
技术摘要:
本发明公开了一种连接效果好的铝合金板材连续拼接方法,步骤一、铝合金板材的事先准备:选取适合厚度的铝合金板材,对其进行压平处理,整体水平度误差小于0.5度,然后将铝合金板材放置备用,然后准备好事先通过注塑成型的连接铝条,连接铝条的数量和铝合金板材的数量相 全部
背景技术:
铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械 制造、船舶及化学工业中已大量应用,工业经济的飞速发展,对铝合金焊接结构件的需求日 益增多,使铝合金的焊接性研究也随之深入,变形铝合金能承受压力加工,可加工成各种形 态、规格的铝合金材,主要用于制造航空器材、建筑用门窗等,形变铝合金又分为不可热处 理强化型铝合金和可热处理强化型铝合金,不可热处理强化型不能通过热处理来提高机械 性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防 锈铝等,可热处理强化型铝合金可以通过淬火和时效等热处理手段来提高机械性能,它可 分为硬铝、锻铝、超硬铝和特殊铝合金等。 由于金属材料厂生产的铝合金板材具有一定规格限制,当生产中需要用到大于既 定规格的铝合金板材时就需要对铝合金板材进行拼接,有的工况下还需要多次拼接才能满 足要求,铝合金板材拼接中最常用的方法是电弧焊,采用电弧焊进行铝合金板材拼接,需要 对待焊接边开设焊接坡口,焊接过程中需填补焊料,焊接工艺过程复杂,生产效率低,铝电 弧焊中TG焊和MIG焊焊接质量不稳定,而等离子焊对加工工艺要求很高,随着自动化技术和 搅拌摩擦焊技术日趋成熟,高效率、高质量的铝合金板材连续拼接加工成为可能。 根据专利号为CN107598501A所述的一种铝合金板材的连续拼接方法,通过搅拌摩 擦焊,有效解决电弧焊缺陷多、成品率低的问题,但是在通过搅拌摩擦焊手段进行焊接时, 因为铝合金板材不是管材,在搅拌摩擦焊焊接时会出现焊接不严密,连接不稳定的情况,焊 接效果较差。
技术实现要素:
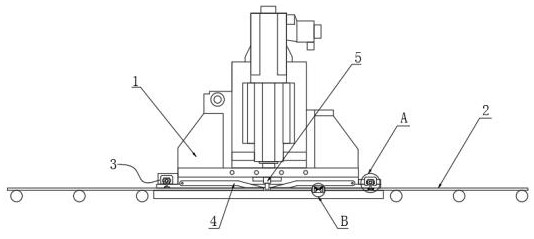
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种连接效果好的铝合金板材连续拼接方法,解 决了铝合金板材不是管材,在搅拌摩擦焊焊接时会出现焊接不严密,连接不稳定的情况,焊 接效果较差的问题。 (二)技术方案 为实现以上目的,本发明通过以下技术方案予以实现:一种连接效果好的铝合金板材 连续拼接方法,包括以下步骤: 步骤一、铝合金板材的事先准备:选取适合厚度的铝合金板材,对其进行压平处理,整 体水平度误差小于0.5度,然后将铝合金板材放置备用,然后准备好事先通过注塑成型的连 接铝条,连接铝条的数量和铝合金板材的数量相同; 步骤二、板材的初步处理:通过递送机将铝合金板材输送到焊接台上,当两个铝合金板 3 CN 111545895 A 说 明 书 2/4 页 材的连接侧运动到右侧的铣刀组件处时,通过铣刀表面的开槽刀头在铝合金板材的表面开 出与连接铝条的表面适配的连接槽,开槽完毕后,将右侧的铣刀组件复位,然后通过递送机 继续进行输送,当两个铝合金板材的连接侧运动到连接条输送装置处时,停止输送,顺着支 撑架内腔的活动槽插入连接铝条,连接铝条卡接在铣刀开出来的连接槽内; 步骤三、板材的焊接;连接铝条插入铝合金板材内以后,通过递送机继续对铝合金板材 进行输送,当铝合金板材的连接侧输送到搅拌摩擦焊装置下方时,停止输送,通过压紧装置 对铝合金板材进行固定,通过搅拌摩擦焊装置对铝合金板材进行焊接,焊接完毕后通过递 送机继续进行输送; 步骤四、焊缝的处理:焊接完毕后,通过递送机继续对铝合金板材进行输送,然后通过 左侧的铣刀组件对铝合金板材表面的焊缝进行无缝处理,处理完成之后,重复步骤一至步 骤四直至得到所需长度的铝合金板材。 优选的,所述其采用的焊接装置包括焊接台,所述焊接台的表面活动连接有铝合 金板材,所述焊接台的两侧均固定连接有铣刀组件,所述焊接台的表面分别固定连接有压 紧装置、搅拌摩擦焊装置和连接条输送装置。 优选的,所述铣刀组件包括固定架和活动组件,所述活动组件的表面通过滑动块 与固定架的内腔滑动连接,所述活动组件的底部固定连接有铣刀,所述活动组件的内腔螺 纹连接有螺纹杆。 优选的,所述螺纹杆的一端与驱动机构相连,所述铣刀通过动力设备驱动。 优选的,所述连接条输送装置包括支撑架和引导架,所述支撑架的内腔通过活动 槽活动连接有连接铝条。 优选的,所述铣刀为开槽刀头。 优选的,所述铝合金板材的内腔通过铣刀开出与连接铝条的表面适配的连接槽。 优选的,所述铝合金板材通过递送机输送。 (三)有益效果 本发明提供了一种连接效果好的铝合金板材连续拼接方法。与现有技术相比,具备以 下有益效果: (1)、该连接效果好的铝合金板材连续拼接方法,通过在步骤一、铝合金板材的事先准 备:选取适合厚度的铝合金板材,对其进行压平处理,整体水平度误差小于0.5度,然后将铝 合金板材放置备用,然后准备好事先通过注塑成型的连接铝条,连接铝条的数量和铝合金 板材的数量相同;步骤二、板材的初步处理:通过递送机将铝合金板材输送到焊接台上,当 两个铝合金板材的连接侧运动到右侧的铣刀组件处时,通过铣刀表面的开槽刀头在铝合金 板材的表面开出与连接铝条的表面适配的连接槽,开槽完毕后,将右侧的铣刀组件复位,然 后通过递送机继续进行输送,当两个铝合金板材的连接侧运动到连接条输送装置处时,停 止输送,顺着支撑架内腔的活动槽插入连接铝条,连接铝条卡接在铣刀开出来的连接槽内; 步骤三、板材的焊接;连接铝条插入铝合金板材内以后,通过递送机继续对铝合金板材进行 输送,当铝合金板材的连接侧输送到搅拌摩擦焊装置下方时,停止输送,通过压紧装置对铝 合金板材进行固定,通过搅拌摩擦焊装置对铝合金板材进行焊接,焊接完毕后通过递送机 继续进行输送;步骤四、焊缝的处理:焊接完毕后,通过递送机继续对铝合金板材进行输送, 然后通过左侧的铣刀组件对铝合金板材表面的焊缝进行无缝处理,处理完成之后,重复步 4 CN 111545895 A 说 明 书 3/4 页 骤一至步骤四直至得到所需长度的铝合金板材,在进行焊接时,事先对铝合金板材进行开 槽,然后通过连接铝条作为焊条,通过搅拌摩擦焊装置进行焊接时,连接铝条快速融化,填 充在两个铝合金板材之间,可以快速的将铝合金板材连接在一起,焊接处不会产生空鼓,连 接效果好。 (2)、该连接效果好的铝合金板材连续拼接方法,通过在铣刀组件包括固定架和活 动组件,活动组件的表面通过滑动块与固定架的内腔滑动连接,活动组件的底部固定连接 有铣刀,活动组件的内腔螺纹连接有螺纹杆,两侧都设置的铣刀组件,在进料时加工出用于 连接铝条卡接的连接槽,在出料时,通过铣刀对焊缝进行无缝处理,大大增加了焊接精度, 焊接出来的铝合金板材更加平整和美观。 (3)、该连接效果好的铝合金板材连续拼接方法,通过在连接条输送装置包括支撑 架和引导架,支撑架的内腔通过活动槽活动连接有连接铝条,通过连接条输送装置快速的 将连接铝条插接进两个铝合金板材的加工侧,大大增加了加工速度。 附图说明 图1为本发明结构的主视图; 图2为本发明图1中A处的局部结构放大图; 图3为本发明图1中B处的局部结构放大图; 图4为本发明铝合金板材的连接示意图。 图中,1-焊接台、2-铝合金板材、3-铣刀组件、4-压紧装置、5-搅拌摩擦焊装置、6- 连接条输送装置、31-固定架、32-活动组件、33-滑动块、34-铣刀、35-螺纹杆、61-支撑架、 62-引导架、63-活动槽、64-连接铝条。











