
技术摘要:
本发明涉及浇注技术领域,且公开了一种干式变压器绕组用填充浇注组件及浇注方法,包括底座,所述底座顶部两侧均固定安装有侧板,所述支座顶部固定安装有底板,所述底板顶部固定安装有公模板,所述公模板顶部活动安装有母模板,所述母模板顶部固定安装有顶座,所述侧板 全部
背景技术:
浇注是把熔融金属、混凝土等注入模具,进行金属部件的铸造或水泥板及混凝土 建筑的成型的制作工艺,在进行浇注时通常需要用到模具,通过模具来将金属液成型,制成 相应的产品。 干式变压器在绕组的外侧都会有一层外壳来对绕组进行保护,该外壳一般都是采 用模具浇筑而成,传统的浇注模具通常为闭合模具,为上下分模式,在浇注完成后,需要人 工进行起模,将上下模分开,但是在浇注时,上下模紧贴,在将模腔填满后,上下模之间没有 间隙,起模力很大,人工起模十分困难。
技术实现要素:
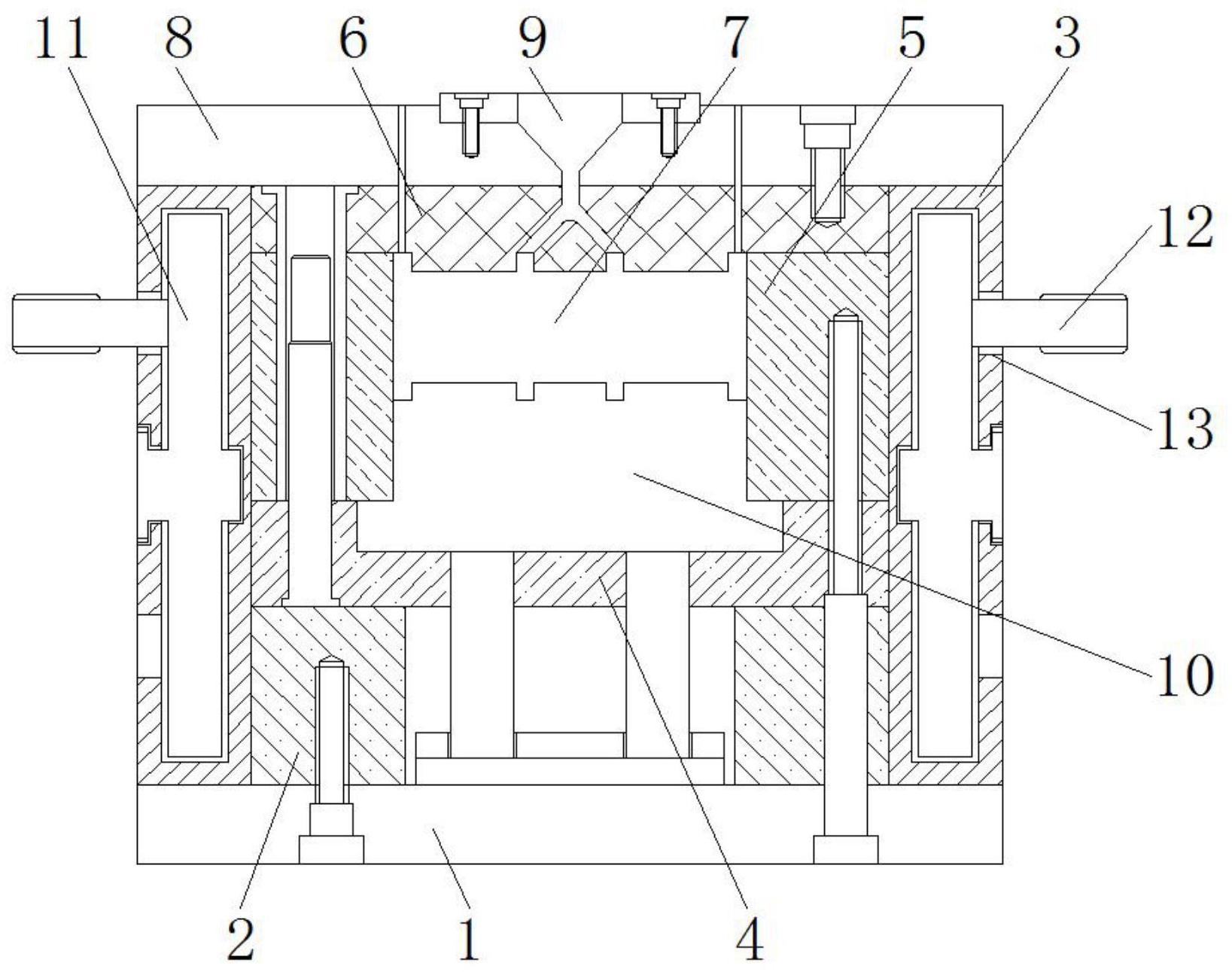
(一)解决的技术问题 针对现有技术的不足,本发明提供了一种干式变压器绕组用填充浇注组件及浇注 方法,具备便于人工起模的优点,解决了人工起模十分困难的问题。 (二)技术方案 为实现上述便于人工起模的目的,本发明提供如下技术方案:一种干式变压器绕 组用填充浇注组件及浇注方法,包括底座,所述底座顶部固定安装有支座,所述底座顶部两 侧均固定安装有侧板,所述支座顶部固定安装有底板,所述底板顶部固定安装有公模板,所 述公模板顶部活动安装有母模板,所述公模板内部开设有模腔,所述母模板顶部固定安装 有顶座,所述顶座内部固定安装有浇注口,所述公模板内部活动安装有模块,所述侧板内部 活动安装有大齿轮,所述大齿轮外侧固定安装有握把,所述侧板外侧表面开设有环槽,所述 侧板内部活动安装有小齿轮,所述小齿轮之间固定安装有螺纹轴,所述底座内部活动安装 有旋转块,所述旋转块顶部固定安装有套筒,所述套筒内部活动安装有升降杆,所述升降杆 顶端固定安装有固定块,所述固定块顶部活动安装有顶块。 优选的,所述公模板内部固定安装有套管,所述底板内部固定安装有插杆,所述插 杆插接在套管内部,在起模时,套管在上模部分,插杆在下模部分,可以固定起模的方向,防 止起模时,上模发生位置偏移,造成内部浇铸件的损坏。 优选的,所述握把嵌接在环槽内部,所述握把表面固定安装有紧握软垫,通过转动 握把可以使大齿轮转动,同时紧握软垫能够使握把更好的使用,使转动更加省力方便。 优选的,所述大齿轮内部固定安装有支撑轴,所述支撑轴外端固定安装有嵌块,所 述嵌块表面固定安装有耐磨片,将大齿轮的位置固定住,在转动大齿轮时,使大齿轮不会上 下晃动。 优选的,所述大齿轮共两个,分别活动安装在两侧的侧板内,所述小齿轮共四个, 4 CN 111554511 A 说 明 书 2/4 页 分别对称安装在两个大齿轮的两侧,所述大齿轮和小齿轮相互啮合,通过转动两侧的大齿 轮,从而带动小齿轮的转动。 优选的,所述套筒表面开设有螺纹,所述套筒与螺纹轴通过螺纹连接,所述螺纹轴 共两根,且两根螺纹轴的螺纹方向相反,由于大齿轮带动两侧的小齿轮转动,小齿轮的转向 相反,通过相反的螺纹方向,使两根螺纹轴能达到同样的效果,通过小齿轮带动螺纹轴的旋 转,套筒在螺纹轴的带动下开始旋转。 优选的,所述套筒内部开设有螺纹,所述升降杆表面开设有螺纹,所述套筒和升降 杆通过螺纹相互连接,所述固定块呈花妆,所述固定块嵌接在顶块内部,在套筒旋转时,由 于固定块被顶块固定住,在套筒旋转时,升降杆被螺纹带动开始上升,达到起模的目的。 基于上述中的一种干式变压器绕组用填充浇注组件,对此提出一种干式变压器绕 组用填充浇注组件的浇注方法,具有以下步骤: S1:将成品钢块放入真空脱气炉中熔炼,温度在1450-1700摄氏度时,向钢液内向 钢液内加入氮化铬铁进行熔炼;氮化铬铁能够代替短缺的镍进行冶炼,节约成本,增强了模 具钢的耐腐蚀性; S2:将S1中钢液进行精炼处理和软吹处理,之后将钢液的钢包吊至浇注工位,在引 流模工位充分引流后将钢包水口对准浇注口开浇; S3:在浇筑过程中,钢液升至浇注口中部通道时停止浇筑,并给浇注模具和钢液降 温,使钢液结晶; S4:将S3中冷却后模具进开模,依次脱去各个半模,最后取出变压器外壳半成品; S5;在S4的基础上,对半成品外壳进行切削和精加工成型; S6:在S5的基础上,对成品进行喷砂处理,采用高压喷枪对成品进行处理,喷嘴直 径是1.5mm,喷射距离模具表面220-280mm,水平移动速度为0.05m/s,喷砂材料为石英砂与 玻璃珠混合料;该步骤中的喷砂处理对外壳表面起到很好的防御作用,提高了模具的耐腐 蚀性,保证了塑料模具表面的光泽度,提高了产品质量。 S7:最后得到成型品。 (三)有益效果 与现有技术相比,本发明提供了一种干式变压器绕组用填充浇注组件及浇注方 法,具备以下有益效果: 1、该干式变压器绕组用填充浇注组件及浇注方法,通过转动握把,使大齿轮带动 小齿轮转动,螺纹轴在小齿轮的带动下开始旋转,由于螺纹轴与套筒通过螺纹连接,套筒也 开始旋转,由于升降杆通过固定块被顶块固定住无法旋转,所以在套筒的旋转带动下,升降 杆开始在套筒内上升,从而将顶座顶起,从而将母模和公模分离,通过转动握把,完成起模, 使人工起模更加方便,避免由于合模力过大造成无法起模的情况。 2、该干式变压器绕组用填充浇注组件及浇注方法,通过齿轮结构和螺纹结构,达 到起模和合模的目的,在合模时,由于上下模的位置被套筒和升降杆固定住,能够使模具更 好的合上,同时也可以避免在浇注过程中,上下模合模松动,造成浇注形状不好的情况。 附图说明 图1为本发明结构示意图; 5 CN 111554511 A 说 明 书 3/4 页 图2为本发明螺纹轴示意图; 图3为本发明套筒剖视图; 图4为本发明固定块示意图。 图中:1、底座;2、支座;3、侧板;4、底板;5、公模板;6、母模板;7、模腔;8、顶座;9、浇 注口;10、模块;11、大齿轮;12、握把;13、环槽;14、小齿轮;15、螺纹轴;16、旋转块;17、套筒; 18、升降杆;19、固定块;20、顶块。











