
技术摘要:
本发明涉及一种挤出模头,包括上模体和下模体,上模体背离下模体的一侧设有间隙微调机构,间隙微调机构包括固定块以及膨胀调节件,一个固定块连接至少两个膨胀调节件,膨胀调节件包括同轴设置的调节杆以及膨胀管,固定块上设有安装孔,安装孔的内径大于或等于膨胀调节 全部
背景技术:
PVB薄膜主要用于夹层玻璃,是在两块玻璃之间夹进一层以聚乙烯醇缩丁醛为主 要成分的PVB薄膜。在PVB薄膜生产时,就需要用到片材挤出模头,将加热融化的PVB通过片 材挤出模头的模唇间隙挤出以成型PVB薄膜。 现有公告号为CN2806113Y的中国专利,其公开了一种上模唇推出式调节挤出模 头,包括上模和下模,上模设有上模唇微调结构;微调结构分组设置,微调结构由微调螺丝、 固定杆、固定块和调节螺丝组成;一个固定块上同时安装有两个微调螺丝,微调螺丝内设有 加热管和钢珠,钢珠设置在加热管和调节螺丝之间;通过控制装置控制加热管的加热功率、 加热时间,微调螺丝抵持在上模唇的上表面,加热管得到发热后使得微调螺丝受热膨胀,可 以实现精确调整模口开口间隙的大小,使得生产的产品厚度均匀。 上述中的现有技术方案存在以下缺陷:通常模口的间隙调节控制在几微米到十几 微米之间,调节控制的精度完全依赖于微调螺丝是否正常工作,因此需及时更换工作不佳 的微调螺丝,但一个固定块上同时安装有两个微调螺丝,当取下固定块并更换其中一个微 调螺丝时,另一个微调螺丝的端部缺少定位,更换完成后,并重新安装固定块时,除了需要 调整新的微调螺丝的位置的同时,还需要调整另一个未更换的微调螺丝,造成不便。
技术实现要素:
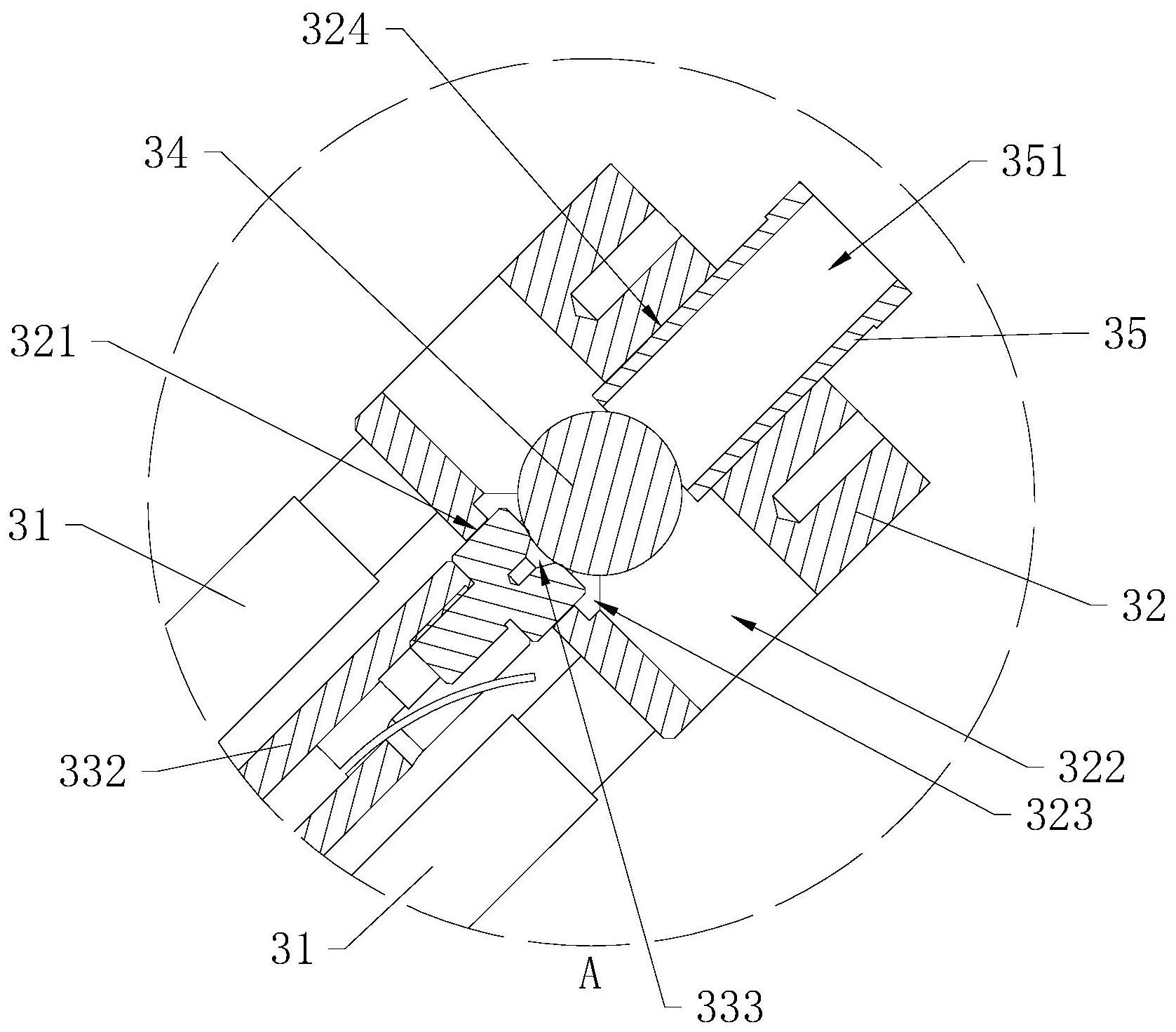
针对现有技术存在的不足,本发明的目的之一是提供一种挤出模头,更换过程中, 同一固定块上的其余膨胀调节件始终受到各自锁止件的固定,更换作业中,无需再次调节 其余膨胀调节件的定位,仅需调节新的膨胀调节件的定位,便于更换。 本发明的上述发明目的是通过以下技术方案得以实现的: 一种挤出模头,包括上模体和下模体,所述上模体具有上模唇,所述下模体具有下模 唇,所述上模唇与下模唇之间具有开口间隙,所述上模体背离下模体的一侧设有间隙微调 机构,所述间隙微调机构包括固定块以及膨胀调节件,一个所述固定块连接至少两个膨胀 调节件,所述膨胀调节件包括同轴设置的调节杆以及膨胀管,所述调节杆的一端抵接上模 唇,所述调节杆的另一端抵接膨胀管,所述固定块上设有安装孔,所述安装孔的内径大于或 等于膨胀调节件的外径,且所述安装孔贯穿固定块,所述固定块上还设有锁止孔,所述锁止 孔的轴线与安装孔的轴线相交,且所述锁止孔的内径大于安装孔的内径,所述锁止孔内滑 动嵌设有锁止件,所述膨胀管远离调节杆的端部嵌设至安装孔内,且所述锁止件用于抵接 膨胀管的端部。 通过采用上述技术方案,锁止件无法嵌设至安装孔内,实现对膨胀管端部的轴向 定位,配合安装孔对膨胀管的径向定位,完成膨胀管的固定; 当需要更换膨胀调节件时,先将锁止件从锁止孔内抽去,则膨胀管的端部失去固定,膨 3 CN 111590850 A 说 明 书 2/5 页 胀管以及调节杆沿轴向移动,穿过安装孔以脱离模头,再将新的膨胀调节件沿轴向嵌设至 安装孔内,锁止件重新嵌设至锁止孔内并抵接膨胀管的端部,完成对新的膨胀调节件的固 定,进而完成更换作业; 更换过程中,同一固定块上的其余膨胀调节件始终受到各自锁止件的固定,更换作业 中,无需再次调节其余膨胀调节件的定位,仅需调节新的膨胀调节件的定位,便于更换。 本发明在一较佳示例中可以进一步配置为:所述锁止孔的轴线垂直于安装孔的轴 线。 通过采用上述技术方案,锁止件沿锁止孔的轴向移动,即沿安装孔的径向移动,实 现以最短的距离快速远离安装孔,以便于后续膨胀调节件的取出。 本发明在一较佳示例中可以进一步配置为:所述锁止件包括锁止球,所述锁止球 的直径等于锁止孔的直径。 通过采用上述技术方案,有利于锁止球的定位,避免锁止球在锁止孔内沿锁止孔 的径向蹿动,进而有利于提高锁止球对膨胀管的定位精度。 本发明在一较佳示例中可以进一步配置为:所述安装孔的内壁上设有调节槽,所 述调节槽与安装孔同轴设置,且所述调节槽连通锁止孔,所述调节槽的内径等于锁止球的 直径,所述固定块上还设有微调件,所述微调件用于调节锁止球沿调节槽轴向的位置。 通过采用上述技术方案,微调锁止球的沿调节槽轴向的位置,进而实现微调膨胀 管端部的位置。 本发明在一较佳示例中可以进一步配置为:所述安装孔的内壁上设有调节孔,所 述调节孔与安装孔同轴设置,且所述调节孔向远离膨胀管的方向贯穿固定块,所述微调件 包括微调螺栓,所述微调螺栓螺纹连接于调节孔内。 通过采用上述技术方案,利用微调螺栓抵紧锁止球,并微调锁止球的沿调节槽轴 向的位置。 本发明在一较佳示例中可以进一步配置为:所述微调螺栓上设有通孔,所述通孔 与安装孔同轴设置,且所述通孔的内径大于或等于膨胀调节件的外径。 通过采用上述技术方案,更换膨胀调节件时,无需拧出微调螺栓,更换作业时,减 小微调螺栓的拧动圈数,便于快速完成更换作业; 同时,通孔的端部抵接锁止球的外周,则锁止球的球心与通孔的轴线重合,保证锁止球 的位置精度。 本发明在一较佳示例中可以进一步配置为:所述调节孔的内径小于锁止孔的内 径。 通过采用上述技术方案,避免锁止球嵌设至调节孔内,且锁止球向远离膨胀调节 件的方向移动并抵接锁止孔的侧壁,使得锁止球的球心与锁止孔的轴线重合,便于取出锁 止球。 本发明在一较佳示例中可以进一步配置为:所述锁止孔贯穿固定块。 通过采用上述技术方案,锁止球的球心与安装孔的轴线重合时,锁止球的外壁与 安装孔的内壁之间存在间隙,该间隙使得空气能够在锁止孔内流动,便于锁止球的散热,有 利于锁止球的温度保持稳定,避免锁止球热胀冷缩,有利于保证锁止球对膨胀管的定位精 度,进而保证膨胀调节件的调节精度。 4 CN 111590850 A 说 明 书 3/5 页 本发明在一较佳示例中可以进一步配置为:所述膨胀管的一端同轴设有定位孔, 所述定位孔用于抵接锁止球的外周。 通过采用上述技术方案,锁止球抵接定位孔,则锁止球的球心与定位孔的轴线重 合,即锁止球的球心与膨胀调节件的轴线重合,有利于保证锁止球对膨胀调节件的定位精 度。 综上所述,本发明包括以下至少一种有益技术效果: 1.更换过程中,同一固定块上的其余膨胀调节件始终受到各自锁止件的固定,更换作 业中,无需再次调节其余膨胀调节件的定位,仅需调节新的膨胀调节件的定位,便于更换; 2.利用微调螺栓抵紧锁止球,并微调锁止球的沿调节槽轴向的位置,进而实现微调膨 胀管端部的位置; 3.通孔的端部抵接锁止球的外周,则锁止球的球心与通孔的轴线重合,锁止球抵接定 位孔,则锁止球的球心与定位孔的轴线重合,即锁止球的球心与膨胀调节件的轴线重合,有 利于保证锁止球对膨胀调节件的定位精度; 4.空气能够在锁止孔内流动,便于锁止球的散热,有利于锁止球的温度保持稳定,避免 锁止球热胀冷缩,有利于保证锁止球对膨胀管的定位精度,进而保证膨胀调节件的调节精 度。 附图说明 图1是本实施例的整体结构示意图。 图2是本实施例的剖视图。 图3是固定块的结构示意图。 图4是图2中A部分的局部放大示意图。 图中,1、上模体;11、上模唇;2、下模体;21、下模唇;3、间隙微调机构;31、固定杆; 32、固定块;321、安装孔;322、锁止孔;323、调节槽;324、调节孔;325、通气孔;33、膨胀调节 件;331、调节杆;332、膨胀管;333、定位孔;34、锁止球;35、微调螺栓;351、通孔。











