
技术摘要:
本发明涉及一种径向扩压器螺座焊接用夹具及其使用方法,该径向扩压器螺座焊接用夹具包括上座、下座、与螺座螺纹配合的定位螺钉,上座包括一体成型设置的上座环体和上座环台,下座包括一体成型设置的下座环体和下座环台,上座环体的侧壁、下座环体的侧壁上各均布5个沿径 全部
背景技术:
径向扩压器组件由径向扩压器、螺座等零件组成,如图1所示,径向扩压器包括上 环片1、下环片3和多个导流叶片2,径向扩压器上、下环片各有5个均布的螺座4,上环片1的 螺座4与下环片3的螺座4一一对应设置,螺座5与径向扩压器的上、下环片之间采用焊接方 式连接,如图2所示,螺座4包括较薄的圆形法兰部42和圆筒形的螺纹部41,法兰部42的周围 用于焊接。生产上,螺座位置度的高低决定径向扩压器组件装配中是否存在干涉现象;目前 本公司在将螺座焊接至径向扩压器上下环片时,采用螺座外径定位方式进行焊接。但由于 螺座内螺纹孔与外轮廓之间同轴度低,导致螺座在径向扩压器上的位置度无法保证,影响 径向扩压器组件装配。图纸要求螺座内螺纹孔中心的位置度须小于φ0.5mm,而实际测量出 的位置度超过φ1mm,严重影响装配。
技术实现要素:
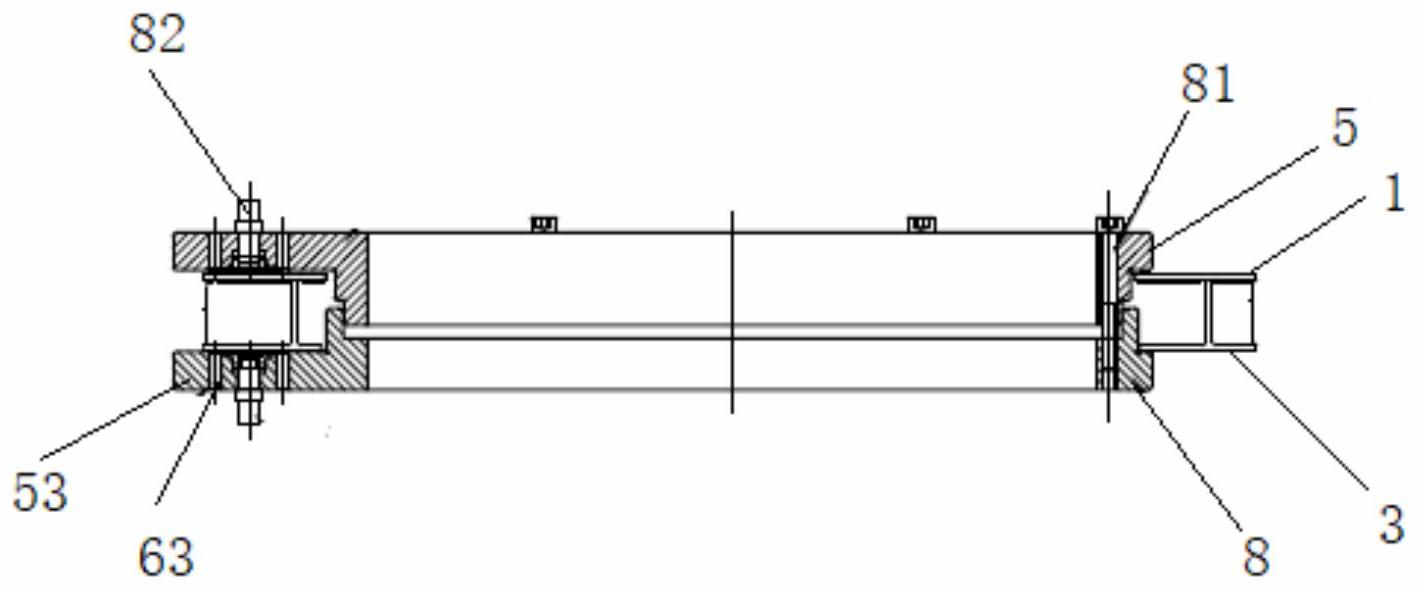
本发明要解决的技术问题是提供一种结构简单、焊接位置精度较高的径向扩压器 螺座焊接用夹具及其使用方法。 为解决上述技术问题,本发明提供的径向扩压器螺座焊接用夹具,包括上座、下 座、与螺座螺纹配合的定位螺钉,所述上座包括一体成型设置的上座环体和上座环台,下座 包括一体成型设置的下座环体和下座环台,上座环体的侧壁、下座环体的侧壁上各均布5个 沿径向凸出设置的定位座,各定位座的中心贯穿设置圆形的螺座容置槽,各螺座容置槽置 于同一圆周上,螺座容置槽内沿径向设置承接横梁,承接横梁的中心设置与螺座形状相适 配的中心通孔,承接横梁的两侧形成扇形的点焊槽,中心通孔的两侧设置定位销孔,螺座的 法兰部两侧设置浅弧槽,使用时螺座的螺纹部伸入中心通孔,定位销孔内凸出设置定位销, 且定位销卡入法兰部的浅弧槽,定位螺钉伸入中心通孔且与螺座螺纹连接,由定位销、定位 螺钉对螺座进行限位,使得螺座的法兰部置于中心通孔的端口处,将上座的上座环台、下座 的下座环台套入径向扩压器,使得径向扩压器的上环片紧贴上座上的定位座,径向扩压器 的下环片紧贴下座上的定位座。 进一步,所述中心通孔包括锥台部、圆筒部和通孔部,锥台部开口端的内径不大于 螺座法兰部的外径,圆筒部的内径大于螺纹部的外径,通孔部与定位螺钉间隙配合,以使螺 座的螺纹部伸入中心通孔时,螺座的法兰部置于锥台部的开口端。 进一步,所述上座环台凸出设置,所述下座环台内凹设置,以使上座环台与下座环 台套接配合。 进一步,所述下座环台的外径小于径向扩压器的内径,以使径向扩压器与上座环 台、下座环台套接时,下座环台的外壁与径向扩压器的内壁间隙配合。 4 CN 111716061 A 说 明 书 2/5 页 进一步,径向扩压器螺座焊接用夹具还包括径向定位螺钉,上座环台上设置与径 向定位螺钉螺纹配合的径向螺孔,下座环台上设置避让槽,以使上座环台与下座环台套接 后,径向定位螺钉可伸出上座环台和下座环台,与径向扩压器的导流叶片抵接。 进一步,径向扩压器螺座焊接用夹具还包括角向定位销,上座环台上沿轴向设置 与角向定位销相适配的角向定位孔,下座环体上设置与角向定位孔对应的下座定位孔,以 使装配后上座、下座置于径向扩压器的两端时,角向定位销插入对应的角向定位孔和下座 定位孔,确保上座和下座的角向位置。 进一步,径向扩压器螺座焊接用夹具还包括压紧螺钉,所述上座环台上均布多个 与压紧螺钉螺纹配合的上座压紧螺孔,下座环体上均布多个与上座压紧螺孔一一对应的下 座压紧螺孔,以使上座与下座装配后由压紧螺钉进行螺纹连接。 上述径向扩压器螺座焊接用夹具的使用方法,包括如下步骤: A、将各定位销孔内插入凸出设置的定位销,将5个螺座分别放入下座的5个螺座容置槽 内,螺座的螺纹部伸入圆筒部,螺座的法兰部置于锥台部的开口端,且各螺座法兰部的浅弧 槽卡入定位销,由定位销对螺座进行初步定位。 B、将定位螺钉由各中心通孔的通孔部旋入中心通孔,使得定位螺钉与螺座螺纹连 接,由定位螺钉和两侧的定位销对螺座进行精确定位。 C、将径向扩压器套在下座的下座环台上,使得径向扩压器的下环片紧贴下座的定 位座。 D、将5个螺座分别放入上座的5个螺座容置槽内,螺座的螺纹部伸入圆筒部,螺座 的法兰部置于锥台部的开口端,且各螺座法兰部的浅弧槽卡入定位销,由定位销对螺座进 行初步定位;将定位螺钉由各中心通孔的通孔部旋入中心通孔,使得定位螺钉与螺座螺纹 连接,由定位螺钉和两侧的定位销对螺座进行精确定位。 E、将装配后的径向扩压器和下座倒置,使得上座的上座环台插入下座环台,且径 向扩压器的上环片紧贴上座的定位座。 F、转动上座,使得下座的下座定位孔与上座的角向定位孔对齐设置,在下座定位 孔与角向定位孔内插入角向定位销,以确保上座的螺座和下座的螺座对齐设置。 G、转动径向扩压器,调整径向扩压器的周向位置,使得螺座处于径向扩压器预设 的装配位置,旋入径向定位螺钉,使得径向定位螺钉与导流叶片抵接,防止径向扩压器转 动,将压紧螺钉旋入上座压紧螺孔和下座压紧螺孔,使得上座、下座对径向扩压器进行固 定。 H、通过点焊槽将各螺座的法兰部与径向扩压器进行点焊固定;将上座和下座取 下,将各螺座法兰部的周边与径向扩压器进行满焊。 发明的技术效果:(1)本发明的径向扩压器螺座焊接用夹具,相对于现有技术,在 上座、下座的侧壁上设置定位座,由定位座上设置螺座容置槽,使得螺座先在上座、下座内 进行定位,利用承接横梁上设置的中心通孔和定位销,可对螺座进行扶正定位,以确保螺座 的装配精度;(2)点焊槽的设置,可对螺座进行初步焊接,使得螺座经焊接固定后取下上座、 下座再进行满焊;(3)径向定位螺钉的设置,可对径向扩压器与上座、下座进行角向定位,避 免径向扩压器在焊接过程中转动造成焊接位置偏移;(4)角向定位销的设置,可以确保上座 的螺座和下座的螺座一一对应设置。 5 CN 111716061 A 说 明 书 3/5 页 附图说明 下面结合说明书附图对本发明作进一步详细说明: 图1是径向扩压器组件的立体结构示意图; 图2是螺座的立体结构示意图; 图3是上座的结构示意图; 图4是定位座的局部放大示意图; 图5是上座的剖面结构示意图; 图6是下座的结构示意图; 图7是上座、径向扩压器、下座装配后的剖面结构示意图; 图8是定位螺钉的结构示意图; 图9是径向定位螺钉的结构示意图。 图中:上环片1,导流叶片2,下环片3,螺座4,螺纹部41,法兰部42,上座5,上座环体 51,上座环台52,定位座53,角向定位孔54,径向螺孔55,上座压紧螺孔56,螺座容置槽6,点 焊槽61,中心通孔62,定位销孔63,承接横梁64,锥台部65,圆筒部66,通孔部67,径向定位螺 钉7,下座8,角向定位销81,定位螺钉82,下座定位孔83,压紧螺钉84。











