
技术摘要:
本发明涉及链条领域,尤其是涉及一种链条延长销压装机。一种链条延长销压装机,包括底座和定位气缸,所述的底座的上表面的两侧分别设置有前导板和后导板,所述的前导板与后导板之间设置有用于容纳链条的导料通道,所述的底座上对应导料通道设置有落料间隙,所述的前导 全部
背景技术:
链条一般为金属的链环或环形物,多用作机械传动、牵引。 大部分链条都是由链板、销轴、套筒等部件组成。 常规的链条上的销轴的长度都是相同的,但是在有些场合中需要应用间隔装设有 延长销的链条,该延长销的长度大于普通销轴的长度。 现有的延长销链条的生产方式是将链条上各个部件先依次拼装起来,然后再进行 压装生产,生产效率十分低下,极大地增加了企业的生产成本。 如中国专利公告号为:CN105314329A,于2016年2月10日公告的一种单侧延长销链 条,由链节依次连接构成,每个链节均包括外链板、内链板、滚子、销轴和套筒,外链板和内 链板依次安装在销轴的两侧,销轴的一端伸出外链板一侧,套筒安装在销轴的外侧,滚子套 装在套筒上,其主要技术特点是:所述的销轴伸出端设有导向倒角。本发明设计合理,使用 设有延长销的链条与传输轴固装在一起构成的双排链条输送线,使输送线的安装及维修更 便捷,提高了输送线的稳定性,可广泛用于自由滚动的输送线中,但是该单侧延长销链条在 生产时,需要将链条上各个部件先依次拼装起来,然后再进行压装生产,生产效率十分低 下,极大地增加了企业的生产成本。
技术实现要素:
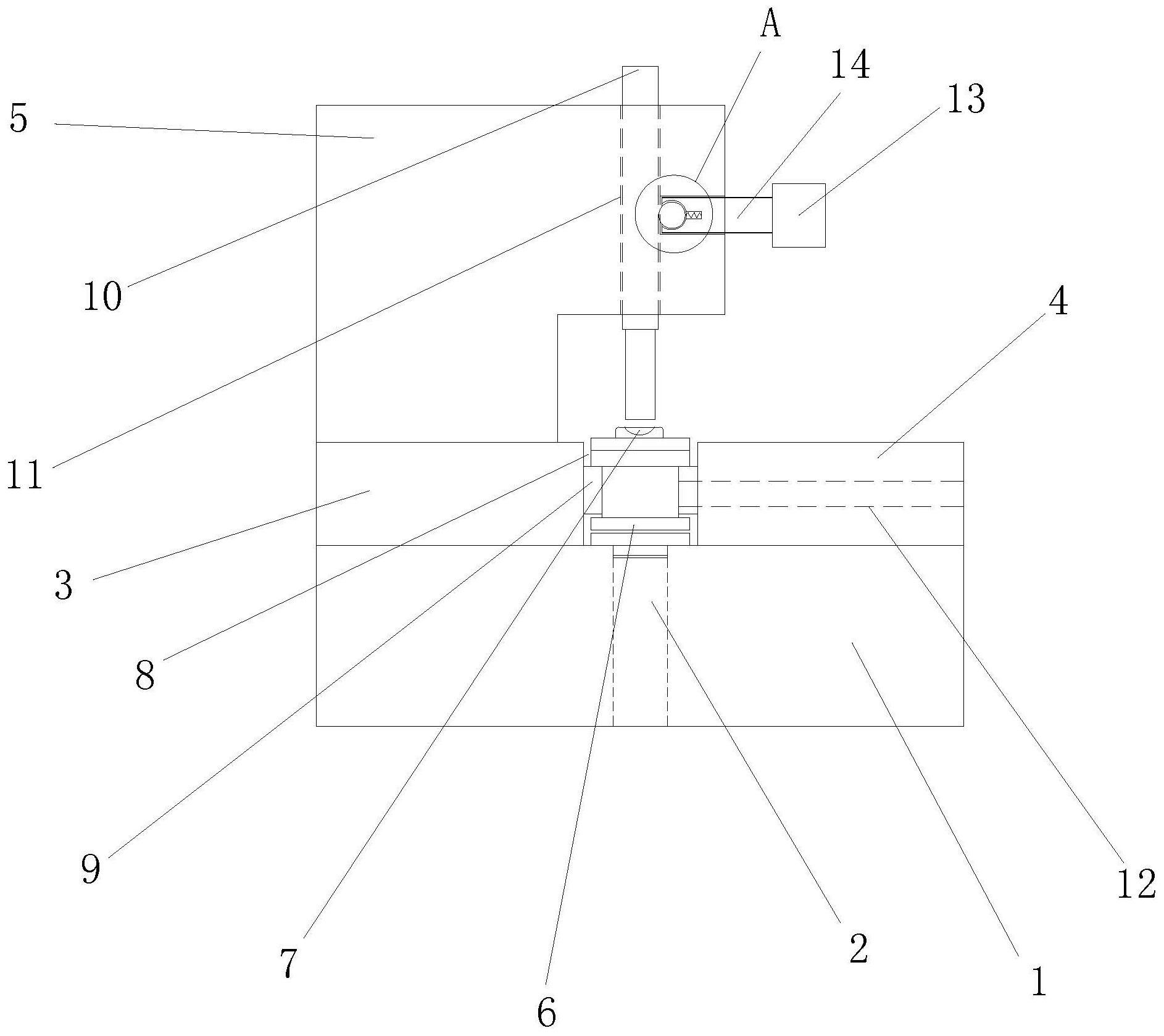
本发明主要是针对现有的延长销链条的生产方式是将链条上各个部件先依次拼 装起来,然后再进行压装生产,生产效率十分低下,极大地增加了企业的生产成本的问题, 提供一种生产效率高,能够减少企业的生产成本的链条延长销压装机。 本发明的目的主要是通过下述方案得以实现的:一种链条延长销压装机,包括底 座和定位气缸,所述的底座的上表面的两侧分别设置有前导板和后导板,所述的前导板与 后导板之间设置有用于容纳链条的导料通道,所述的底座上对应导料通道设置有落料间 隙,所述的前导板上设置有两个延伸至导料通道内的定位孔,所述的后导板上设置有固定 座,所述的固定座上对应导料通道设置有用于放置延长销的卡料孔,所述的定位气缸的活 塞杆上设置有定位板,所述的定位板的两侧设置有与定位孔相配合并用于对链条定位的定 位杆。底座的上表面的两侧分别设置有前导板和后导板,前导板与后导板之间设置有用于 容纳链条的导料通道,底座上对应导料通道设置有落料间隙,前导板上设置有两个延伸至 导料通道内的定位孔,后导板上设置有固定座,固定座上对应导料通道设置有用于放置延 长销的卡料孔,定位气缸的活塞杆上设置有定位板,定位板的两侧设置有与定位孔相配合 并用于对链条定位的定位杆,在生产延长销链条时,工作人员先在卡料孔内放入延长销,然 后将具有普通销轴的链条放入导料通道内,并将链条移动到对应延长销的合适位置,此时 链条上普通销轴对应延长销放置,然后启动定位气缸,定位气缸的活塞杆带动定位板移动, 3 CN 111546288 A 说 明 书 2/4 页 定位板会带动两个定位杆往定位孔和链条方向移动,链条上相邻两个套筒之间为定位间 隙,定位杆会卡入定位间隙内,然后通过两个定位杆将链条卡住并对链条起到了一定的支 撑作用,随后工作人员可以启动压力机或者其他设备将延长销往链条方向移动,从而使得 延长销将与之对应的普通销轴挤压出去,被挤出去的普通销轴从落料间隙处掉落,实现了 延长销的安装,生产效率十分高,极大地降低了企业的生产成本。 作为优选,还包括操作头,所述的操作头的一端设置有螺纹杆,所述的固定座上设 置有连通至卡料孔并与螺纹杆螺纹连接的螺纹孔,所述的螺纹杆的远离操作头的一端设置 有弧形槽,所述的弧形槽内设置有用于顶在延长销上的顶料球。还包括操作头,操作头的一 端设置有螺纹杆,固定座上设置有连通至卡料孔并与螺纹杆螺纹连接的螺纹孔,螺纹杆的 远离操作头的一端设置有弧形槽,弧形槽内设置有用于顶在延长销上的顶料球,工作人员 通过旋转操作头可以使得螺纹杆在螺纹孔内前后移动,使得螺纹杆能带动顶料球前后移 动,从而通过顶料球能够将延长销卡紧在卡料孔内,在延长销移动时,顶料球会发生滚动, 从而减少相互间的摩擦损耗,也便于了延长销的移动。 作为优选,所述的弧形槽的底部设置有顶料孔,所述的顶料孔内设置有顶料弹簧, 所述的顶料弹簧的一端连接在顶料孔的底面上,所述的顶料弹簧的另一端抵在顶料球上。 弧形槽的底部设置有顶料孔,顶料孔内设置有顶料弹簧,顶料弹簧的一端连接在顶料孔的 底面上,顶料弹簧的另一端抵在顶料球上,顶料弹簧的设置能够辅助顶料球抵在延长销上, 并能起到一定的缓冲作用,防止顶料球将延长销过度卡死。 作为优选,所述的顶料球由橡胶材料制成。顶料球由橡胶材料制成,使得顶料球受 力时会发生弹性变形,在一定程度上增加对延长销的卡紧力,从而防止延长销松动而发生 自动脱离卡料孔的情况。 作为优选,所述的定位杆的远离定位板的一端设置有膨胀气囊,所述的定位杆上 对应膨胀气囊设置有储气气囊,所述的储气气囊呈圆台形,所述的储气气囊上面积较大的 一侧靠近定位板设置,所述的储气气囊与膨胀气囊之间通过输气管连接。定位杆的远离定 位板的一端设置有膨胀气囊,定位杆上对应膨胀气囊设置有储气气囊,储气气囊呈圆台形, 储气气囊上面积较大的一侧靠近定位板设置,储气气囊与膨胀气囊之间通过输气管连接, 由于链条移动时需要靠人工来调节位置,因此链条的位置容易出现偏差,定位杆如果横截 面较大的话也不容易精准地卡入链条的定位间隙内,因此在设置了膨胀气囊和储气气囊 后,当定位杆在定位孔内移动时,定位杆上带有膨胀气囊的一端先穿过定位孔并进入定位 间隙内,然后当储气气囊进入定位孔后,储气气囊被压缩然后使得储气气囊内的气体经过 输气管后进入膨胀气囊内,从而使得膨胀气囊发生膨胀并卡紧在定位间隙内,从而对链条 起到定位和支撑的作用,使用十分简单。 作为优选,所述的定位杆的靠近定位板的一端设置有定位块,所述的定位板上对 应定位块设置有缓冲杆,所述的缓冲杆与定位块滑动连接,所述的定位块与定位板之间围 绕缓冲杆设置有缓冲弹簧。定位杆的靠近定位板的一端设置有定位块,定位板上对应定位 块设置有缓冲杆,缓冲杆与定位块滑动连接,定位块与定位板之间围绕缓冲杆设置有缓冲 弹簧,由于定位杆在移动时可能会出现位置偏差从而抵在链条的套筒上,缓冲弹簧和缓冲 杆的设置能够起到一定的缓冲作用,防止发生定位杆和套筒碰撞时发生损伤。 作为优选,所述的定位杆通过螺栓连接在定位块上。定位杆通过螺栓连接在定位 4 CN 111546288 A 说 明 书 3/4 页 块上,连接稳固,拆卸方便。 作为优选,所述的前导板的靠近导料通道的一侧和后导板的靠近导料通道的一侧 均设置有与链条上的套筒滑动连接的凸块。前导板的靠近导料通道的一侧和后导板的靠近 导料通道的一侧均设置有与链条上的套筒滑动连接的凸块,凸块设置在链条的上下两块链 板之间,凸块的设置能够对链条的移动起到导向作用,也能对链条在生产时起到支撑作用。 因此,本发明的一种链条延长销压装机具备下述优点:本发明结构简单,操作便 捷,能够高效率地生产带有延长销的链条,极大地降低了企业的生产成本,而且在生产加工 时的稳定性高。 附图说明 附图1是本发明去掉定位气缸后的左视图。 附图2是本发明去掉固定座后的俯视图。 附图3是图1中A处的剖视图。 附图4是加工完成后的带有延长销的链条的结构示意图。 图示说明:1-底座,2-落料间隙,3-后导板,4-前导板,5-固定座,6-链条,7-普通销 轴,8-导料通道,9-凸块,10-延长销,11-卡料孔,12-定位孔,13-操作头,14-螺纹杆,15-定 位气缸,16-定位板,17-缓冲弹簧,18-缓冲杆,19-定位块,20-膨胀气囊,21-输气管,22-储 气气囊,23-定位杆,24-顶料球,25-顶料弹簧,26-顶料孔,27-弧形槽,28-套筒,29-定位间 隙,30-螺纹孔。











