
技术摘要:
本发明属于焊接设备的技术领域,公开了一种用于箱体式结构件的焊接装置,包括设置在拖轮组上的两个中空的圆柱体支撑件,两个所述圆柱体支撑件分别套装在待焊接箱体式结构件的两端,其中空部分的形状与待焊接箱体式结构件的横截面形状一致,通过拖轮组带动圆柱体支撑件 全部
背景技术:
一般情况下,对大型的长方体式构件如箱体式结构件的制作都采用先拼接成型, 然后再进行焊接。在箱体式构件焊接时,往往会用到立焊、仰焊等不易焊接或者焊接效率较 慢的方式,无法保证构件的整体焊接质量,为改变焊接方式,就需要将构件反复吊运翻转, 一般都采用钢丝绳和行车配合翻转,且需要多人配合,消耗人力,在翻转过程中,由于受力 不均匀可能导致构件变形,影响整体成型效果。
技术实现要素:
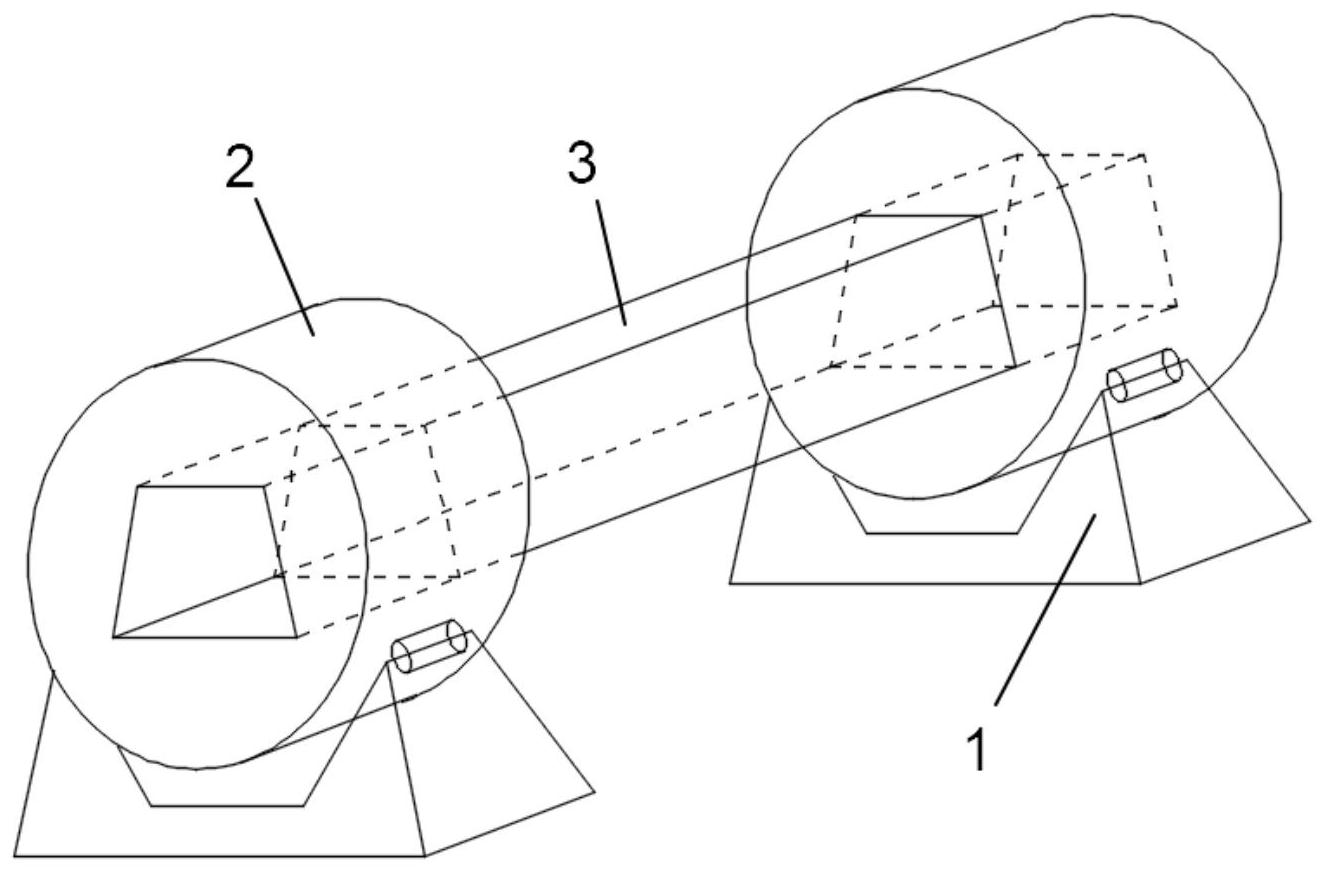
本发明提供了一种用于箱体式结构件的焊接装置及焊接方法,解决了现有大型构 件的焊接需要借助钢丝绳和行车配合翻转,易变形,焊接效率低下等问题。 本发明可通过以下技术方案实现: 一种用于箱体式结构件的焊接装置,包括设置在拖轮组上的两个中空的圆柱体支 撑件,两个所述圆柱体支撑件分别套装在待焊接箱体式结构件的两端,其中空部分的形状 与待焊接箱体式结构件的横截面形状一致,通过拖轮组带动圆柱体支撑件绕其圆心旋转, 从而带动设置在其内的待焊接箱体式结构件转动,完成待焊接箱体式结构件上各个焊接部 位的焊接。 进一步,所述圆柱体支撑件成扁平状,包括圆周侧壁、以及与其两端配合的端面 板,两者能够拆卸地连接在一起,所述端面板上设置有与待焊接箱体式结构件的横截面形 状一致的开口。 进一步,在所述圆周侧壁内侧的两端间隔均匀设置有多个限位块,所述限位块均 朝向圆周侧壁的中心延伸,其上设置螺纹孔,在端面板的对应位置也设置有通孔,利用螺栓 穿过端面板上的通孔,与限位块上的螺纹孔配合,将其与圆周侧壁能够拆卸地连接在一起。 一种基于上文用于箱体式结构件的焊接装置的焊接方法,包括以下步骤: 步骤一、根据待焊接箱体式结构件的横截面形状,制作端面板,完成圆柱体支撑件 的制作; 步骤二、将两个圆柱体支撑件分别套装在待焊接箱体式结构件的两端,整体放在 拖轮组上; 步骤三、利用拖轮组带动两个圆柱体支撑件转动,将待焊接箱体式结构件上的待 焊接部位调整到焊接人员的面前,进行焊接作业。 本发明有益的技术效果在于: 通过拖轮组带动圆柱体支撑件绕其圆心旋转,从而带动设置在其内的待焊接箱体 式结构件转动,完成待焊接箱体式结构件上各个焊接部位的焊接。这样,在对大型的箱体式 3 CN 111604633 A 说 明 书 2/3 页 结构件实施平焊时,不需要对其进行吊运翻转,只需借助拖轮组带动圆柱体支撑件转动即 可,避免在翻转过程造成的结构件变形,节省人力物力,提高了焊接效率和焊接质量。 附图说明 通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外 形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分。并未可以按照比 例绘制附图,重点在于示出本发明的主旨。 图1为本发明的总体结构示意图; 图2为本发明的端面板的结构示意图; 图3为本发明的圆周侧壁的结构示意图; 其中,1-拖轮组,2-圆柱体支撑件,3-待焊接箱体式结构件。











