
技术摘要:
本发明公开了一种电弧增材与激光冲击强化复合制造装置及方法,包括:夹持装置、电弧增材制造装置、激光冲击强化装置、铣削装置、约束层铺设装置、温控系统及控制系统;所述控制系统分别与所述电弧增材制造装置、激光冲击强化装置、铣削装置、约束层铺设装置及温控系统 全部
背景技术:
近年来,电弧增材制造技术(Wire and arc additive manufacturing,WAAM)是一 种采用电弧为热源熔化金属丝材,在程序的控制下采用逐层熔覆原理,根据三维数字模型 由线-面-体逐渐成形的先进数字化制造技术。WAAM制造周期短,自动化水平高,技术成本 低,生产效率高,对于零件尺寸限制较少,设备简单易操作,能够实现数字化、智能化和柔性 化制造。另外,WAAM成型件由全焊缝金属组成,致密性高,力学性能好,将成为装备制造业未 来的主要发展方向。然而现有的电弧增材制造技术仍存在许多问题,例如WAAM过程中由于 温度梯度和冷却速度过快,极易形成不规则柱状晶组织,同时在材料内部产生残余拉应力, 影响增材构件的力学性能。 激光冲击强化(Laser shock peening,LSP)作为一种新型的表面改性技术,其主 要利用高功率密度(GW·cm-2量级)、短脉宽(ns量级)的激光束辐照材料表面,使吸收层吸 收激光能量发生爆炸性气化并形成高温高压等离子体,等离子体的受到约束层的限制形成 高压冲击波,作用于金属表面并向内部传播。由于这种冲击波压力高达数个兆帕,其峰值应 力远大于材料的动态屈服强度,从而使材料产生均匀密集的位错结构。同时在成型区域产 生有益的残余压应力,能够有效抵消工件因机械加工形成的有害拉应力,从而提高金属构 件的强度、耐磨性、耐腐蚀性和疲劳寿命。 但是,如何在WAAM过程中,就能实现改善增材制造构建的微观组织和力学性能,是 目前亟待解决的问题。
技术实现要素:
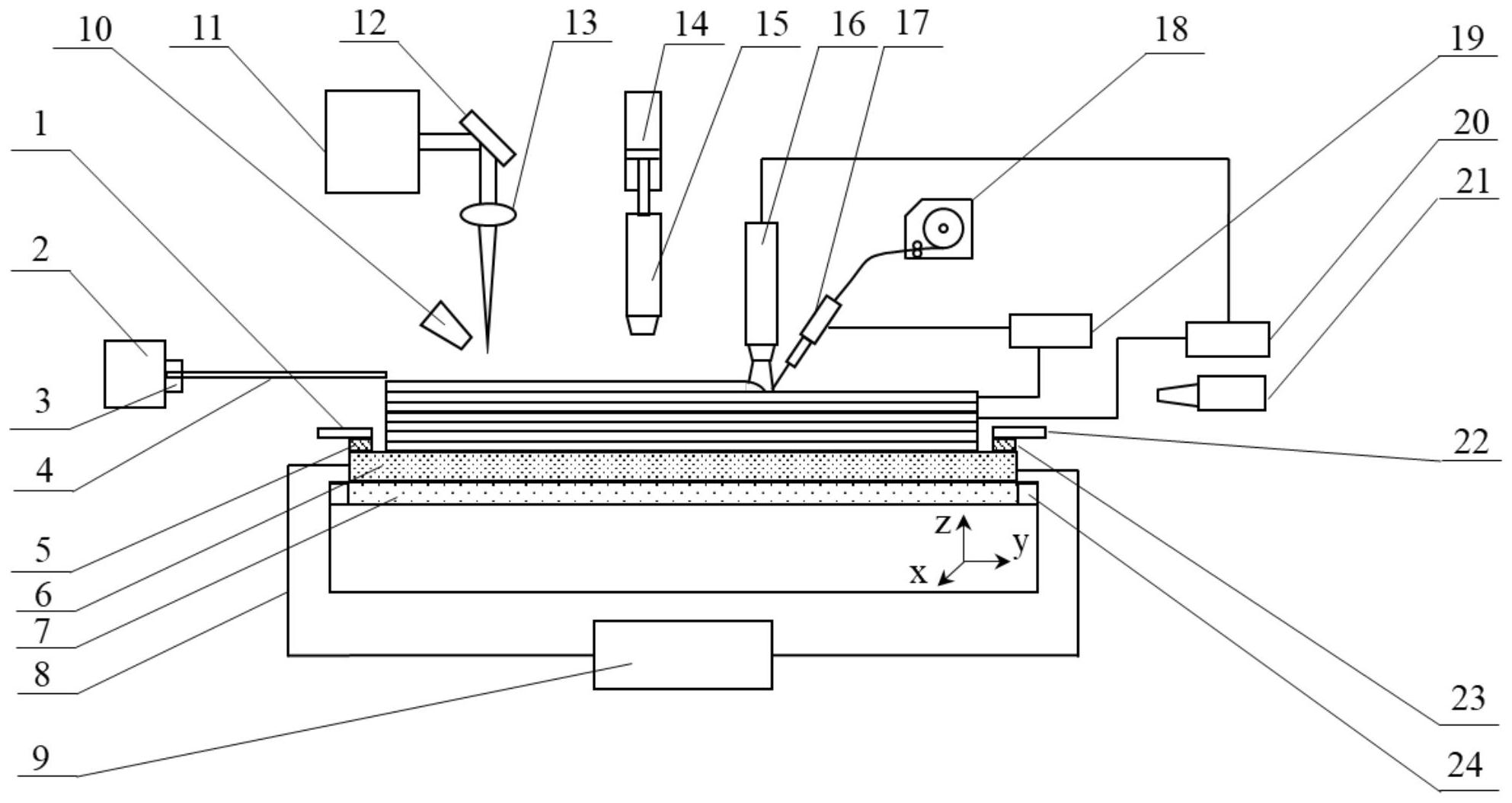
本发明是针对上述问题,提供一种电弧增材与激光冲击强化复合制造装置及方 法,该装置结构紧凑、设计合理、操作简单适用性强;能够消除增材过程中不均匀的温度场 以及成型后的冷却收缩作用导致的不均匀残余拉应力,细化增材构件的粗大柱状晶组织, 进一步有效改善增材制造构件的微观组织和力学性能。 为实现上述目的,一方面,本发明采取的技术方案是:一种电弧增材与激光冲击强 化复合制造装置,包括:夹持装置、电弧增材制造装置、激光冲击强化装置、铣削装置、约束 层铺设装置、温控系统及控制系统; 所述控制系统分别与所述电弧增材制造装置、激光冲击强化装置、铣削装置、约束 层铺设装置及温控系统控制连接; 所述夹持装置包括:夹具和工作台;基板通过夹具固定在工作台上,且所述基板与 工作台之间及基板与夹具之间均设有绝缘垫片; 所述电弧增材制造装置位于所述工作台上方的一侧;所述激光冲击强化装置位于 4 CN 111545916 A 说 明 书 2/6 页 所述工作台上方的另一侧; 所述铣削装置位于所述电弧增材制造装置与所述工作台之间; 所述约束层铺设装置位于所述工作台的一侧,与所述工作台同步移动; 所述电弧增材制造装置熔积金属,在基板上形成电弧沉积层;所述温控系统监测 所述电弧沉积层的温度;当监测温度低于预设阈值时,所述控制系统驱动所述温控系统对 所述基板进行加热以保证所述电弧沉积层达到退火温度。 进一步地,所述温控系统包括:分别与所述控制系统连接的红外传感器、第一液压 缸和直流脉冲电源; 所述红外传感器位于所述第一液压缸上;所述直流脉冲电源的正负极通过导线与 所述基板的左右电极连接。 进一步地,所述电弧增材制造装置包括:焊枪、送丝机构、导电嘴、焊接电源及焊丝 加热电源; 所述控制系统与所述送丝机构控制连接,控制送丝速度; 所述焊丝加热电源一端与导电嘴连接,另一端与所述基板连接。 进一步地,所述铣削装置为:与所述控制系统控制连接的铣刀。 进一步地,所述约束层铺设装置包括:第二液压缸、导轨滑块及约束层; 所述约束层通过导轨滑块安装在所述第二液压缸上;所述第二液压缸与所述控制 系统连接,在控制系统的驱动下实现约束层在垂直方向上与电弧沉积层同步移动。 进一步地,在所述电弧沉积层的垂直方向上还设有同步移动的吸收层。 进一步地,所述控制系统为PLC或工控机。 另一方面,本发明实施例还提供一种电弧增材与激光冲击强化复合制造方法,使 用如上述任一项实施例所述的电弧增材与激光冲击强化复合制造装置,包括步骤: S10,将待增材制造的基板固定在工作台上,根据所述基板需要电弧增材与激光冲 击强化的尺寸和性能要求,设定电弧增材制造装置的工艺参数及激光冲击强化装置的工艺 参数; S20,控制在电弧增材制造的同时对成形件进行激光冲击强化; S30,每完一层电弧沉积,温控系统获取电弧沉积层的温度,当温度低于预设阈值 时,驱动所述温控系统对基板进行加热以保证所述电弧沉积层达到退火温度; S40,每完预设层数的电弧沉积,控制铣削装置进行铣平表面; S50,根据激光冲击强化装置的工艺参数,对电弧增材构件进行激光冲击强化; S60,重复步骤S20到步骤S50,逐层沉积并强化获得预设工件形状。 进一步地,步骤S10中电弧增材制造装置的工艺参数包括焊丝直径0.8-3.2mm、电 流90-120A、扫描速度50-200mm/s。 进一步地,步骤S10中所述的激光冲击强化装置的工艺参数为:激光单脉冲能量 15-30J,光斑直径2-6mm,脉宽15ns,横向和纵向搭接率50%,激光波长1064nm。 本发明优点在于: 1 .将电弧增材制造装置和激光冲击强化装置相结合,结构紧凑设计合理,操作简 单,适用性强。 2.本发明实施例提供的电弧增材与激光冲击强化复合制造的装置,其中温控系统 5 CN 111545916 A 说 明 书 3/6 页 采用红外传感器实时监测增材构件温度,利用直流脉冲电源对增材构件进行加热,防止增 材构件冷却而产生过大的温度梯度。 3.本发明实施例提供的电弧增材与激光冲击强化复合制造的装置,采用热丝电弧 增材制造方式,通过对焊丝进行预热,降低增材过程中的温度梯度。 4.本发明实施例提供的电弧增材与激光冲击强化复合制造的装置,在电弧增材过 程中进行激光冲击强化,与其他表面改性技术相比,激光冲击强化功率密度大,可达性高, 能够产生较深的残余应力影响层。 5.有效消除了电弧增材过程中由于不均匀的温度场以及成型后的冷却收缩作用 导致的不均匀残余拉应力,细化增材构件的粗大柱状晶组织,进一步有效改善增材制造构 件的微观组织和力学性能。 附图说明 图1为本发明实施例提供的电弧增材与激光冲击强化复合制造装置的结构图; 图2为本发明实施例提供的电弧增材与激光冲击强化复合制造方法的流程图; 图3为本发明实施例提供的电弧增材与激光冲击强化复合制造方法的原理图; 附图中: 1、第一夹具;2、第二液压缸;3、导轨滑块;4、约束层;5、第一绝缘垫片;6、基板;7、 工作台;8、导线;9、直流脉冲电源;10、喷水模块;11、激光发射器;12、反射镜;13、聚焦透镜; 14、第一液压缸;15、红外传感器;16、焊枪;17、导电嘴;18、送丝机构;19、焊丝加热电源;20、 焊接电源;21、铣刀;22、第二夹具;23、第二绝缘垫片;24、回形水槽。











