
技术摘要:
本发明公开了一种高精度直写式真空镀膜设备,包括机架、第一工作架、第二工作架和第三工作架,第一工作架设置于机架前侧,第二工作架设置于机架左侧,第三工作架设置于机架后侧,机架上分别设置旋转装置、底盖抓取装置、限位座抓取装置、卡簧上料装置、顶盖抓取装置、 全部
背景技术:
在目前生产中,真空镀是指在真空条件下,通过蒸发、溅射或离化等方式在产品表 面沉积各种金属和非金属涂层的技术,其主要包括真空蒸镀、溅射镀、离子镀和等离子体增 强化学气相沉积几种类型。目前,实际的工业应用中,存在大量的内凹异型工件及金属管状 内表面需要镀膜, 比如汽车发动机汽缸、轴承、轴套以及涡轮的内花键等。然而,常规的真 空镀膜装置由于绕射性差,使得真空镀膜装置在对工件进行镀膜时,工件内凹面及内壁难 以实现均匀涂覆,而且工件上所镀的膜对应的膜基结合力差,使得现有的真空镀膜装置满 足不了对内凹异型工件及金属管状内表面的镀膜使用需求,同时也会造成产品成本高,如 果小心加工,会造成产品生产效率慢,跟不上客户的需求,跟上客户的需求产品的质量又得 不到保证,会造成不良影响。现有技术存在缺陷,需要改进。
技术实现要素:
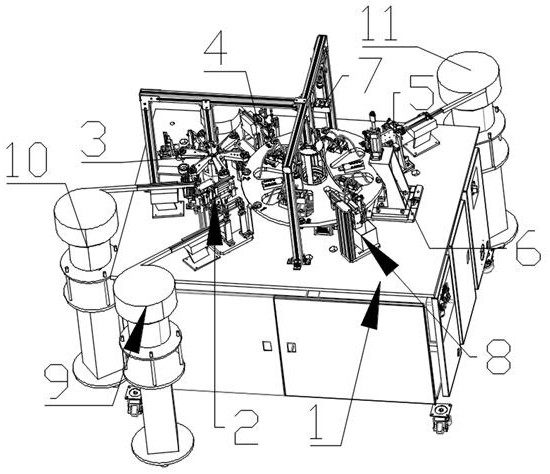
为了解决现在技术存在的缺陷,本发明提供了一种高精度直写式真空镀膜设备。 本发明提供的技术文案,一种高精度直写式真空镀膜设备,设于所述真空腔体内 的线圈和机架;设置与真空腔体外第一工作架、第二工作架和第三工作架,所述第一工作架 设置于所述机架前侧,所述第二工作架设置于所述机架左侧,所述第三工作架设置于所述 机架后侧,其特征在于,所述机架上分别设置旋转装置、底盖抓取装置、限位座抓取装置、卡 簧上料装置、顶盖抓取装置、压合装置、检测装置和下料装置,所述底盖抓取装置、限位座抓 取装置、卡簧上料装置、检测装置、顶盖抓取装置、压合装置和下料装置分别按顺时针方向 依次设置于所述旋转装置四周,所述第一工作架上设置底盖上料装置,所述第二工作架上 设置限位座上料装置,所述第三工作架上设置顶盖上料装置; 还包括连接于所述真空腔体的进气管;所述进气管与所述真空腔体导入反应气体;所 述线圈连接高频电源,且所述线圈通电能够电离所述真空腔体内的反应气体,以产生等离 子体;所述支撑架连接直流电源,其中所述支撑架用于支撑工件,且所述支撑架通电能够对 置于所述支撑架上的工件施加负偏压,用于引导所述等离子体沉积在所述工件上。 优选的,所述底盖上料装置包括上料振动盘、镀粉体进入轨道和上料直振器,所述 上料振动盘设置于所述第一工作架上,所述上料直振器设置于所述机架上,所述上料振动 盘连接所述镀粉体进入轨道一端,所述镀粉体进入轨道另一端设置于所述底盖抓取装置下 方,所述上料直振器上端连接所述镀粉体进入轨道下表面,所述限位座上料装置和顶盖上 料装置结构均于所述底盖上料装置相同。 优选的,所述底盖抓取装置包括底盖抓取底板、底盖抓取支架、第一滑台气缸、底 盖滑动板、第二滑台气缸、底盖承载板、第一抓取气缸和第二抓取气缸,所述底盖抓取底板 设置于所述机架上,所述底盖抓取支架设置于所述底盖抓取底板上,所述底盖抓取支架前 4 CN 111546058 A 说 明 书 2/7 页 侧设置第一滑台气缸,所述第一滑台气缸前侧面设置底盖滑动板内表面,所述底盖滑动板 外表面上设置第二滑台气缸,所述第二滑台气缸前侧面设置底盖承载板内表面,所述底盖 承载板外表面上分别设置第一抓取气缸和第二抓取气缸,所述第一抓取气缸和第二抓取气 缸上分别设置第一抓取夹爪和第二抓取夹爪,所述第一抓取夹爪和第二抓取夹爪下方分别 设置第一待料台和第二待料台,所述第一待料台和第二待料台均设置于所述底盖抓取底板 上。 优选的,所述限位座抓取装置包括限位电机、限位器、限位板、限位转轴、限位座抓 取板、滚珠承载盒、限位固定座、限位顶板、限位气缸和限位安装座,所述限位板设置于所述 机架内,所述限位电机和限位器均设置于所述限位板上,所述限位电机通过限位皮带连接 所述限位器,所述限位器上设置限位转轴一端,另一端垂直朝上穿过机架设置,所述限位转 轴另一端上设置限位座抓取板,所述限位转轴左侧设置滚珠承载盒,所述滚珠承载盒通过 滚珠设置于所述机架上,所述限位转轴前侧设置限位固定座,所述限位固定座底端设置于 所述机架上,所述限位固定座顶端设置限位顶板下表面,所述限位顶板上表面分别设置限 位气缸和限位滑轨,所述限位滑轨上设置限位安装座,所述限位气缸连接所述限位安装座 侧面,所述限位座抓取板上设置液压气缸,所述限位座抓取板向外延伸且设置液压头,所述 液压气缸连接液压头。 优选的,所述卡簧上料装置包括卡簧振动盘、卡簧直振器、卡簧上料轨道、卡簧底 板、卡簧支板、第三滑台气缸、卡簧滑动板、第四滑台气缸、多个卡簧安装板、多个卡簧吸取 头和卡簧待料组件,所述卡簧底板设置于所述机架上,所述卡簧底板侧面设置卡簧振动盘, 所述卡簧直振器、卡簧支板和卡簧待料组件均设置于所述卡簧底板上,所述卡簧待料组件 后侧设置卡簧支板,所述卡簧待料组件右侧设置卡簧直振器,所述卡簧直振器上设置卡簧 上料轨道,所述卡簧上料轨道一端连接所述卡簧直振器,另一端设置于所述卡簧待料组件 右侧,所述卡簧支板前侧面设置第三滑台气缸,所述第三滑台气缸前侧面设置卡簧滑动板 内表面,所述卡簧滑动板外表面上设置第四滑台气缸,所述第四滑台气缸外表面上设置多 个卡簧安装板,多个卡簧安装板上设置多个卡簧吸取头,多个卡簧吸取头用于将卡簧上料 轨道上的卡簧吸取到卡簧待料组件上。 优选的,所述卡簧待料组件包括卡簧待料架、卡簧待料气缸、卡簧待料板和卡簧待 料盘,所述卡簧待料架设置于所述卡簧底板上,所述卡簧待料气缸设置于卡簧待料架内,所 述卡簧待料架顶端设置卡簧待料板,所述卡簧待料气缸连接卡簧转动轴一端,所述卡簧转 动轴另一端垂直朝上穿过卡簧待料板连接所述卡簧待料盘下表面,所述卡簧待料盘上表面 上设置多个待料孔。 优选的,所述检测装置包括检测支架、检测吊架、检测光源和检测器,所述检测支 架设置于所述机架上,所述检测吊架顶端设置于所述检测支架上,所述检测吊架下端穿过 检测安装板连接所述光源安装盒内,所述检测安装板上设置检测器,所述检测器设置于所 述光源安装盒上方,所述光源安装盒内设置检测光源。 优选的,所述压合装置包括压合底板、压合支架、压合气缸、压合支座和压合头,所 述压合底板设置于所述机架上,所述压合支架设置于所述压合底板上行,所述压合气缸设 置与所述压合支架顶端,所述压合气缸下顿设置压合轴顶端,所述压合轴底端穿过压合支 架连接所述压合头,所述压合头下方设置压合支座,所述压合支座设置于所述旋转装置下 5 CN 111546058 A 说 明 书 3/7 页 方。 优选的,所述下料装置包括下料底板、收料盒、下料支架、第五滑台气缸、下料滑动 板、第六滑台气缸、下料安装板和下料抓取气缸,所述下料底板设置于所述机架上,所述收 料盒和下料支架均设置于所述下料底板上,所述下料支架设置于所述收料盒侧面,所述下 料支架侧面设置第五滑台气缸,所述第五滑台气缸上设置下料滑动板内表面,所述下料滑 动板外表面设置第六滑台气缸,所述第六滑台气缸上设置下料安装板内表面,所述下料安 装板外表面上设置下料抓取气缸,所述下料抓取气缸下端设置下料夹爪,所述下料夹爪下 方设置收料盒。 相对于现有技术的有益效果,本发明所提供的真空镀膜装置,通过合理的结构设 置,使得该真空镀膜装置工作时,利用线圈电离反应气体,形成等离子体,再利用工件上的 负电压引导等离子体沉积,能够对工件的内壁及外表面实现均匀的镀膜,且对应膜基结合 力好,而且避免了因工件结构及尺寸的问题而引起的边缘效应和尖端效应;同时该真空镀 膜装置工作时,能够通过对直流电源及高频电源的调节,实现对工件镀膜的有效控制。本发 明设置了旋转装置、底盖抓取装置、限位座抓取装置、卡簧上料装置、顶盖抓取装置、压合装 置、检测装置和下料装置,实现了产品加工全程自动化加工,不会因为零件的大小而失误造 成的产品不良,全自动加工方式,生产效率高,不良率低,成本低,满足客户的需求,同时质 量得到保证,具有良好的市场应用价值。 附图说明 图1为本发明整体结构示意图; 图2为本发明底盖抓取装置结构示意图; 图3为本发明限位座抓取装置结构示意图; 图4为本发明卡簧上料装置结构示意图; 图5为本发明下料装置结构示意图。











