
技术摘要:
本发明公开了一种复合材料T型加筋壁板热压罐成型模结构及成型方法,包括设置有T型槽的模具,用于制作复合材料T型加筋壁板;T型筋条放置于带有T型槽的模具内,并通过定位孔与模具进行准确定位,T型筋条与模具之间设计有密封条,密封条保证树脂在固化过程中不流动至T型槽 全部
背景技术:
因复合材料的高比强度、高比刚度以及可设计性好等优点,可大范围的实现飞机 结构减重,因此,飞机结构越来越多的采用了复合材料。加筋壁板按照飞机的运载能力、结 构特点等不同,主要可以分为T型、J型、工型、帽型结构以及混合型加筋壁板。为了降低复合 材料壁板的制造成本,复合材料整体化设计制造技术可以大范围的减少产品数量,提高复 合材料结构整体性,缩短飞机装配周期,减少紧固件等优势,复合材料整体化制造技术已经 成为了国内外研究的重要趋势之一。 目前,复合材料壁板成型技术主要可以分为共固化、共胶接、二次胶接等成型技 术,同时因复合材料二次胶接技术需要进热压罐三次,制造成本相对较高;共固化因其模具 结构复杂,且成型质量难以保证,期制造难度较大;共胶接成型技术的成本和效率相对均 衡,在复合材料壁板制造技术中得应用越来越多。 在共胶接成型技术中,可以将筋条面作为贴袋面,蒙皮作为贴模面;也可以将筋条 面作为贴模面,蒙皮作为贴袋面。筋条面作为贴模面,可以更好得控制筋条的轴线度,但其 模具如何设计,T型筋条的脱模相对难度较大,同时因复合材料固化过程中树脂的流动,会 导致树脂富集和局部缺胶,尚没有成熟的解决方案。
技术实现要素:
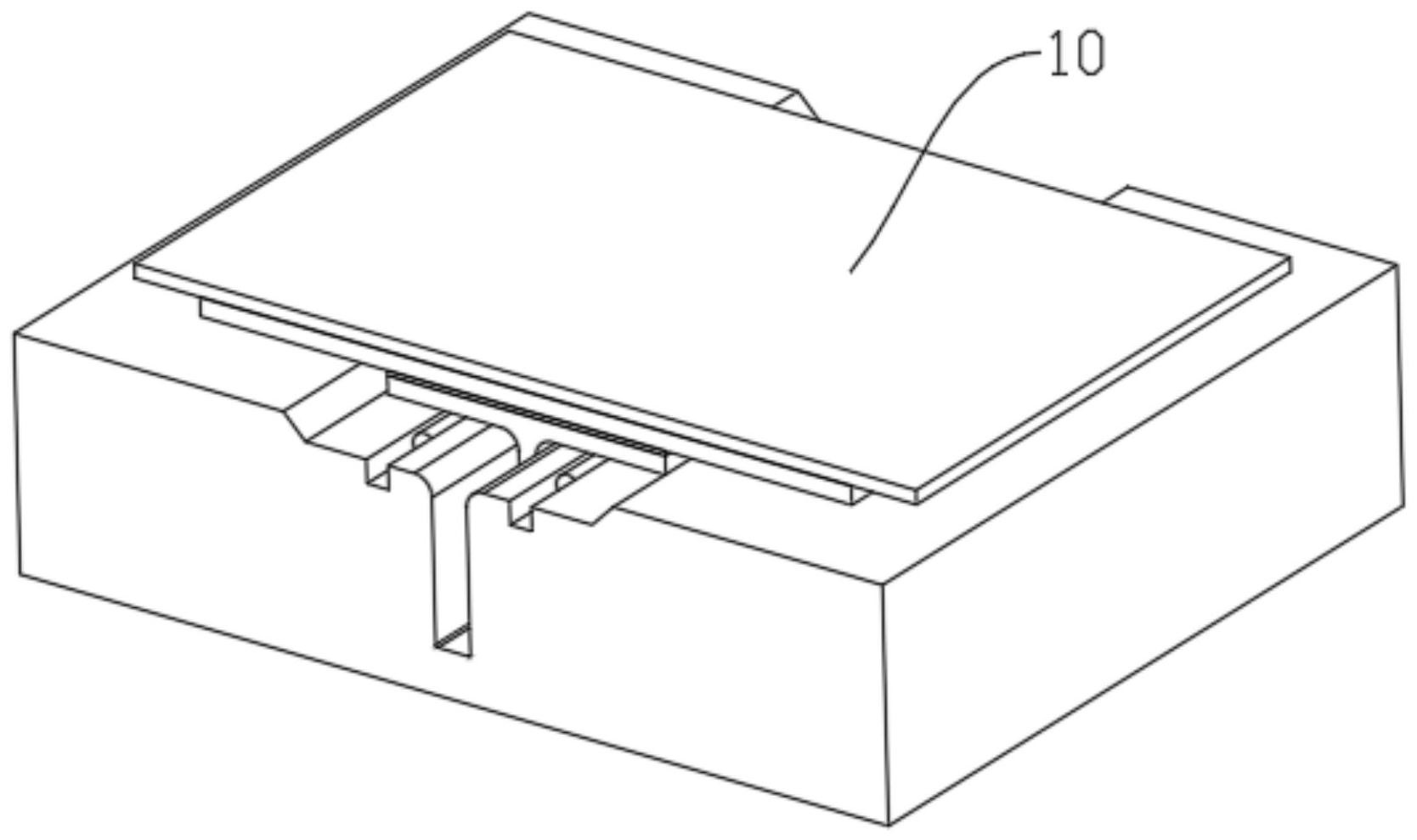
本发明目的在于提出了一种复合材料模具结构和方法,在采用干筋条-湿蒙皮共 胶接工艺时,通过在模具上开槽,将T型筋条腹板插入模具凹槽内,缘条置于模具上端,实现 复合材料T型加筋板热压罐成型。 本发明的目的是通过以下技术方案来实现的: 一种复合材料T型加筋壁板热压罐成型模结构,包括设置有T型槽的模具,T型槽用 于制作复合材料T型加筋壁板;T型筋条放置于带有T型槽的模具内,并通过定位孔与模具进 行准确定位,T型筋条与模具之间设计有密封条;T型槽两侧的槽壁上设置密封槽,密封槽内 安装密封条,密封条可以避免预浸料固化过程中的树脂流动,造成局部树脂缺胶,也避免树 脂流入凹槽内,减小脱模难度,保证产品质量;T型筋条为干筋条,T型筋条上铺放湿蒙皮,干 筋条与湿蒙皮采用共胶接方式制成T型加筋壁板。 T型筋条包括腹板和缘条,将T型筋条腹板插入模具T型槽底部,缘条置于模具上。T 型筋条上设置定位孔A,模具上设置定位孔B,定位孔A和定位孔B配合使用,用以保证T型筋 条准确安装到模具上。T型筋条的定位孔A设置在缘条上,定位孔A的数量为两个,定位孔B的 位置和数量与定位孔A配合。 模具上T型槽设计有脱模斜角,T型槽之间间距与壁板上T型筋条间距一致。 3 CN 111590794 A 说 明 书 2/3 页 T型槽可以设置成一排或者多排;T型槽设置成多排时,T型槽构成一个槽矩阵,用 于制成带有多个T型筋条的加筋壁板。 模具可设计成整体为一个圆柱形,模具的侧壁上设置若干T型槽,用于制成内部由 若干T型筋条加强的整体复合材料桶段。 本发明的有益效果是:在使用干筋条-湿蒙皮方案,可以制造出筋条位置度、轴线 度高的复合材料加筋壁板;在T型缘条与模具接触位置设计有密封条,可以预浸料固化过程 中的树脂流失,造成蒙皮局部树脂缺胶,内部空隙等缺陷,也避免预浸料中树脂流入凹槽 内,避免T型槽与T型筋条粘连,减小了脱模难度,保证产品质量。;模具上T型槽设计有斜角, 保证脱模可行性;同时,通过该结构,也可以制造出内部带有T型加筋结构的回转结构复合 材料整体桶段。 附图说明 图1为模具T型槽上放置密封条的结构示意图; 图2为模具定位T型筋条示意图; 图3为铺放胶膜(未固化)示意图; 图4为铺放预浸料示意图; 图5为放置辅助材料及均压板示意图; 图6为单一复合材料T型加筋壁板示意图; 图7为多复合材料T型加筋壁板示意图之一; 图8为多复合材料T型加筋壁板示意图之二; 图9为整体复合材料桶段示意图; 图中,1-模具,2-密封槽,3-T型槽,4-定位孔B,5-密封条,6-T型筋条,7-定位销,8- 胶膜,9-预浸料,10-均压板,11-单一复合材料T型加筋壁板,12-多复合材料T型加筋壁板, 13-整体复合材料桶段。











