
技术摘要:
本发明属于齿轮制造技术领域,具体的说是一种单油槽斜齿轮的锻造工艺,该工艺中采用的滚压齿轮机包括机架;机架顶部固连有水平滑轨,水平滑轨上滑动连接有工作台;工作台上转动连接有圆形的回转盘,回转盘用于固定齿轮坯料;机架一侧固连有一号滑轨,一号滑轨上滑动连 全部
背景技术:
齿轮是指轮缘上有齿轮连续啮合传递运动和动力的机械元件。齿轮在传动中的应 用很早就出现了。19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相 继出现,随着生产的发展,齿轮运转的平稳性受到重视。齿轮是机械传动中经常会用到的一 种常用零件,齿轮采用优质高强度合金钢,表面渗碳硬化处理,承载能力强,经久耐用。在实 际应用中,斜齿轮因传动平稳,冲击、振动和噪声较小等特点,故而在高速重载场合使用广 泛。 齿轮滚压成形工艺可以直接制造出齿面不需要机加工的齿轮,是一种高效、精密、 无切削的先进制造技术。无切削加工采用塑性成形方法,使表面金属材料产生加工硬化,材 料表面粗糙度能得到提高,工件的强度、硬度均提高。同时具有生产效率高、齿面金属纤维 连续性好、齿面强度高、耐磨性好及工件尺寸精度稳定等传统切削加工无与伦比的优点,并 且冷滚压成形这项先进新技术的应用将改变传统落后的生产工艺,使之成为低成本、低能 耗、低污染、高性能及高生产率的现代化生产方式,无疑具有广泛的应用前景。 现有技术中也出现了一些关于齿轮加工的技术方案,如申请号为2014100176456 的一项中国专利公开了一种离散式滚压齿轮加工方法,包括确定待加工的圆柱体毛坯和一 对单齿模具,然后将圆柱体毛坯装卡在回转轴上,常温下一对单齿模具与圆柱体毛坯进行 对滚,一对单齿模具分别位于圆柱体毛坯周向的外表面且一对单齿模具做相互平行的反向 同速移动,将连续的成形过程离散成可重复的单元时段,通过单齿的多道次可控的精确运 动重构成形过程,逐渐包络出齿形。使用单齿来代替整体成形模具,除了单齿具有加工简 单、成本低、磨损后可重新修模等优点外,单齿模具的可控运动与在线成形精度检测相结合 对单齿模具的运动进行优化调整,达到精确成形的目的;但现有滚齿技术中由于将加热好 的齿轮坯料快速从加热炉中取出,之后将齿轮坯料安装在回转盘上,之后通过滚压轮转动 并挤压齿轮坯料外缘,使得齿轮坯料外缘逐渐受到挤压形成齿形,齿轮中心孔受到径向压 力,使得温度较高的齿轮受到滚压轮强力挤压时发生整体变形,影响齿轮的加工精度。
技术实现要素:
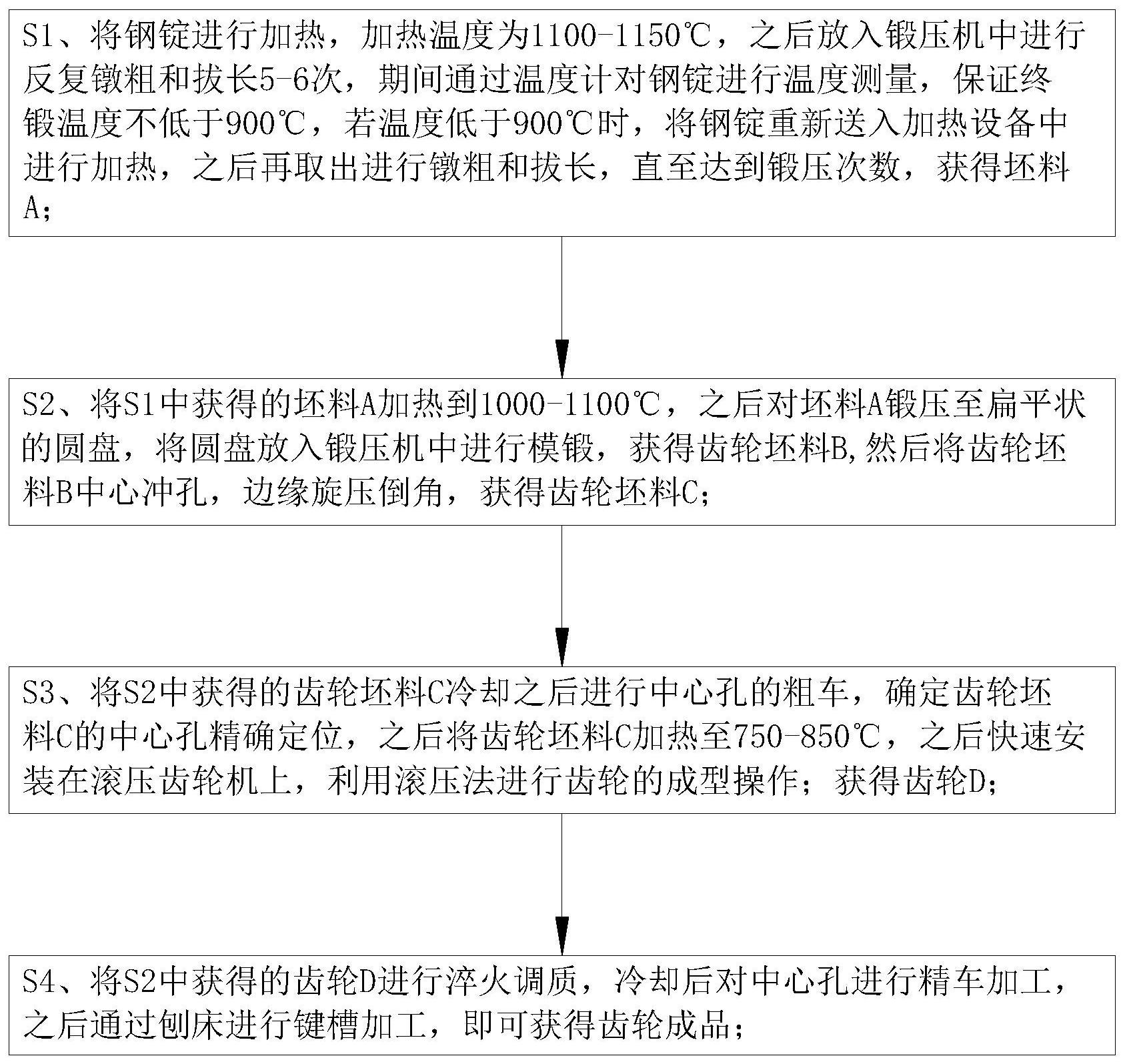
为了弥补现有技术的不足,解决现有滚齿技术中由于将加热好的齿轮坯料快速从 加热炉中取出,之后将齿轮坯料安装在回转盘上,之后通过滚压轮转动并挤压齿轮坯料外 缘,使得齿轮坯料外缘逐渐受到挤压形成齿形,齿轮中心孔受到径向压力,使得温度较高的 齿轮受到滚压轮强力挤压时发生整体变形,影响齿轮的加工精度的问题,本发明提出的一 种单油槽斜齿轮的锻造工艺。 本发明解决其技术问题所采用的技术方案是:本发明所述的一种单油槽斜齿轮的 锻造工艺,包括以下步骤: 4 CN 111571234 A 说 明 书 2/6 页 S1、将钢锭进行加热,加热温度为1100-1150℃,之后放入锻压机中进行反复镦粗 和拔长5-6次,期间通过温度计对钢锭进行温度测量,保证终锻温度不低于900℃,若温度低 于900℃时,将钢锭重新送入加热设备中进行加热,之后再取出进行镦粗和拔长,直至达到 锻压次数,获得坯料A; S2、将S1中获得的坯料A加热到1000-1100℃,之后对坯料A锻压至扁平状的圆盘, 将圆盘放入锻压机中进行模锻,获得齿轮坯料B,然后将齿轮坯料B中心冲孔,边缘旋压倒 角,获得齿轮坯料C; S3、将S2中获得的齿轮坯料C冷却之后进行中心孔的粗车,确定齿轮坯料C的中心 孔精确定位,之后将齿轮坯料C加热至750-850℃,之后快速安装在滚压齿轮机上,利用滚压 法进行齿轮的成型操作;获得齿轮D; S4、将S2中获得的齿轮D进行淬火调质,冷却后对中心孔进行精车加工,之后通过 刨床进行键槽加工,即可获得齿轮成品; 其中S3中使用的滚压齿轮机包括机架;所述机架顶部固连有水平滑轨,水平滑轨 上滑动连接有工作台;所述工作台上转动连接有圆形的回转盘,回转盘用于固定齿轮坯料; 所述机架一侧固连有一号滑轨,一号滑轨上滑动连接有驱动单元,驱动单元用于驱动滚压 轮转动并挤压齿轮坯料外周形成齿形;所述工作台远离滚压轮的一侧设有二号滑轨,二号 滑轨上滑动连接有支撑单元;所述支撑单元上固连有支架,支架远离支撑单元的一端转动 连接有支撑轮,支撑轮远离支架的一端设有锥形部,锥形部与齿轮外缘肩部配合;通过锥形 部支撑齿轮外缘肩部,减少齿轮坯料在滚齿过程中的变形,提高齿轮加工精度;使用时,将 加热好的齿轮坯料快速从加热炉中取出,之后将齿轮坯料安装在回转盘上,调整驱动单元 使得滚压轮对准齿轮坯料外周,之后通过控制工作台向靠近滚压轮的方向移动,直至滚压 轮接近齿轮坯料外周,同时调整支撑单元高度,使得支撑轮贴紧齿轮坯料,同时锥形部抵紧 齿轮坯料的外缘轴肩,之后通过控制工作台缓慢向滚压轮靠近,并通过驱动单元驱动滚压 轮旋转,使得滚压轮转动并挤压齿轮坯料外缘,使得齿轮坯料外缘逐渐受到挤压形成齿形, 进而完成齿轮的加工,此时通过锥形部挤压齿轮坯料的外缘轴肩,进而减小齿轮中心孔受 到的径向压力,进而减少温度较高的齿轮受到滚压轮强力挤压时发生整体变形,进而增加 齿轮的加工精度。 优选的,所述锥形部远离支架的一端设有圆柱形的整形部,整形部用于减少齿轮 坯料滚压时轴向方向形成的凸耳;当齿轮坯料外缘受到滚压轮的挤压时,滚压轮挤紧齿轮 坯料使得高温的齿轮坯料外缘变形流动之后形成齿形,此时一部分齿轮坯料向齿轮坯料中 心孔轴向方向变形形成凸耳,增加了齿轮后续切削工作,通过锥形部远离支架的一端设有 圆柱形的整形部,对齿轮两侧进行挤压整形,进而保证齿轮两侧的平整,避免出现凸耳,进 而提高齿轮加工效率。 优选的,所述支撑轮内开设有冷却孔,冷却孔通过管道与水泵连通,通过冷却水降 低支撑轮的温度,进一步提高齿轮加工精度;通过水泵向冷却孔中充入冷水,进而使得支撑 轮温度降低,避免支撑轮长时间与高温的齿轮坯料接触之后温度升高,造成支撑轮刚性下 降,进而影响支撑轮对齿轮坯料外缘轴肩的支撑力,通过增加支撑轮的刚性,减少支撑轮变 形,进一步抵消滚压轮对齿轮坯料的横向挤压力,提高齿轮加工精度。 优选的,所述滚压轮中心开设有进水孔,滚压轮靠近外缘的位置圆周均布一组喷 5 CN 111571234 A 说 明 书 3/6 页 气孔,喷气孔通过连通孔与进水孔连通;所述进水孔顶部连接有弹性管,弹性管另一端与冷 却孔连通;通过将进水孔对滚压轮进行降温,减少滚压轮的变形,进一步提高齿轮加工精 度;通过弹性管连通冷却孔与进水孔,使得弹性管将冷却孔中的冷却水引入进水孔中,之后 冷却水对滚压轮进行降温,冷却水在进水孔中流动过程中受热气化,水蒸气连通冷却水经 连通孔之后从喷气孔喷出,进而进一步加快滚压轮外缘的冷却效率,增加滚压轮的尺寸稳 定性,减少滚压轮受热变形对齿轮坯料成型精度的影响。 优选的,所述支架一侧通过连杆转动连接有钢丝刷,钢丝刷位于齿轮坯料转动方 向的上游;所述钢丝刷的转轴上套设有皮带,皮带另一端套设在弹性管外周;通过钢丝刷清 除齿轮坯料的氧化皮,进一步提高齿轮加工精度;通过支撑轮旋转带动弹性管不断扭转转 动,进而通过皮带带动钢丝刷转动,使得钢丝刷去除齿轮坯料表面形成的氧化层,避免硬度 较高的氧化皮卷入滚压轮之间,增加滚压轮的磨损,降低齿轮的成型精度,同时减少氧化皮 被滚压轮挤压嵌入齿轮坯料中,影响齿轮的质量,进而进一步提高齿轮加工精度。 优选的,所述钢丝刷截面为V形布置,方便清理齿轮坯料外缘和侧面的氧化皮;所 述钢丝刷内开设有空腔,空腔中设有高频加热线圈,通过高频加热线圈对齿轮坯料外缘进 行加热,进一步提高齿轮加工效率;通过截面为V形布置的钢丝刷,增加齿轮坯料外缘和侧 面的氧化皮的清理效率,进而进一步减少氧化皮嵌入整形部与齿轮坯料之间,保证齿轮成 品的质量;通过空腔中设置的高频加热线圈对齿轮坯料外缘进行再次加热,进一步增加齿 轮坯料外缘的可塑性,减少滚压轮的驱动阻力,进而进一步提高齿轮加工效率。 本发明的有益效果如下: 1.本发明所述的一种单油槽斜齿轮的锻造工艺,通过锥形部挤压齿轮坯料的外缘 轴肩,进而减小齿轮中心孔受到的径向压力,进而减少温度较高的齿轮受到滚压轮强力挤 压时发生整体变形,进而增加齿轮的加工精度。 2.本发明所述的一种单油槽斜齿轮的锻造工艺,通过锥形部远离支架的一端设有 圆柱形的整形部,对齿轮两侧进行挤压整形,进而保证齿轮两侧的平整,避免出现凸耳,进 而提高齿轮加工效率。 附图说明 下面结合附图对本发明作进一步说明。 图1是本发明的工艺流程图; 图2是本发明中滚压齿轮机的左右二等角测视图; 图3是本发明中滚压齿轮机的立体图; 图4是图2中A处局部放大图; 图5是图3中B处局部放大图; 图6是本发明中滚齿轮的剖视图; 图7是本发明中钢丝刷的剖视图; 图中:机架1、水平滑轨11、工作台12、回转盘13、一号滑轨14、驱动单元15、滚压轮 2、二号滑轨16、支撑单元17、支架18、支撑轮21、锥形部22、整形部23、进水孔24、喷气孔25、 连通孔26、弹性管27、连杆3、钢丝刷31、转轴32、皮带33、空腔34、高频加热线圈35。 6 CN 111571234 A 说 明 书 4/6 页











