
技术摘要:
本发明公开了一种石英挠性加速度计内部引线连接工艺与工装,属于传感器制造技术领域,其包括底部支撑装置、固定在底部支撑装置上的升降装置、安装在底部支撑装置上的真空吸附装置和加热装置、固定在底部支撑装置上的测温盒,底部支撑装置和升降装置相互配合可以实现下 全部
背景技术:
石英挠性加速度计的核心部件为石英挠性摆片。已有技术中,采用恒温焊台焊接 工艺实现石英挠性加速度计的各焊盘与下力矩器上对应的接线柱之间的金丝连接,其具体 操作步骤如下: (1)在体视显微镜下将下力矩器的5根接线柱上端面均用恒温焊台各焊接一个低温锡 球(135℃熔点); (2)在每个低温锡球上各焊接一个金丝,将金丝收拢但不接触; (3)将收拢的金丝从石英挠性摆片的过线孔穿出;将石英挠性摆片安装到下力矩器上, 用胶带固定; (4)在石英挠性摆片的焊盘上各焊接一个低温锡球,将与焊片对应的接线柱上的金丝 用恒温焊台焊接到石英挠性摆片的焊盘上; (5)用牙签对金丝整形,整形后金丝与金丝、金丝与下力矩器不碰触且保证金丝不起高 弧。 已有技术中采用恒温焊台焊接工艺实现石英挠性加速度计的各焊盘与下力矩器 上对应的接线柱之间的金丝连接,至少具有如下缺点:(1)在低于金熔点情况下,金也能溶 入液态锡合金中,该现象为金锡互溶。固态金完全溶化速率与液态锡的温度、金的尺寸和形 态等有关,锡温度高则金溶化的快,金表面积与体积比越大则溶化的越快,因此在相同温度 下圆柱状的金丝越粗,完全溶化断开的时间就越长。因此,由于金锡互溶现象,金丝被焊锡 溶化受损,进而降低了连接的可靠性。(2)石英玻璃导带上的金膜厚度为0.3μm,焊锡球溶掉 金膜后附着在底层金属铬上,附着力差,容易脱落。(3)由于恒温焊台焊接工艺的限制无法 生产出使用温度高于183℃的石英挠性加速度计。(4)焊锡焊接过程中容易发生锡珠飞溅, 产生多余物。(5)纯手动操作,人工控制锡球大小、焊接加热时间、金丝浸入长度及焊笔头移 开的时机,操作结果一致性差,连接可靠性不稳定。
技术实现要素:
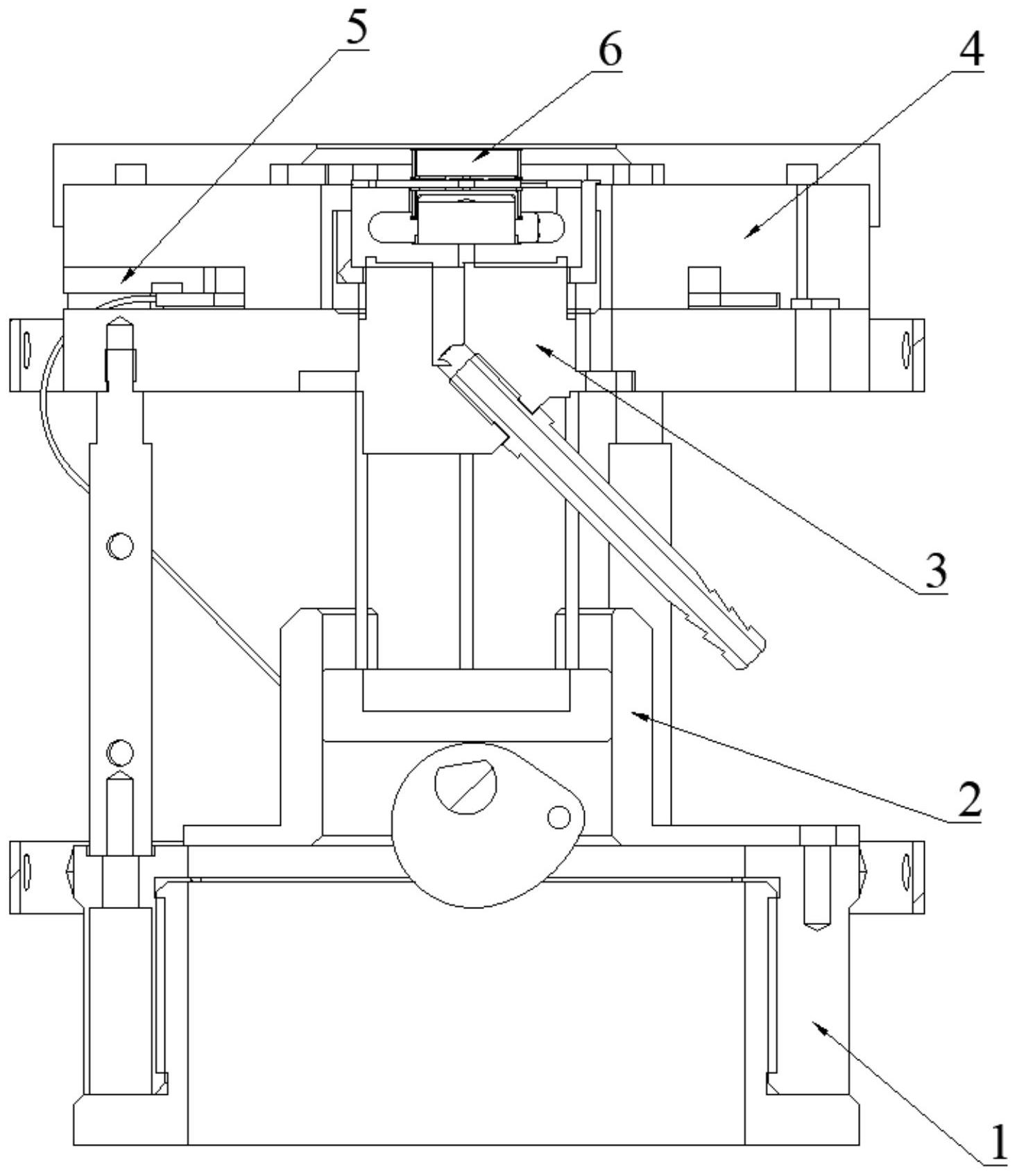
本发明提供一种石英挠性加速度计内部引线连接工艺与工装,旨在解决石英挠性 加速度计的内部引线连接问题,通过采用金丝键合机配合带加热功能的键合夹具实现石英 挠性加速度计的各焊盘与下力矩器上对应的接线柱之间的金丝键合工艺连接,金丝键合过 程不需添加焊料且不产生多余杂物,键合之后金丝不会受到任何损伤,而且键合点的最高 耐温值超过250℃,不仅可以提高石英挠性加速度计内部引线的连接可靠性,并且键合过程 采用半自动操作,对操作者熟练程度要求较低,键合连接一致性好。 本发明提供的具体技术方案如下: 4 CN 111600174 A 说 明 书 2/7 页 一方面,本发明提供的一种石英挠性加速度计内部引线连接工装包括底部支撑装置、 固定在所述底部支撑装置上的升降装置、安装在所述底部支撑装置上的真空吸附装置和加 热装置,固定在所述底部支撑装置上的测温盒,所述测温盒与所述加热装置之间采用控制 线相连接,所述底部支撑装置包括采用螺纹连接相互啮合的内丝套和外丝套、固定在所述 外丝套上端的支柱、固定在所述支柱上端的加热台座,所述升降装置包括固定在所述外丝 套上端的导向套、安装在所述导向套内部的凸轮、抵接在所述凸轮上方的切合盘、固定在所 述切合盘上的支撑杆、固定在所述支撑杆上端的托盘,所述托盘内设置有下力矩器安装腔。 可选的,所述真空吸附装置固定在所述加热台座上,所述凸轮上设置有手柄,所述 凸轮采用转轴安装在所述导向套内,所述切合盘滑动安装在所述导向套内。 可选的,所述加热装置包括固定在所述加热台座上表面的加热台面、位于所述加 热台面上方的保温罩,所述加热台面上设置有通孔,所述通孔用于容置下力矩器组件,所述 真空吸附装置位于所述通孔的下方,所述加热台面和所述加热台座之间设置有加热器和温 度传感器。 可选的,所述加热台座的中部设置有真空吸附装置安装孔,所述真空吸附装置安 装在所述真空吸附装置安装孔内且所述真空吸附装置突出所述加热台座的上表面。 可选的,所述下力矩器组件包括下力矩器、固定在所述下力矩器上端的石英玻璃 镀膜摆片、分布在所述石英玻璃镀膜摆片两端的第一接线槽和第二接线槽,所述第一接线 槽内设置有第一焊盘和第二焊盘,所述第一焊盘和所述第二焊盘对应的石英玻璃镀膜摆片 上设置有第一接线柱和第二接线柱,所述第一接线柱和所述第一焊盘相互连接,所述第二 接线柱和所述第二焊盘相互连接。 可选的,所述第二接线槽内设置有第三焊盘和第四焊盘,所述第三焊盘和所述第 四焊盘对应的石英玻璃镀膜摆片上设置有第三接线柱和第四接线柱,所述第三接线柱和所 述第三焊盘相互连接,所述第四接线柱和所述第四焊盘相互连接。 可选的,所述第一接线柱和所述第一焊盘之间采用金丝键合连接,所述第二接线 柱和所述第二焊盘之间采用金丝键合连接,所述第三接线柱和所述第三焊盘之间采用金丝 键合连接,所述第四接线柱和所述第四焊盘之间采用金丝键合连接。 另一方面本发明提供一种石英挠性加速度计内部引线连接工艺,所述石英挠性加 速度计内部引线连接工艺采用上述的石英挠性加速度计内部引线连接工装,所述石英挠性 加速度计内部引线连接工艺包括: 步骤1:在60倍体视显微镜下,检查下力矩器、石英玻璃镀膜摆片上是否有多余物,用白 胶泥粘掉颗粒、纤维杂物,用乙醇棉擦拭掉零件上的水渍、油渍、指印,并用洗耳球吹干乙醇 残留物; 步骤2:将石英玻璃镀膜摆片正面朝上,安装在下力矩器上,石英玻璃镀膜摆片上的线 圈刚好插入下力矩器的磁隙中间,并在下力矩器上旋转石英玻璃镀膜摆片,将下力矩器的 接线柱从石英玻璃镀膜摆片的压焊孔中间露出,在石英玻璃镀膜摆片的三台处用三块小高 温胶带将石英玻璃镀膜摆片与下力矩器粘接固定住; 步骤3:旋转凸轮上设置的手柄实现凸轮的转动,通过转动凸轮升起托架,用o型镊子夹 起下力矩器组件放到托架上,将下力矩器组件的接线柱朝向升降装置的通孔处; 步骤4:旋转凸轮上设置的手柄带动凸轮旋转实现降下托架,凸轮到底最低点之后启动 5 CN 111600174 A 说 明 书 3/7 页 真空吸附装置,将下力矩器用真空吸附装置固定在石英挠性加速度计内部引线连接工装 上。 步骤5:将劈刀对准石英玻璃镀膜摆片的焊盘,按压焊按钮,劈刀下降至接触到石 英玻璃镀膜摆片的焊盘,在温度、压力、超声综合作用下,在石英玻璃镀膜摆片的焊盘上焊 接一焊焊点后抬起,一焊焊点为球焊; 步骤6:松开压焊按钮,劈刀抬起至弧高高度,移动压焊夹具将劈刀对准接线柱; 步骤7:再次按下压焊按钮,劈刀在接线柱上焊接二焊,二焊焊接为楔焊,之后松开压焊 按钮,抬起劈刀至复位处,抬劈刀的过程中,线夹夹断尾丝,打火杆放电在尾丝处烧一个金 球,以便为下次焊接一焊准备。 可选的,所述步骤2和步骤3之间还包括: 金丝球焊接装置开机,设备自复位,并开启加热装置,设定压焊温度为150℃,超声功率 为85mW,焊接压力为35g,超声作用时间35ms,穿金丝,试烧球,并检查排除故障; 将被焊接试样安装到加热夹具上,将加热夹具推到劈刀下方,检查劈刀不会碰到工件, 将劈刀对准石英玻璃镀膜摆片的焊盘,调整劈刀高度至劈刀接触到石英玻璃镀膜摆片的焊 盘,记录一焊高度;将劈刀对准接线柱,调整劈刀高度至劈刀接触到接线柱,记录二焊高度; 调整劈刀至抬起的最高点,记录金丝弧高;手动烧球,为焊接一焊准备。 可选的,所述步骤7之后还包括: 步骤8: 重复执行上述步骤5、步骤6和步骤7直至完成其他焊点的焊接; 步骤9:抬起真空踏板,关闭真空吸附,通过旋转凸轮上设置的手柄带动凸轮旋转实现 托架升起; 步骤10:待凸轮到达最高点时,下力矩器组件从加热台面的通孔内升出,进而用o型镊 子取下下力矩器组件,放上下一个待焊接下力矩器组件。 本发明的有益效果如下: 本发明实施例提供一种石英挠性加速度计内部引线连接工艺与工装,其包括底部支撑 装置、固定在底部支撑装置上的升降装置、安装在底部支撑装置上的真空吸附装置和加热 装置、固定在底部支撑装置上的测温盒,底部支撑装置和升降装置相互配合可以实现下力 矩器的高度调节,进而实现下力矩器和石英挠性摆片之间金丝键合连接的半自动操作,降 低操作者熟练程度的要求并提高键合连接的一致性,通过设置真空吸附装置和加热装置, 在温度、压力、超声的作用下,通过金丝键合机将金丝直接压焊到石英玻璃挠性摆片和接线 柱上,通过两次压焊,在石英玻璃挠性摆片和接线柱之间搭接一根金丝,实现电性能连接, 也即通过采用金丝键合机配合带加热功能的键合夹具实现石英挠性加速度计的各焊盘与 下力矩器上对应的接线柱之间的金丝键合工艺连接,金丝键合过程不需添加焊料且不产生 多余杂物,键合之后金丝不会受到任何损伤,而且键合点的最高耐温值超过250℃,不仅可 以提高石英挠性加速度计内部引线的连接可靠性,并且键合过程采用半自动操作,对操作 者熟练程度要求较低,键合连接一致性好。 附图说明 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使 用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于 6 CN 111600174 A 说 明 书 4/7 页 本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他 的附图。 图1为本发明实施例的一种石英挠性加速度计内部引线连接工装的等轴侧结构示 意图; 图2为本发明实施例的一种石英挠性加速度计内部引线连接工装的结构示意图; 图3为本发明实施例的一种底部支撑装置的等轴侧结构示意图; 图4为本发明实施例的一种升降装置的等轴侧结构示意图; 图5为本发明实施例的一种升降装置的另一结构示意图; 图6为本发明实施例的一种加热装置的结构示意图; 图7为本发明实施例的一种下力矩器组件的结构示意图。











