
技术摘要:
本发明公开一种燃烧道结构及其制作方法、燃烧器,该燃烧道结构用于燃烧器,所述燃烧器包括燃气通道和空气通道,所述燃烧道结构包括:隔离件,所述隔离件形成有第一通孔;和连通件,所述连通件与所述隔离件堆叠设置,并共同围合形成所述燃烧道,所述连通件形成有缺口, 全部
背景技术:
示例性技术中,燃烧器一般包括燃气通道和空气通道,为了保证燃气与空气的良 好混合,通常会设置混合室或者混合燃烧通道用于对燃气和空气进行良好的混合,提高燃 烧器的燃烧效率。另外混合室或者混合燃烧通道的内壁为了保证混合效率,对加工有一定 的需求,在需要使燃烧通道和混合通道的流体充分混合时,保证混合室(或者混合燃烧通 道)与燃气通道或空气通道较大的连通面积,如此,会导致混合室(或者混合燃烧通道)加工 的难度较大。燃烧通道或燃烧室本身是企业经过多年实验而形成的,一般最优的燃烧通道 或燃烧室确定后就不会经常改变,当需要应用于不同的炉头时,就可能原有的燃烧道结构 尺寸就无法满足新炉头的要求,需要重新加工模具,从而增加了模具成本。 以上仅用于理解本申请的技术方案,并不代表承认上述内容为现有技术。
技术实现要素:
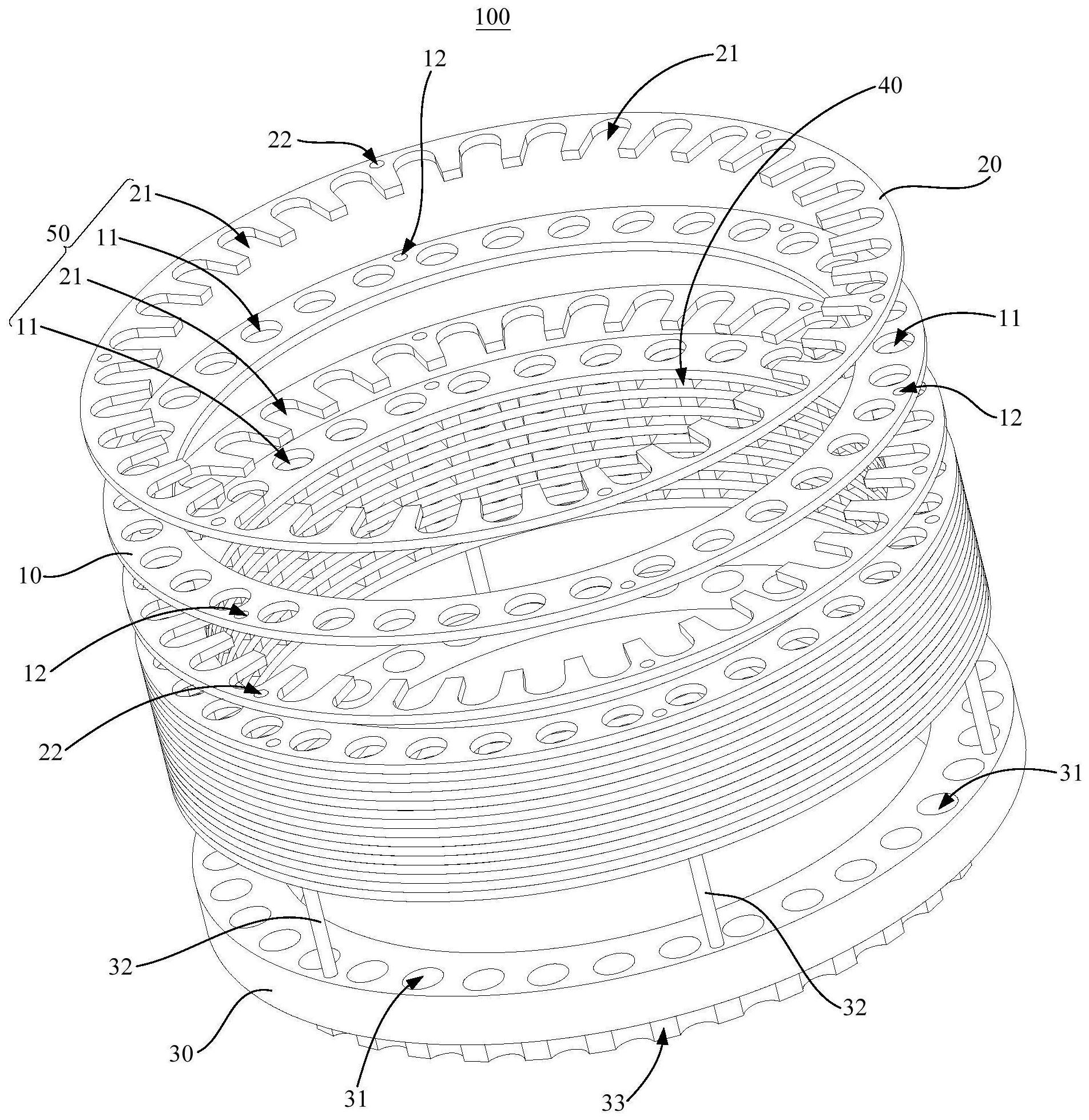
本发明的主要目的是提供一种燃烧道结构及其制作方法、燃烧器,旨在提高燃烧 道结构的通用性,降低模具成本。 为实现上述目的,本发明提供的燃烧道结构,用于燃烧器,所述燃烧器包括燃气通 道和空气通道,所述燃烧道结构包括: 隔离件,所述隔离件形成有第一通孔;和 连通件,所述连通件与所述隔离件堆叠设置,并共同围合形成所述燃烧道,所述连 通件形成有缺口,所述缺口与所述第一通孔连通设置,并连通所述燃烧道,所述第一通孔或 所述缺口与所述气体出口连通设置。 在本发明的一些实施例中,所述隔离件的数量和所述连通件的数量均为多个,所 述隔离件和所述连通件交替堆叠设置,以使所述第一通孔与所述缺口交替连通。 在本发明的一些实施例中,所述燃烧道结构还包括基座,所述基座形成有第二通 孔,所述第二通孔与所述第一通孔和/或所述缺口连通,并与所述气体出口连通; 所述基座还设有至少一安装柱,所述隔离件设有第一连接孔,所述连通件设有第 二连接孔,所述安装柱穿过所述第一连接孔和所述第二连接孔,将所述基座、所述隔离件和 所述连通件固定连接。 在本发明的一些实施例中,部分所述第一通孔或部分所述缺口与所述第二通孔连 通。 在本发明的一些实施例中,所述安装柱的数量为多个,多个所述安装柱间隔设置 于所述基座,所述隔离件设有多个第一连接孔,所述连通件设有多个第二连接孔,一所述安 装柱穿过一所述第一连接孔和一所述第二连接孔,所述基座、所述隔离件和所述连通件共 同围合形成所述燃烧道。 4 CN 111609400 A 说 明 书 2/9 页 在本发明的一些实施例中,所述隔离件设有第一插接柱和第一插接孔,所述连通 件设有第二插接柱和第二插接孔,在所述隔离件的数量和所述连通件的数量均为多个,所 述隔离件和所述连通件交替堆叠设置时,一所述隔离件的第一插接柱插接于一所述连通件 的第二插接孔内,该连通件的第二插接柱插接于另一所述隔离件的第一插接孔内。 在本发明的一些实施例中,每一所述隔离件均具有多个所述第一通孔,每一所述 连通件均具有多个所述缺口,每一所述第一通孔均与一所述缺口连通; 且/或,所述隔离件和所述连通件均呈环形设置,所述燃烧道设于所述隔离件和所 述连通件的中部。 本发明还提出一种燃烧道结构的制作方法,所述燃烧道结构的制作方法用于制作 如上任一项所述的燃烧道结构,所述燃烧道结构的制作方法包括如下步骤: 步骤S10:将隔离件和连通件对位并堆叠,使第一通孔与缺口连通; 步骤S20:通过定位治具对隔离件和连通件的相对位置进行限定; 步骤S30:将隔离件和连通件固定连接,并去除定位治具。 在本发明的一些实施例中,所述将隔离件和连通件对位并堆叠,使第一通孔与缺 口连通的步骤包括: 提供基座,将隔离件通过第一连接孔套接于基座的安装柱,并使第二通孔与第一 通孔连通; 再将连通件通过第二连接孔套接于基座的安装柱,完成隔离件与连通件的对位; 依次对多个隔离件和多个连通件进行套接,以使第一通孔与缺口交替连通; 所述将隔离件和连通件固定连接,并去除定位治具的步骤包括: 将隔离件和连通件依次焊接固定或者冲压固定; 或者,将位于安装柱背离基座一端的连通件或隔离件与安装柱焊接固定。 本发明还提出一种燃烧器,所述燃烧器包括燃烧道结构,所述燃烧道结构包括隔 离件,所述隔离件形成有第一通孔;和连通件,所述连通件与所述隔离件堆叠设置,并共同 围合形成所述燃烧道,所述连通件形成有缺口,所述缺口与所述第一通孔连通设置,并连通 所述燃烧道,所述第一通孔或所述缺口与所述气体出口连通设置; 或者,所述燃烧器包括采用燃烧道结构的制作方法制作的燃烧道结构,所述燃烧 道结构的制作方法包括如下步骤:步骤S10:将隔离件和连通件对位并堆叠,使第一通孔与 缺口连通;步骤S20:通过定位治具对隔离件和连通件的相对位置进行限定;步骤S30:将隔 离件和连通件固定连接,并去除定位治具。 本发明的技术方案通过设置具有第一通孔的隔离件,并设置具有缺口的连通件, 通过将隔离件与连通件堆叠设置,围合形成燃烧道,进一步使得缺口与第一通孔连通,并连 通燃烧道,在需要使用燃气结构时,将第一通孔或缺口与气体出口连通,该气体出口可以为 燃气与空气混合后的气体出口,如此,可以使得混合气体充分在燃烧道混合;或者该气体出 口为空气出口,或者该气体出口为燃气出口,具体的,该第一通孔可以与所述燃气通道的出 气口连接,空气通道的出气口可以与燃烧道连通;或者,缺口可以与所述空气通道的出气口 连接,燃气通道的出气口可以与燃烧道连通,使得燃气和空气可以从第一通孔或缺口流过, 并进入燃烧道混合。由于通过分体结构形成燃烧道,使得在需要调整燃烧道时,将隔离件和 连通件重新调整装配即可,大大提高了燃烧道的通用性,并且分体的零件一般小于整体的 5 CN 111609400 A 说 明 书 3/9 页 燃烧道结构,降低了模具的尺寸形状,降低了模具成本。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以 根据这些附图示出的结构获得其他的附图。 图1为本发明燃烧道结构一实施例的结构示意图; 图2为本发明燃烧道结构一实施例的分解示意图; 图3为本发明燃烧道结构的隔离件和连通件一实施例的结构示意图; 图4为本发明燃烧道结构一实施例的俯视图; 图5为图4中沿A-A向的截面图; 图6为本发明燃烧道结构的隔离件和连通件另一实施例的结构示意图; 图7为本发明燃烧器一实施例的俯视图; 图8为本发明燃烧器一实施例的结构示意图; 图9为本发明燃烧器一实施例的分解示意图; 图10为图7中沿B-B向的截面图; 图11为图10中C处的局部示意图; 图12为本发明燃烧道结构的制作方法一实施例的流程步骤图。 附图标号说明: 标号 名称 标号 名称 100 燃烧道结构 31 第二通孔 10 隔离件 32 安装柱 11 第一通孔 33 沉台 12 第一连接孔 40 燃烧道 13 第一插接柱 50 燃烧空间 14 第一插接孔 200 燃烧器 20 连通件 201 端盖 21 缺口 202 燃烧座 22 第二连接孔 2021 安装腔 23 第二插接柱 2022 出气孔 24 第二插接孔 203 缓冲空间 30 基座 204 预混腔 本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。











