
技术摘要:
本公开描述了用于聚合物生产的熔喷方法、组件和系统。在一种这样的实施方式中,熔喷系统在给定某些聚合物材料和生产率的情况下提供了改进的均匀产出和纤维尺寸的减小。在某些熔喷实施方式中,设备可以在被提供为处于热待机模式的同时准备好并快速交换,使得停机维修时 全部
背景技术:
非织造片材产品(诸如例如,真空袋、沐浴巾、茶袋过滤器)通常由被称为熔喷的常 规制造方法制成。相关的生产或制造设备可称为熔喷设备,并且相关产品可以被称为熔喷 产品。典型地,制造方法首先将热塑性聚合物熔化成液体或可流动的形式,然后通过喷嘴 (也称为模头尖端)挤出聚合物,并在喷嘴周围吹送高速和高温气体以纤维化聚合物并将纤 维化的聚合物沉积在表面上,诸如沉积在基底表面上。允许沉积的聚合物固化并形成非织 造织物片材。这些非织造片材产品可以用于各种应用,诸如例如过滤、吸附剂、服装和药物 输送应用。 具有热塑性特性的聚合物由于它们在液态与固态之间转变方面的特性而适合于 进行熔喷。转变温度称为玻璃化转变温度,并且根据聚合物的不同而不同。这些聚合物包括 例如聚丙烯、聚苯乙烯、聚酯、聚氨酯、聚酰胺、聚乙烯和聚碳酸酯。因为这些聚合物具有不 同的玻璃化转变温度和流动特性(例如,粘度、粘附性等),熔喷设备通常受限于它们生产具 有一定均匀性、纤维尺寸或两者的产品的能力。聚合物纤维的均匀性通常受模头尖端周围 的高速空气的均匀性的限制。另外,这些特定的限制可能导致总体有限的生产率,这限制了 这些产品的生产率和经济可行性。当两个或更多个熔喷模头尖端在涉及木浆或其他纤维的 成形过程中一起使用(诸如在多种形式的过程中)时,这种限制被进一步扩大。
技术实现要素:
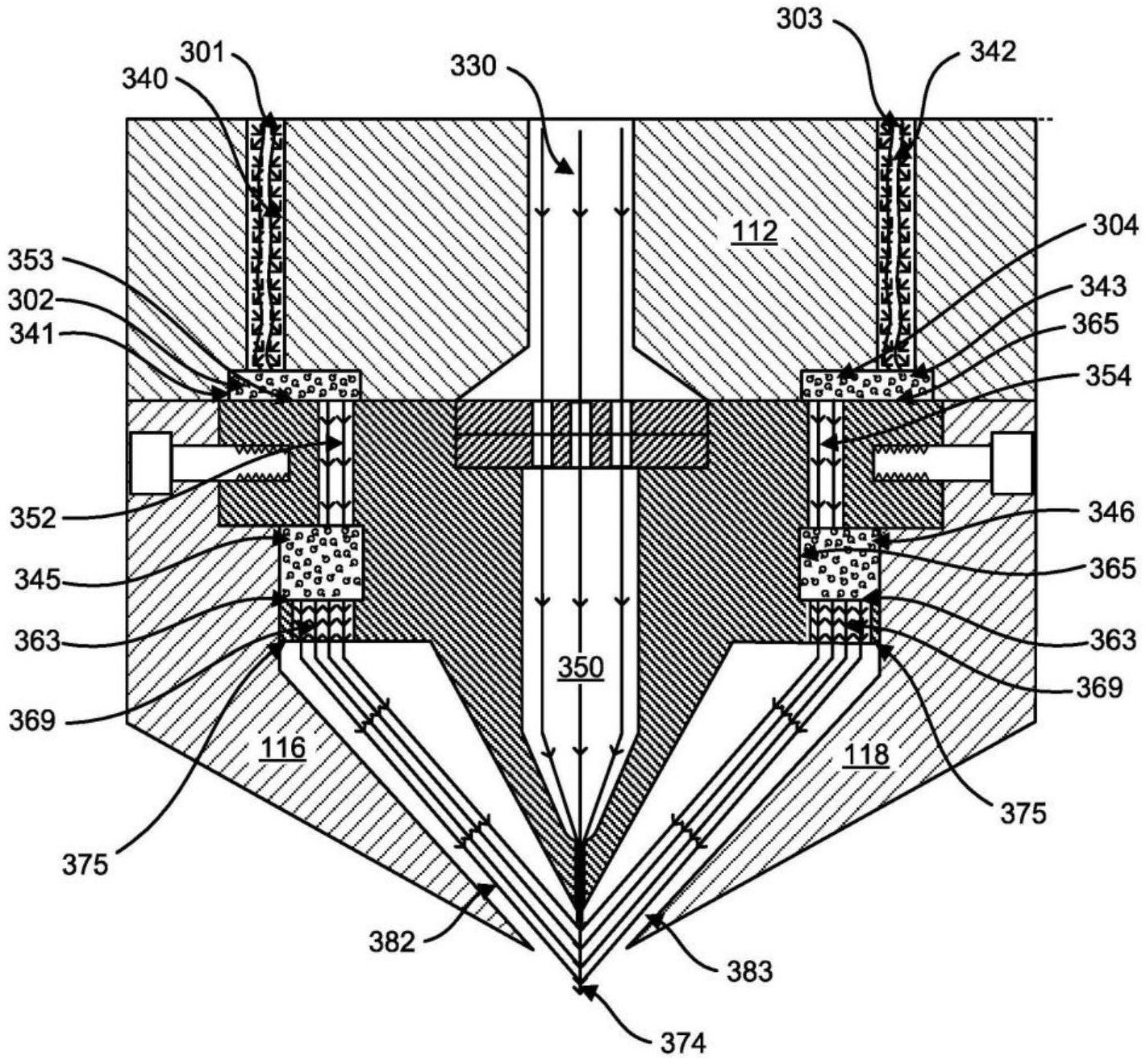
本公开描述了熔喷方法、组件和系统,在某些实施方式中,这些方法、组件和系统 可以改善产品均匀性、纤维尺寸、生产率、聚合物生产性能以及改善的设备和生产操作效率 中的一个或多个。在一个特定方面,所公开的熔喷模头尖端组件相比于传统的模头尖端组 件在模头尖端周围产生更均匀的高速和高温气流。在某些实施方式中,在给定某些聚合物 材料和生产率的情况下,所公开的熔喷系统产生更均匀的产出和减小的纤维尺寸。在一些 实施方式中,通过允许更彻底清洁的设备设计,和/或通过使设备准备好(诸如处于热待机 状态)以进行更换使得可以减少或最小化停机维修时间,从而可以实现更均匀的产出效率。 一般而言,所公开的熔喷设备包括聚合物箱和空气室以及模头尖端组件。在某些 实施方式中,模头尖端组件可以快速附接到聚合物箱和空气室或从该聚合物箱和空气室移 除。空气室以及供气系统一起可以包括在空气加热的箱中,以便于向模头尖端组件提供空 气。供气系统可以通过分布孔进送高速空气,以增加孔中的热传递。这些孔位于使得接收气 7 CN 111556909 A 说 明 书 2/14 页 流的相对应的结构(例如,板)能够使用离开的空气来增加热传递效率的位置。例如,热传递 效率可以在气流冲击的模头尖端上或模头尖端上的气孔处或两者处得到增加。 模头尖端具有气流,并且所抽吸的聚合物在其喷嘴处会聚,在该喷嘴处,相对侧的 高速均匀气流夹带并取出聚合物以进行纤维化。因为在某些实施方式中,在聚合物通路上 或喷嘴内或喷嘴附近的气流中没有使用紧固件或不期望的障碍物(因为某些实施方式有意 地避免这种具有导致气流障碍的紧固件的构型),所以不存在对模头尖端喷嘴的期望的空 气和/或聚合物供应的中断。特别地,本公开示出了熔喷模头尖端结构的实施例,该熔喷模 头尖端结构在喷嘴外表面大约10cm(或4英寸)内或模头尖端的加工区域的内部的气流通道 或通路中排除了任何螺栓头或埋头孔加工区域。这大大提高了生产和产品的一致性。 在某些实施例中,熔喷系统包括单一输入(例如,聚合物材料)。熔喷系统可以包括 便于输入流动的锥形结构。这种锥形结构可以被称为聚合物分布部件。在所公开的熔喷系 统的一些实施例中使用的组装机构使得能够在每次使用时比传统的聚合物分配部件更方 便和彻底地清洁聚合物分布部件。例如,当安装板与聚合物分布部件一起使用时,可以使用 单个聚合物密封件(例如,可以使用单个圆形密封件来代替通道上的多个圆形密封件或细 长垫圈)。这使得易于在组装区域离线清洗和在机器中安装简单。当不使用安装板时,在某 些实施方式中,可以使用空气室的底板或从熔喷箱的底部入口进行清洁。 在特定情况下,在所公开的熔喷系统中使用的模头尖端组件可以以类似于打印机 中的墨盒替换的方式用另一替换模头尖端组件替换或互换。在其他情况下,模头尖端组件 具有空气输出,该空气输出包括以锐角或其他期望的角度夹带的两股空气流,以提高生产 精细聚合物纤维的能力。这可能取决于所使用的聚合物的类型和/或所生产的产品的类型 或期望的特性。在其他一些情况下,模头尖端组件还提供新颖的几何设置,诸如缩进距离和 尖端到尖端的距离,如详细描述中进一步解释的那样。 本公开呈现了模头尖端组件的可以提供优于现有熔喷装置和方法的其他优点的 一种或多种实施方式。例如,所公开的模头尖端组件可以以无障碍的方式提供对加热的空 气的更优化的使用。在某些实施方式中,模头尖端组件可以根据特定要求适于紧凑尺寸,使 得两个或更多个模头尖端组件可以在生产期间(例如,以用于与纸浆纤维结合的构型)布置 在一起。在某些实施例中,模头尖端组件具有焊接或机加工强度肋结构,用于提供良好的几 何稳定性(图4B至图4D中提供的示例)。 在第一总体方面,熔喷模头尖端组件包括安装结构,该安装结构中形成有至少一 个聚合物流通路。安装结构被构造成接收聚合物流、形成在其中并被构造成接收第一气流 的第一空气通路以及形成在其中并被构造成接收第二气流的第二空气通路。熔喷模头尖端 组件进一步包括细长模头尖端,该细长模头尖端具有聚合物流腔室、聚合物流尖端、具有第 一冲击表面的第一气流调节通道、具有第二冲击表面的第二气流调节通道、第一成角度侧 以及第二成角度侧。细长模头尖端的聚合物流腔室在细长模头尖端的聚合物流腔室的第一 开口处与安装结构的至少一个聚合物流通路流体连通。聚合物流腔室被构造成接收来自安 装结构的至少一个聚合物流通路的聚合物流的至少一部分。细长模头尖端的聚合物流腔室 在第一开口处与细长模头尖端流体连通。 细长模头尖端的聚合物流腔室被构造成接收来自第一开口的聚合物流的至少一 部分,细长模头尖端的聚合物流腔室在第二开口处与聚合物流尖端流体连通。聚合物流尖 8 CN 111556909 A 说 明 书 3/14 页 端被构造成在第二开口处接收来自聚合物流腔室的聚合物流的至少一部分。在某些实施方 式中可被认为是第二开口的聚合物流尖端具有尖端开口,该尖端开口被构造成分配聚合物 流中的至少一部分。第一气流调节通道被构造成接收来自安装结构的第一空气通路的第一 气流,至少使用第一冲击表面调节第一气流,并邻近细长模头尖端的第一成角度侧分配第 一气流。第二气流调节通道被构造成接收来自安装结构的第二空气通路的第二气流,至少 使用第二冲击表面调节第二气流,并邻近第二成角度侧分配第二气流。 熔喷模头尖端组件进一步包括第一空气板,该第一空气板至少部分地定位成邻近 细长模头尖端的第一成角度侧,并被构造成形成第一空气离开通路,该第一空气离开通路 被构造成接收从细长模头尖端的第一气流调节通道分配的第一气流,并邻近聚合物流尖端 的尖端开口和聚合物流的至少一部分分配第一气流,以至少部分地将这种第一气流与聚合 物流夹带在一起。该组件还包括第二空气板,该第二空气板至少部分地定位成邻近细长模 头尖端的第二成角度侧,并被构造成形成第二空气离开通路,该第二空气离开通路被构造 成接收从细长模头尖端的第二气流调节通道分配的第二气流,并邻近聚合物流尖端的尖端 开口和聚合物流的至少一部分分配第二气流,以至少部分地将这种第二气流与聚合物流夹 带在一起。 在一些实施例中,细长模头尖端包括容纳第一气流调节通道和第二气流调节通道 的冲击部分。第一空气调节通道具有第一冲击表面。第二气流调节通道具有第二冲击表面。 第一冲击表面和第二冲击表面分别辅助调节第一气流和第二气流。例如,第一冲击表面在 其初始行进方向上冲击或破坏第一气流,并且因此迫使气流转向并重组或重新组装。此外, 第一气流与第一冲击表面之间的冲击有助于能量从第一气流传递到冲击部分,并且因此传 递到模头尖端。例如,第一气流和第二气流可以在高温下进入熔喷系统,用于保持聚合物流 的流动性状态。冲击部分(诸如第一冲击表面和第二冲击表面)提供了用于有效热传递和调 节第一气流和第二气流的均匀性的机构。在其他实施例中,气流调节通道中可以有多个冲 击表面。 在一些其他实施例中,细长模头尖端包括颈部部分,该颈部部分比冲击部分窄并 阻挡离开第一气流调节通道和第二气流调节通道的气流。 在又一些其他实施例中,冲击部分包括多个可紧固的孔,用于接收将第一空气板 和第二空气板附着到细长模头尖端的冲击部分的紧固件。这可以通过使用水平、竖直或对 角定向的紧固件或其组合来实现。 在一些实施例中,细长模头尖端以及第一空气板和第二空气板形成可更换的盒。 在一些其他实施例中,熔喷模头尖端组件进一步包括至少一个多孔板,该至少一 个多孔板管控从安装结构的聚合物流通路到聚合物流腔室中的聚合物流。至少一个多孔板 包括用于过滤和调节聚合物流的多个孔。在一些实施例中,至少一个多孔板可以包括两个 堆叠的多孔板,在两个堆叠的多孔板之间定位有一个或多个网式过滤器。 在又一些实施例中,第一空气板和第二空气板使用平行于聚合物流腔室的一个或 多个紧固件安装在安装结构上。 在一些实施例中,第一气流调节通道被构造成接收来自安装结构的第一空气通路 的第一气流,调节第一气流,将热量从第一气流传递到细长模头尖端,并且邻近细长模头尖 端的第一成角度侧分配第一气流;并且其中第二气流调节通道被构造成接收来自安装结构 9 CN 111556909 A 说 明 书 4/14 页 的第二空气通路的第二气流,调节第二气流,将热量从第二气流传递到细长模头尖端,并且 邻近细长模头尖端的第二成角度侧分配第二气流。 在一些其他实施例中,第一气流和第二气流使得模头尖端组件保持将聚合物流保 持处于液态的温度。 在又一些实施例中,聚合物流尖端具有约50至约90度的外部角度。 在一些实施例中,安装结构和细长模头尖端是整体件。例如,当用螺栓连接在一 起、焊接在一起或者以其他方式组合或安装(例如,通过粘合剂)时,安装结构和细长模头尖 端可以被认为是整体件。在其他情况下,安装结构和细长模头尖端被制造为单件,这也被认 为是整体件。 在一些其他实施例中,细长模头尖端进一步包含成角度尖端,第一空气板进一步 包含第一尖端,并且第二空气板进一步包含第二尖端,使得成角度尖端与第一尖端和第二 尖端的中点之间的竖直距离限定了约0.5mm至约4.0mm的缩进尺寸。第一尖端与第二尖端之 间的距离限定了尖端到尖端的距离,使得缩进尺寸与尖端到尖端的距离的比率为约0.25至 约2.5。 在又一些其他实施例中,安装结构的至少一个聚合物流通路包括聚合物流腔室的 第一开口附近的开口宽度,使得清洁工具可以接近安装结构的至少一个聚合物流通路的内 表面。安装结构的至少一个聚合物流通路的内表面包括用于分布聚合物流的锥形顶表面。 在一些实施例中,第一空气板包括第一外表面。第二空气板包括第二外表面。第一 外表面和第二外表面形成在约90度与约140度之间的角度。 在一些其他实施例中,熔喷模头尖端组件进一步包括与安装结构流体连接用于供 应空气和聚合物的熔喷箱。熔喷箱和安装结构形成高于模头尖端的高度,使得在控制区域 内没有其他障碍物干扰模头尖端的周围空气。熔喷箱和安装结构是一个整体件。 在又一些其他实施例中,第一气流和第二气流被夹带在尖端顶点处,从而抽吸聚 合物流和周围空气,使得在尖端顶点的至少约38mm内不存在干扰结构。 在一些实施例中,细长模头尖端的聚合物流腔室包括肋结构,该肋结构将聚合物 流腔室的第一侧壁连接到聚合物流腔室的相对的第二侧壁,其中该肋结构具有横截面流体 动力学形状,以促进聚合物流中的层流。 在一些其他实施例中,第一冲击表面位于细长模具顶端的顶表面处。 在又一些其他实施例中,第一冲击表面位于第一气流调节通道内。 在第二总体方面,一种用于聚合物流动和空气夹带的模头尖端,该模头尖端可以 包括主体部分、聚合物流腔室、聚合物流尖端、第一气流调节通道、第一成角度侧、第二气流 调节通道和与第一成角度侧相对的第二成角度侧,第一成角度侧和第二成角度侧被定位成 邻近聚合物流尖端或限定聚合物流尖端。聚合物流腔室接收聚合物流,并被构造成将聚合 物流递送到聚合物流尖端。第一气流调节通道接收以加速的速度提供给第一成角度侧的第 一气流。主体部分包括冲击第一气流的至少一个冲击表面,用于调节第一气流。第一成角度 侧被定位成邻近聚合物流尖端的一部分或限定聚合物流尖端的一部分,使得处于加速的速 度的第一气流帮助从聚合物流尖端抽吸和吹出聚合物流。 在一些实施例中,主体部分包括减小主体部分的宽度的颈部部分,使得从颈部部 分到第一成角度侧的过渡表面阻碍第一气流离开第一气流调节通道。至少一个冲击表面可 10 CN 111556909 A 说 明 书 5/14 页 以包括过渡表面。 在一些其他实施例中,第一成角度侧邻近第一空气板,用于引导和加速被过渡表 面阻碍的第一气流。第一气流在过渡表面冲击气流时加热模头尖端的主体部分,并帮助将 热量从第一气流和第二气流传递到模头尖端。第二气流调节通道接收第二气流并将第二气 流发送到第二成角度侧。主体部分包括冲击第二气流的第二冲击表面,用于调节第二空气 调节通道中的第二气流。当到达聚合物流尖端处时第二气流可以被加速到与第一气流基本 相同的速度水平,使得第一气流和第二气流两者被夹带以从聚合物流尖端抽吸和吹出聚合 物。 在又一些其他实施例中,第一气流和第二气流夹带以抽吸聚合物流并将聚合物流 从聚合物流尖端吹出或抽出。在某些实施方式中,当第一气流从第一气流调节通道行进到 达聚合物流尖端并且第二气流从第二气流调节通道行进到达聚合物流尖端时,第一气流和 第二气流不受任何紧固件的阻碍或与不任何紧固件接触。第一气流和第二气流在远离聚合 物流尖端至少约38mm处不受阻碍。 在一些实施例中,第一空气板进一步包括第一尖端,并且第二空气板进一步包括 第二尖端,使得聚合物流尖端与第一尖端和第二尖端的中点之间的竖直距离限定了约 0.5mm至约4.0mm的缩进尺寸。第一尖端与第二尖端之间的距离限定了尖端到尖端的距离, 使得缩进尺寸与尖端到尖端的距离的比率为约0.25至2.5。 在第三总体方面,熔喷模头尖端组件包括具有聚合物流导管和气流导管的安装结 构。熔喷模头尖端组件包括至少部分密封地附接到安装结构的模头尖端。模头尖端接收来 自安装结构的聚合物流导管的聚合物流,并接收来自安装结构的气流导管的气流。模头尖 端包括接收和反射气流的冲击表面,以迫使气流至少部分地重新组装。空气板密封地附接 到安装结构上并被安装成邻近模头尖端,用于提供用于加速离开模头尖端的气流的通路。 加速的气流从模头尖端抽吸聚合物流,并根据需要纤维化聚合物流。 在一些实施例中,模头尖端包括在模头尖端与空气板之间或者在模头尖端中的第 二冲击表面。 在第四总体方面,公开了一种通过向熔喷系统提供仅仅均匀的气流来生产均匀或 更均匀的熔喷产品的方法。该方法包括将加压空气进送到安装结构中的一个或多个空气通 路中,以形成第一气流。使用安装结构的空气通路的出口附近的第一冲击表面来冲击第一 气流。然后,由第一冲击表面冲击的第一气流在第一冲击表面上方或邻近第一冲击表面的 气室或容积中重新组装。重新组装的第一气流进入空气调节通道。然后,重新组装的第一气 流被加速,以抽吸聚合物进行熔喷。 在一些实施例中,该方法进一步包括在模头尖端的颈部部分处使用第二冲击表面 来冲击重新组装的第一气流,并在第二冲击表面上方或邻近第二冲击表面的第二气室或容 积中重新组装由第二冲击表面冲击的第一气流。 下面提供了详细的公开内容和示例。 附图说明 图1是熔喷系统的透视分解图。 图2A是图1的熔喷系统中使用的模头尖端组件的替换盒的第一实施例的透视分解 11 CN 111556909 A 说 明 书 6/14 页 图。 图2B是图1的熔喷系统中使用的模头尖端组件的替换盒的另一实施例的透视分解 图。 图3A至图3E是图2B的替换盒的不同实施例的前视图。 图3F至图3J是分别对应于图3A至图3E中示出的示例的替换盒的不同实施例的剖 视图。 图3K是示出图3I的替换盒的实施例中的气流的详细剖视图。 图4A至图4D是模头尖端的实施例的特定特征的局部剖视图。 图5是模头尖端的聚合物流尖端的实施例的局部前视图。 图6是模头尖端的聚合物流尖端的实施例的另一局部前视图。 图7包括在图2的模头尖端组件的实施例中使用的多孔板的局部俯视图和局部剖 视侧视图。 图8A和图8B是示出了安装结构的实施方式中的聚合物流通路的立体透视图。 图9是示出了控制区域的熔喷系统的实施方式的的示意性前视图。 图10是由结合了图3A至图3J的示例的特征的示例替换盒产生的气流均匀性的测 量的曲线图。 相似的元件用相似的数字标记。











