
技术摘要:
本发明涉及自动化设备的施釉装置,具体地说是一种具有内凹表面器物的施釉装置,包括机械手、末端执行器基座、变位气缸、变位摆杆及喷枪,其中机械手一端固定,另一端设有末端执行器基座,所述变位摆杆铰接于该末端执行器基座上;所述变位气缸铰接于末端执行器基座上, 全部
背景技术:
吹釉适用于大型坯体,例如薄胎坯体、色釉瓷及需要上几种釉的坯体。吹釉时,用 一节竹管,一端蒙上细纱、蘸取釉浆,对准器坯应施釉部位,用嘴吹竹管的另一端,釉浆即通 过纱孔附着在器坯表面;这样反复吹釉,即可得到厚度适宜的釉层。根据器物的大小和釉的 不同,少则吹三四遍,多则吹十七、八遍。吹釉的发明,使器物里外均得以均匀施釉。吹青、吹 红两种吹釉工艺均为清初所创。轮釉是将坯体放在旋转的轮上,用勺臼取釉浆倒入坯体中 央,利用离心力的作用,使釉浆均匀地散开而附着在坯体上,多余的釉浆飞散到坯外。这种 方法适用于盘、碟类形状扁平的器物。对于坐便器上坐便圈的圈下沿部位,因人工喷涂在内 凹面,所以不适合吹釉;又因表面发现与重力方向为负角度,所以轮釉也不适合。
技术实现要素:
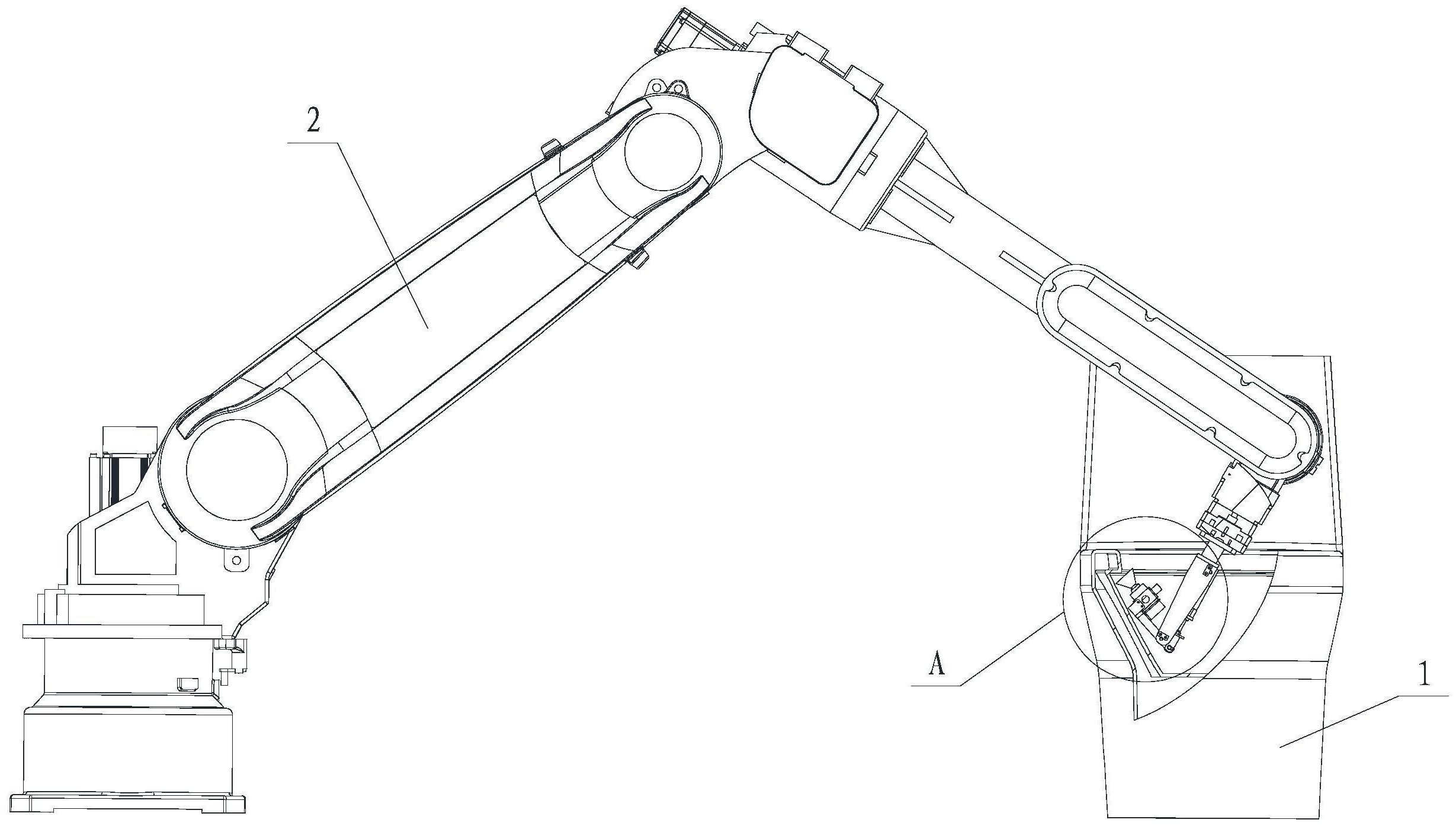
为了解决对吹釉和轮釉不适合的器物进行施釉的问题,本发明的目的在于提供一 种具有内凹表面器物的施釉装置。 本发明的目的是通过以下技术方案来实现的: 本发明包括机械手、末端执行器基座、变位气缸、变位摆杆及喷枪,其中机械手一 端固定,另一端设有末端执行器基座,所述变位摆杆铰接于该末端执行器基座上;所述变位 气缸铰接于末端执行器基座上,输出端与所述变位摆杆的一端铰接,该变位摆杆的另一端 安装有所述喷枪,通过所述变位气缸的伸缩,带动所述变位摆杆及喷枪转动,实现喷枪在所 需角度进行施釉; 其中:所述喷枪的出料口处设有溅射范围控制件;所述溅射范围控制件上端窄、下 端宽,窄的上端开孔、并安装在所述喷枪的出料口,所述溅射范围控制件的上下两端之间通 过对称设置的两个内凹表面连接,该两个内凹表面在对器物的内凹表面施釉时与器物内凹 表面形成半封闭施釉腔体;所述溅射范围控制件的上端为圆形,下端为对称设置、形状相同 的两段圆弧,每段圆弧均通过一个内凹表面与上端的圆形连接; 所述末端执行器基座呈“U”形,该“U”形的底部安装在所述机器手的末端,所述“U” 形的底部和开口端均设有连接轴,所述变位气缸的缸体铰接于位于“U”形底部的连接轴上; 所述机械手为六自由度机械手。 本发明的优点与积极效果为: 1 .本发明通过变位气缸的驱动,实现了喷枪在不同角度对器物进行自动化施釉, 解决了对吹釉和轮釉不适合的器物进行施釉的问题。 2.本发明自动化程度高,生产效率高,保证了工艺质量。 3.本发明在喷枪的出料口处设置了溅射范围控制件,可以对喷枪的溅射范围进行 3 CN 111571785 A 说 明 书 2/3 页 控制。 附图说明 图1为本发明对坐便圈上沿进行施釉的工作状态主视图; 图2为图1中的A处局部放大图; 图3为本发明对坐便圈上沿进行施釉的工作状态左视图; 图4为图3中的B处局部放大图; 图5为本发明对坐便圈上沿进行施釉的工作状态俯视图; 图6为本发明对坐便圈上沿进行施釉的工作状态立体结构示意图; 图7为本发明垂直工作状态的结构主视图; 图8为本发明垂直工作状态的结构左视图; 图9为本发明垂直工作状态的结构俯视图; 图10为本发明垂直工作状态的立体结构示意图; 图11为本发明溅射范围控制件的立体结构示意图; 图12为本发明溅射范围控制件安装在喷枪上的仰视图; 其中:1为坐便器,2为六自由度机械手,3为末端执行器基座,4为变位气缸,5变位 摆杆,6为喷枪,7为溅射范围控制件,8为坐便圈下沿,9为连接轴。











