分析方法得到10个时域特征和10个频域特征,并利用主成分分析法对微铣削振 动信号的上述20维特征进行降维,将降维后的特征输入基于粒子群优化的支持向量机 (SVM)模型,实现微铣刀磨损特征分类。结果表明,提出的微铣刀在线监测方法能够准确识 别微铣刀的各种磨损状态,此外,和其它分类算法相比,本专利提出的基于遗传算法的SVM 模型在分类精度和计算效率方面具有综合优势,对微铣刀磨损的其它在线监测方法具有一 定的指导意义和借鉴价值。 附图说明 图1为微铣削振动信号及其幅值谱; 图2为SVM-PSO的流程图; 图3为SVM,SVM-PSO和SVM-GS的计算结果。











