
技术摘要:
本发明公开了输料设备及输料方法,包括支撑块、底板、电动推杆、立柱、套环、旋钮、第一齿槽、第二齿槽、耐磨橡胶块、连接杆、固定板、第一伸缩弹簧、第二伸缩弹簧、垫块、第一弹性杆、第三伸缩弹簧、第二弹性杆、L形夹板、螺纹套筒、挡块、螺纹杆、滑块、滑槽、卡块和 全部
背景技术:
在公开号为CN109205176A的文件中,仅是依据活动挡板来对不同大小的铝合金材 料进行隔挡,防止在输料爬坡的过程中向下掉落,使得板材有序的进行输料,以及依据缓冲 保护垫来对输料的铝合金材料进行保护,防止传送带的外表面受到损伤,大大延长了传送 带的使用寿命,并由设置的延伸杆来将输料装置的二号活动支撑杆进行延长,使其可适应 不同的工作高度; 而在输料过程中,仍然存在待运送材料易倾斜、偏移等情况,大大影响了输送的平 稳程度,且待运送材料取放操作的自动化程度低,还需大量的人工参与,大大影响了取放操 作的便捷程度; 为了解决上述缺陷,现提供一种技术方案。
技术实现要素:
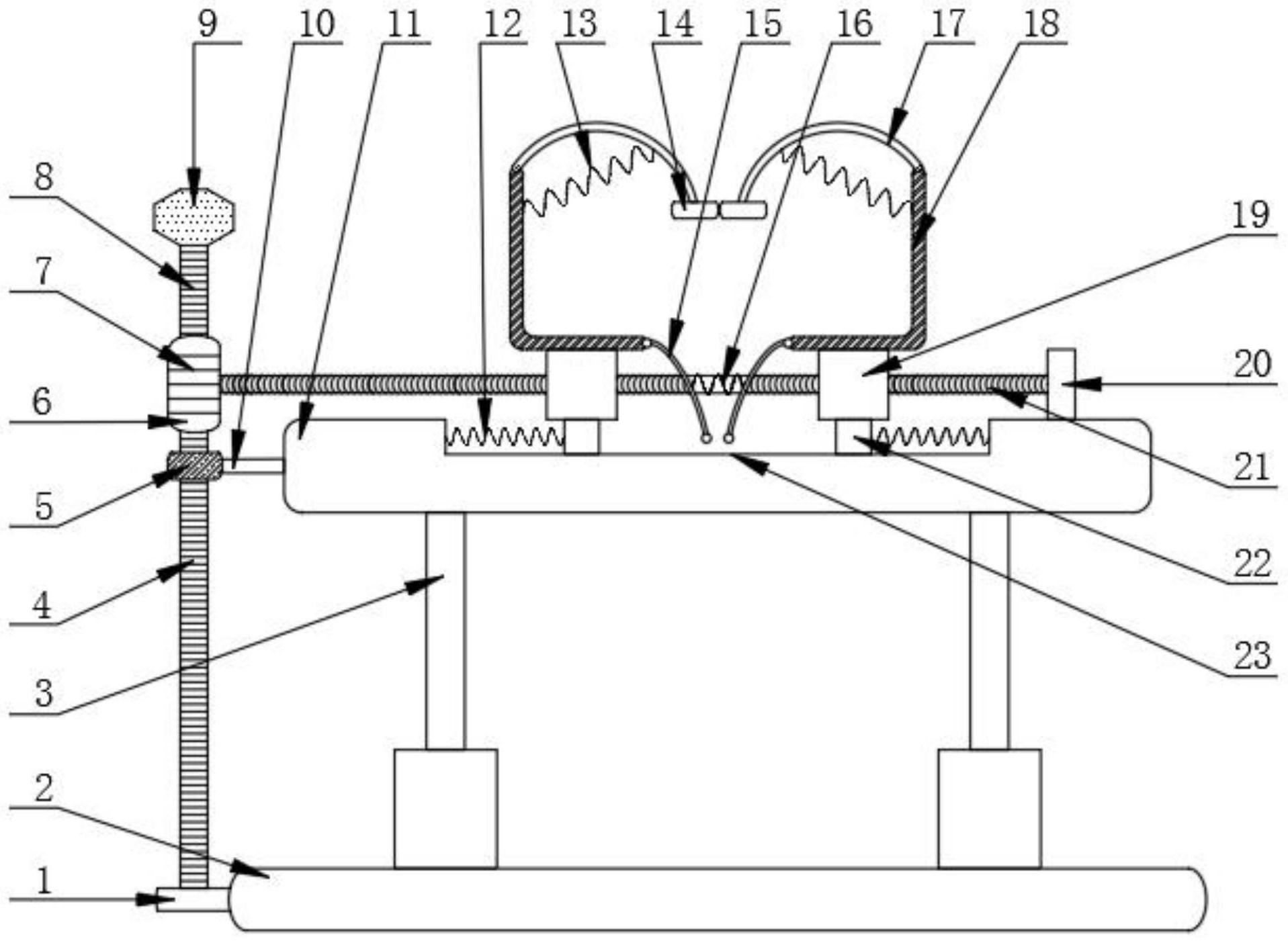
本发明的目的在于提供输料设备及输料方法,本发明是依据卡块与卡槽、立柱与 旋钮和螺纹套筒与螺纹杆相配合的同步输送方式,以及待运送材料的上下面与两侧面逐渐 夹牢的同步运送方式,来解决输料过程中,仍然存在的待运送材料易倾斜、偏移等情况,大 大提升了输送的平稳程度,且在输送至预定位置时的各弹性部件均处于松弛状态,进而可 通过稍有弯曲隆起的两个第一弹性杆与逐渐远离的两个L形夹板来一同将待运送材料稍稍 的顶出并呈现于相应工位处,即在输料过程中逐渐夹紧、输料起点处与输料终点处保持松 弛,来解决待运送材料取放操作的自动化程度低,还需大量人工参与的问题,大大提高了取 放操作的便捷程度。 本发明所要解决的技术问题如下: 如何依据同步稳定的输送方式,来解决输料过程中,仍然存在的待运送材料易倾 斜、偏移等情况,以免其大大影响输送的平稳程度,以及来解决待运送材料取放操作的自动 化程度低,还需大量人工参与的问题,以免其大大影响取放操作的便捷程度。 本发明的目的可以通过以下技术方案实现: 输料设备,包括支撑块、底板、电动推杆、立柱、套环、旋钮、第一齿槽、第二齿槽、耐 磨橡胶块、连接杆、固定板、第一伸缩弹簧、第二伸缩弹簧、垫块、第一弹性杆、第三伸缩弹 簧、第二弹性杆、L形夹板、螺纹套筒、挡块、螺纹杆、滑块、滑槽、卡块和卡槽,所述底板的顶 部均匀设置有电动推杆,所述电动推杆的顶端通过螺栓固定有固定板; 所述固定板的顶部中心处开设有滑槽,所述滑槽的内部对应安装有滑块,且滑块 的一侧与滑槽相邻的一侧内壁之间通过点焊固定有第一伸缩弹簧,所述滑块的顶部通过螺 栓固定有螺纹套筒,所述螺纹套筒的顶部通过螺栓固定有L形夹板,所述L形夹板的顶端通 过铰链活动连接有第二弹性杆,所述第二弹性杆的一端通过粘接固定有垫块,且第二弹性 4 CN 111547484 A 说 明 书 2/5 页 杆的一侧与L形夹板相邻的一侧之间通过点焊固定有第二伸缩弹簧,所述L形夹板的底端通 过铰链活动连接有第一弹性杆,且两个第一弹性杆之间通过点焊固定有第三伸缩弹簧; 所述固定板的顶部一侧通过螺栓固定有挡块,所述螺纹杆穿过螺纹套筒,且其一 端与挡块之间通过轴承活动连接,且其另一端通过点焊固定有旋钮,所述旋钮的外侧开设 有第一齿槽,所述固定板的一侧通过点焊固定有连接杆,所述连接杆的一端通过点焊固定 有套环,所述套环的内侧嵌入有卡块,所述底板的一侧通过螺栓固定有支撑块,所述支撑块 的顶部通过点焊固定有立柱,所述立柱穿过套环,且其一端通过粘接固定有耐磨橡胶块,且 耐磨橡胶块与旋钮互为配合结构,所述立柱的一侧开设有第二齿槽,所述立柱的另一侧开 设有卡槽,且卡槽与卡块相配合,所述电动推杆与外部电源电性连接。 进一步的,所述第一弹性杆和第二弹性杆均为碳素弹簧钢材质的构件,且两个第 一弹性杆间与两个第二弹性杆间均为相互配合结构,以便长期保证第一弹性杆和第二弹性 杆的回复效果。 进一步的,所述螺纹套筒的数量为两个,且两个螺纹套筒的内侧均开设有内螺纹, 且两组内螺纹的旋向相反,所述螺纹杆的外侧开设有外螺纹,且螺纹杆与两个螺纹套筒之 间均通过螺纹活动连接,以便螺纹杆带动两个螺纹套筒做同步的相向或相对运动。 进一步的,所述立柱一侧的第二齿槽与旋钮外侧的第一齿槽相配合,且立柱与旋 钮为啮合活动连接,以便立柱带动旋钮转动的同时,还能够带动与旋钮相连接的部件运动。 输料设备的输料方法,输料方法的具体步骤如下: S1:当需要进行输料操作时,先控制电动推杆收回至预定位置,此时的两个L形夹 板相距最远,两个第二弹性杆和两个第二伸缩弹簧均处于松弛状态,两个第一伸缩弹簧均 处于被压缩状态,第三伸缩弹簧则拉动两个第一弹性杆相接触并使其均处于弯曲隆起状 态; S2:再将待运送材料置于两个L形夹板间,且位于两个第一弹性杆上,之后控制电 动推杆逐渐推出,而在此过程中,依据立柱一侧的第二齿槽与旋钮外侧的第一齿槽相配合, 使得旋钮带动螺纹杆转动,而螺纹杆则带动两个内螺纹旋向相反的螺纹套筒做相向运动, 并在带动两个第一伸缩弹簧逐渐拉伸的同时,还将带动两个L形夹板做相向运动,两个L形 夹板则带动两个第二弹性杆相接触并逐渐挤压弯曲,使得两个第二伸缩弹簧均被压缩的同 时,还将带动垫块与待运送材料的顶面间相紧贴,而两个L形夹板还将带动第三伸缩弹簧被 压缩,第三伸缩弹簧带动两个第一弹性杆相接触并逐渐弯曲向下运动,即两个第一弹性杆 与待运送材料的底面间相紧贴; S3:在电动推杆推出至旋钮逐渐远离立柱并与耐磨橡胶块相接触时,则可依据第 一伸缩弹簧、第二伸缩弹簧和第三伸缩弹簧共同的回复力作用,以及第一弹性杆和第二弹 性杆共同的弹力作用,来带动两个螺纹套筒在螺纹杆上做相对运动,直至上述弹性部件均 处于松弛状态,而此时稍有弯曲隆起的两个第一弹性杆与逐渐远离的两个L形夹板来一同 将待运送材料稍稍的顶出并呈现于相应工位处,以完成输料操作过程。 本发明的有益效果: 本发明在需要进行输料操作时,先控制电动推杆收回至预定位置,此时的两个L形 夹板相距最远,两个第二弹性杆和两个第二伸缩弹簧均处于松弛状态,两个第一伸缩弹簧 均处于被压缩状态,第三伸缩弹簧则拉动两个第一弹性杆相接触并使其均处于弯曲隆起状 5 CN 111547484 A 说 明 书 3/5 页 态; 再将待运送材料置于两个L形夹板间,且位于两个第一弹性杆上,之后控制电动推 杆逐渐推出,而在此过程中,依据立柱一侧的第二齿槽与旋钮外侧的第一齿槽相配合,使得 旋钮带动螺纹杆转动,且可通过卡块与卡槽的配合作用和套环的限位作用来一同保证第一 齿槽与第二齿槽的接触精度,而螺纹杆则带动两个内螺纹旋向相反的螺纹套筒做相向运 动,并在带动两个第一伸缩弹簧逐渐拉伸的同时,还将带动两个L形夹板做相向运动,进而 将待运送材料的两侧面逐渐夹牢,两个L形夹板则带动两个第二弹性杆相接触并逐渐挤压 弯曲,使得两个第二伸缩弹簧均被压缩的同时,还将带动垫块与待运送材料的顶面间相紧 贴,而两个L形夹板还将带动第三伸缩弹簧被压缩,第三伸缩弹簧带动两个第一弹性杆相接 触并逐渐弯曲向下运动,即两个第一弹性杆与待运送材料的底面间相紧贴,而依据两个第 一弹性杆和两个垫块与待运送材料的底面和顶面间的接触力作用,来将待运送材料的上下 面逐渐夹牢; 而在电动推杆推出至旋钮逐渐远离立柱并与耐磨橡胶块相接触时,则可依据第一 伸缩弹簧、第二伸缩弹簧和第三伸缩弹簧共同的回复力作用,以及第一弹性杆和第二弹性 杆共同的弹力作用,来带动两个螺纹套筒在螺纹杆上做相对运动,直至上述弹性部件均处 于松弛状态,而此时稍有弯曲隆起的两个第一弹性杆与逐渐远离的两个L形夹板来一同将 待运送材料稍稍的顶出并呈现于相应工位处,即依据卡块与卡槽、立柱与旋钮和螺纹套筒 与螺纹杆相配合的同步输送方式,以及待运送材料的上下面与两侧面逐渐夹牢的同步运送 方式,来解决输料过程中,仍然存在的待运送材料易倾斜、偏移等情况,大大提升了输送的 平稳程度,且在输送至预定位置时的各弹性部件均处于松弛状态,进而可通过稍有弯曲隆 起的两个第一弹性杆与逐渐远离的两个L形夹板来一同将待运送材料稍稍的顶出并呈现于 相应工位处,即在输料过程中逐渐夹紧、输料起点处与输料终点处保持松弛,来解决待运送 材料取放操作的自动化程度低,还需大量人工参与的问题,大大提高了取放操作的便捷程 度。 附图说明 为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明; 图1为本发明的整体正视结构示意图; 图2为本发明的套环内部结构示意图; 图中:1、支撑块;2、底板;3、电动推杆;4、立柱;5、套环;6、旋钮;7、第一齿槽;8、第 二齿槽;9、耐磨橡胶块;10、连接杆;11、固定板;12、第一伸缩弹簧;13、第二伸缩弹簧;14、垫 块;15、第一弹性杆;16、第三伸缩弹簧;17、第二弹性杆;18、L形夹板;19、螺纹套筒;20、挡 块;21、螺纹杆;22、滑块;23、滑槽;24、卡块;25、卡槽。











