
技术摘要:
本发明提供了一种切割与裂片集成设备,以及切割与裂片控制方法,切割与裂片集成设备,包括:横梁、至少一个Y轴结构、切割结构、裂片结构与控制装置;所述横梁横跨于所述至少一个Y轴结构的上侧,所述切割结构与所述裂片结构沿Y轴方向位于所述横梁的两侧;所述控制装置分 全部
背景技术:
在切割加工领域,针对于部分切割对象,在切割完之后需要通过例如振镜的手段 进行裂片,从而得到最后的产品。 现有的相关技术中,通常需要采用一台切割的机器以及一台裂片的机器,进而在 切割完后,将加工对象下料,再上料至裂片的机器,可见,频繁的上下料过程会大大损耗实 际加工时间,效率低下,成本也较高。
技术实现要素:
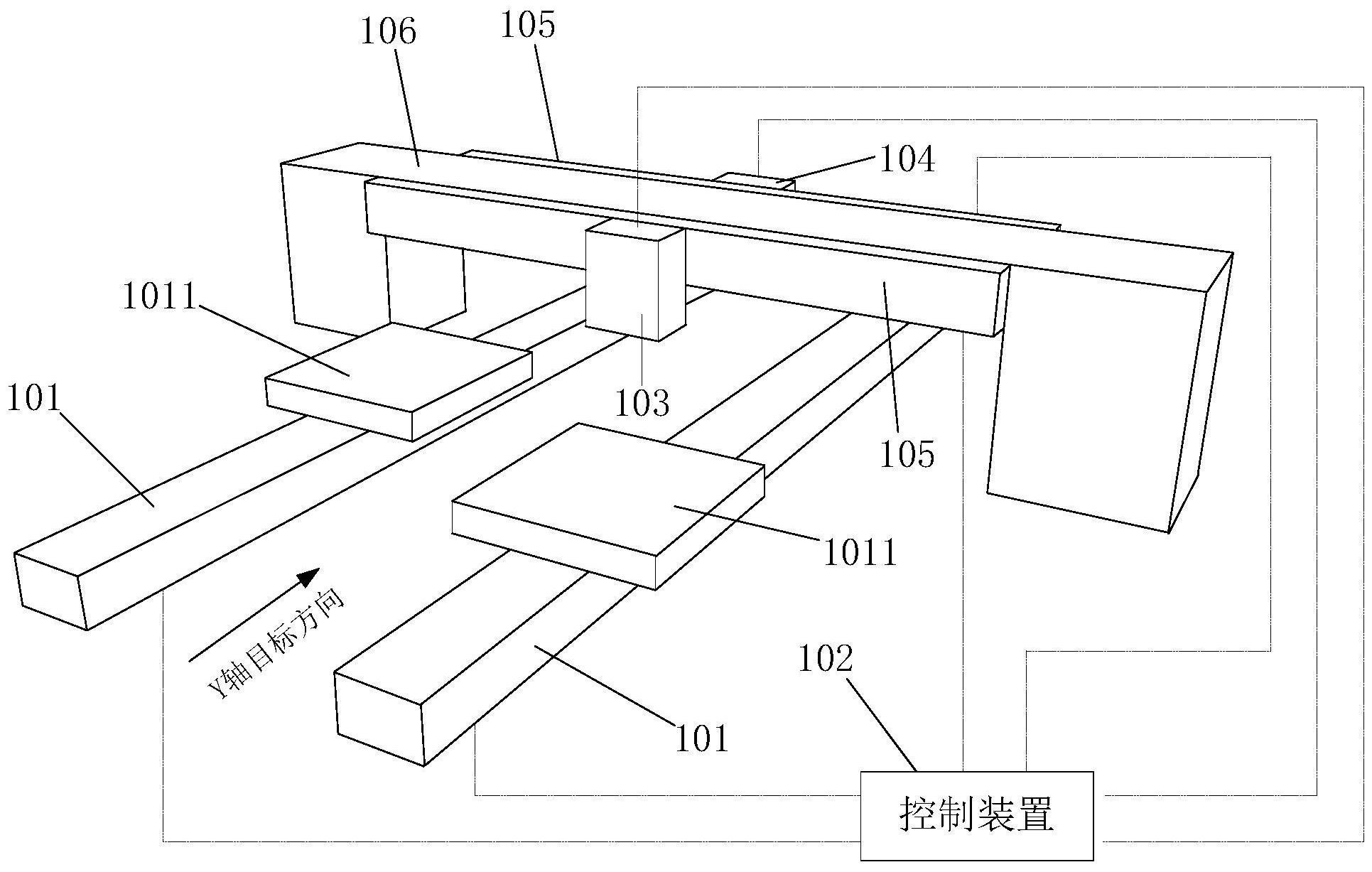
本发明提供一种切割与裂片集成设备,以及切割与裂片控制方法,以解决效率低 下,成本也较高的问题。 根据本发明的第一方面,提供了一种切割与裂片集成设备,包括:横梁、至少一个Y 轴结构、切割结构、裂片结构与控制装置;所述横梁横跨于所述至少一个Y轴结构的上侧,所 述切割结构与所述裂片结构沿Y轴方向位于所述横梁的两侧;所述控制装置分别电连接所 述Y轴结构、所述裂片结构与所述切割结构;所述Y轴结构上设有用于安置加工对象的工件 台; 所述控制装置用于: 确定加工对象在切割坐标系下的切割点,其中,所述切割坐标系是切割控制程序 所采用的坐标系; 根据所述切割坐标系下的切割点,以及切割结构与裂片结构的相对位置偏差,确 定所述加工对象在切割坐标系下的裂片点; 若任意之一已完成上料的Y轴结构的工件台沿Y轴目标方向运动至所述切割点, 则: 通过所述切割控制程序控制所述已完成上料的Y轴结构与所述切割结构,以使得: 所述已完成上料的Y轴结构上的加工对象能够沿所述Y轴目标方向运动,同时被所述切割结 构切割,并且:在完成切割后继续沿所述Y轴目标方向运动; 若任意之一已完成切割的Y轴结构的工件台沿所述Y轴目标方向运动至所述切割 坐标系下的裂片点,则: 确定已完成切割的Y轴结构的工件台已到达裂片坐标系下的裂片点;其中,所述裂 片坐标系为裂片控制程序所采用的坐标系; 通过所述裂片控制程序控制所述已完成切割的Y轴结构与所述裂片结构,以使得: 已完成切割的Y轴结构上的加工对象能够沿所述Y轴目标方向运动,同时被所述裂片结构裂 片,并且:在完成裂片后继续沿所述Y轴目标方向运动至下料点。 5 CN 111590323 A 说 明 书 2/14 页 可选的,所述控制装置在通过所述裂片控制程序控制所述已完成切割的Y轴结构 与所述裂片结构之前,还用于: 确定所述裂片控制程序当前是空闲的; 确定所述已完成切割的Y轴结构不再被所述切割控制程序调用; 将所述裂片控制程序的当前插补轴确定为所述已完成切割的Y轴结构,以使得所 述已完成切割的Y轴结构能够被所述裂片控制程序调用。 可选的,所述的切割与裂片集成设备,还包括第一X轴结构与第二X轴结构;所述控 制装置电连接所述第一X轴结构与所述第二X轴结构;所述第一X轴结构与所述第二X轴结构 沿Y轴方向分别设于所述横梁的两侧,所述切割结构设于所述第一X轴结构的与所述横梁相 背的一侧,或设于所述第一X轴结构的下侧,所述裂片结构设于所述第二X轴结构的与所述 横梁相背的一侧,或设于所述第二X轴结构的下侧; 所述控制装置还用于: 利用所述第一X轴结构带动所述切割结构沿X轴方向运动,以使得所述切割结构在 不同Y轴结构的上侧之间切换; 利用所述第二X轴结构带动所述裂片结构沿X轴方向运动,以使得所述裂片结构在 不同Y轴结构的上侧之间切换。 可选的,所述控制装置在通过所述切割控制程序控制所述已完成上料的Y轴结构 与所述切割结构之前,还用于: 确定所述切割控制程序当前是空闲的; 将所述切割控制程序的当前插补轴确定为所述已完成上料的Y轴结构,以使得所 述已完成上料的Y轴结构能够被所述切割控制程序调用。 可选的,所述的切割与裂片集成设备,还包括外部PLC装置;每个所述Y轴结构中均 设有吸真空组件; 针对于任意之一未上料的Y轴结构,所述外部PLC装置用于: 将加工对象送至上料点; 在接收到所述控制装置发送的上料通知,且所述未上料的Y轴结构的吸真空组件 被检测到未产生真空压力时,将处于所述上料点的加工对象送至所述未上料的Y轴结构的 工件台上; 对应的,所述控制装置还用于: 在所述未上料的Y轴结构的工件台处于所述上料点时, 控制所述未上料的Y轴结构的吸真空组件不产生真空压力,并向所述外部PLC装置 发送所述上料通知; 在加工对象被检测到已送至所述未上料的Y轴结构的工件台上时,控制所述未上 料的Y轴结构的吸真空组件产生真空压力,吸住工件台上的加工对象,以完成上料; 控制已完成上料的Y轴结构的工件台继续沿所述Y轴目标方向运动; 针对于任意之一已完成裂片的Y轴结构,所述外部PLC装置还用于: 在接收到下料通知,且所述已完成裂片的Y轴结构的吸真空组件被检测到未产生 真空压力时,自所述已完成裂片的Y轴结构的工件台上取下加工对象; 对应的,所述控制装置还用于: 6 CN 111590323 A 说 明 书 3/14 页 在所述已完成裂片的Y轴结构的工件台移动至所述下料点后,控制所述已完成裂 片的Y轴结构的吸真空组件不产生真空压力,并向所述外部PLC装置发送下料通知。 可选的,所述控制装置包括运行所述切割控制程序的切割控制设备与运行所述裂 片控制程序的裂片控制设备,所述切割点与所述裂片点是所述切割控制设备确定的;所述 切割控制设备分别连接所述至少一个Y轴结构、所述切割结构与所述裂片控制设备,所述裂 片控制设备还分别连接所述至少一个Y轴结构、所述裂片结构; 所述切割控制设备,用于: 确定加工对象在切割坐标系下的切割点; 根据所述切割坐标系下的切割点,以及切割结构与裂片结构的相对位置偏差,确 定所述加工对象在切割坐标系下的裂片点; 若任意之一已完成上料的Y轴结构的工件台沿Y轴目标方向运动至所述切割点, 则: 通过所述切割控制程序控制所述已完成上料的Y轴结构与所述切割结构,以使得: 所述已完成上料的Y轴结构上的加工对象能够沿所述Y轴目标方向运动,同时被所述切割结 构切割,并且:在完成切割后继续沿所述Y轴目标方向运动; 若任意之一已完成切割的Y轴结构的工件台沿所述Y轴目标方向运动至所述切割 坐标系下的裂片点,则:向所述裂片控制设备发出开始裂片指示; 所述裂片控制设备,用于: 响应于所述开始裂片指示,确定已完成切割的Y轴结构的工件台已到达所述裂片 坐标系下的裂片点;所述裂片坐标系为裂片控制程序所采用的坐标系; 通过所述裂片控制程序控制所述已完成切割的Y轴结构与所述裂片结构,以使得: 已完成切割的Y轴结构上的加工对象能够沿所述Y轴目标方向运动,同时被所述裂片结构裂 片,并且:在完成裂片后继续沿所述Y轴目标方向运动至下料点。 根据本发明的第二方面,提供了一种切割与裂片控制方法,应用于控制装置,所述 控制装置分别电连接至少一个Y轴结构、裂片结构与切割结构;所述切割结构与所述裂片结 构沿Y轴方向位于横梁的两侧;所述Y轴结构上设有用于安置加工对象的工件台; 所述切割与裂片控制方法,包括: 确定加工对象在切割坐标系下的切割点,其中,所述切割坐标系是切割控制程序 所采用的坐标系; 根据所述切割坐标系下的切割点,以及切割结构与裂片结构的相对位置偏差,确 定所述加工对象在切割坐标系下的裂片点; 若任意之一已完成上料的Y轴结构的工件台沿Y轴目标方向运动至所述切割点, 则: 通过切割控制程序控制所述已完成上料的Y轴结构与所述切割结构,以使得:所述 已完成上料的Y轴结构上的加工对象能够沿所述Y轴目标方向运动,同时被所述切割结构切 割,并且:在完成切割后继续沿所述Y轴目标方向运动; 若任意之一已完成切割的Y轴结构的工件台沿所述Y轴目标方向运动至所述切割 坐标系下的裂片点,则: 确定已完成切割的Y轴结构的工件台已到达裂片坐标系下的裂片点;其中,所述裂 7 CN 111590323 A 说 明 书 4/14 页 片坐标系为裂片控制程序所采用的坐标系。 可选的,所述的切割与裂片控制方法,还包括: 确定已完成切割的Y轴结构的工件台已到达裂片坐标系下的裂片点之后,还包括: 通过所述裂片控制程序控制所述已完成切割的Y轴结构与所述裂片结构,以使得: 已完成切割的Y轴结构上的加工对象能够沿所述Y轴目标方向运动,同时被所述裂片结构裂 片,并且:在完成裂片后继续沿所述Y轴目标方向运动至下料点。 可选的,通过所述裂片控制程序控制所述已完成切割的Y轴结构与所述切割结构 之前,还包括: 确定所述裂片控制程序当前是空闲的; 确定所述已完成切割的Y轴结构不再被所述切割控制程序调用; 将所述裂片控制程序的当前插补轴确定为所述已完成切割的Y轴结构,以使得所 述已完成切割的Y轴结构能够被所述裂片控制程序调用。 可选的,所述控制装置电连接第一X轴结构与第二X轴结构;所述第一X轴结构与所 述第二X轴结构沿Y轴方向分别设于所述横梁的两侧,所述切割结构设于所述第一X轴结构 的与所述横梁相背的一侧,或设于所述第一X轴结构的下侧,所述裂片结构设于所述第二X 轴结构的与所述横梁相背的一侧,或设于所述第二X轴结构的下侧; 所述的切割与裂片控制方法,还包括: 利用所述第一X轴结构带动所述切割结构沿X轴方向运动,以使得所述切割结构在 不同Y轴结构的上侧之间切换; 利用所述第二X轴结构带动所述裂片结构沿X轴方向运动,以使得所述裂片结构在 不同Y轴结构的上侧之间切换。 根据本发明的第三方面,提供了一种计算机可读存储介质,其上存储有计算机程 序,该程序被处理器执行时实现第二方面及其可选方案涉及的方法。 根据本发明的第四方面,提供了一种电子设备,包括: 处理器;以及, 存储器,用于存储所述处理器的可执行指令; 其中,所述处理器配置为经由执行所述可执行指令来执行第一方面及其可选方案 涉及的方法。 本发明提供的切割与裂片集成设备,以及切割与裂片控制方法中,同一Y轴结构的 驱动下,加工对象可在上料并运动至切割点后被切割结构切割,还可在切割后运动至裂片 点被裂片结构裂片,进而,系统集成了切割与裂片,且同一Y轴结构可分别满足切割与裂片 的需求,无需在切割后进行下料,也无需在裂片前进行上料,简化了处理过程,节约了对应 的上、下料的器械,有效提高了效率,降低了成本。 同时,由于本发明中切割与裂片均需实现运动控制,本发明还基于不同的控制程 序分别实现切割时的运动、切割的控制,以及裂片时的运动、裂片的控制,避免了针对切割、 裂片的整个过程另行重新设计单独的控制程序,减轻了负担,且可使得方案具有较佳的兼 容性,还可便于对切割、裂片过程进行调整。此外,相互独立的控制程序还可有利于避免切 割的控制与裂片的控制之间产生不必要的冲突,例如:某一Y轴结构上的裂片过程的进展, 不会影响另一Y轴结构的切割与运动。 8 CN 111590323 A 说 明 书 5/14 页 基于此,由于加工对象本身的变化,或者加工对象摆放位置的变化,可能会导致切 割点的位置发生变化,而切割控制程序与裂片控制程序所采用的坐标系是相对独立的,进 而,可能会导致裂片控制程序所获悉的裂片点的位置错误,从而影响裂片的效果,甚至导致 裂片失败。针对于此,本发明基于相互独立的控制程序,进一步想到了根据切割结构与裂片 结构的相对位置偏差,以及实际的切割点来确定切割坐标系下的裂片点,进而,裂片控制程 序可在切割控制程序确定到达裂片点时开始裂片控制,可见,本发明可保障裂片控制程序 所获悉的裂片开始时机是准确的。 附图说明 为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现 有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本 发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可 以根据这些附图获得其他的附图。 图1是本发明一实施例中切割与裂片集成设备的结构示意图一; 图2是本发明一实施例中切割与裂片集成设备的结构示意图二; 图3是本发明一实施例中切割与裂片集成设备的构造示意图一; 图4是本发明一实施例中切割与裂片集成设备的构造示意图二; 图5是本发明一实施例中切割与裂片控制方法的流程示意图一; 图6是本发明一实施例中切割与裂片控制方法的流程示意图二; 图7是本发明一实施例中切割与裂片控制方法的流程示意图三; 图8是本发明一实施例中单Y轴自动化流程的流程示意图; 图9是本发明一实施例中多Y轴自动化流程的流程示意图; 图10是本发明一实施例中单轴上料的流程示意图; 图11是本发明一实施例中单轴切割的流程示意图; 图12是本发明一实施例中单轴裂片的流程示意图; 图13是本发明一实施例中单轴下料的流程示意图; 图14是本发明一实施例中电子设备的构造示意图。











