
技术摘要:
本发明提供了一种高压逃生艇试验舱和实舱更换的方法,涉及饱和潜水安全救生技术领域。步骤包括:逃生艇的上外壳选取切割线,切割线距离上外壳拐角大于150mm;沿切割线在切割处上外壳的外侧制作限位板,随后确定限位孔并固定螺栓螺母;拆卸螺栓和限位板,用吊带连接上壳 全部
背景技术:
高压逃生艇是一种将高压逃生舱与耐火型玻璃钢救生艇集成在一起、专门用于从 事饱和潜水的潜水员在减压过程中遭遇突发情况时逃生用的紧急救生、撤离装置。高压逃 生艇制作完成后需进行一系列的试验来验证其性能,特别是需按照MSC.81(70)的要求,需 进行碰撞试验等破坏性试验。由于高压逃生舱内装有很多精密仪器、仪表,价格昂贵,如在 高压逃生艇内安装实舱进行试验,可能会对仪器、仪表造成伤害,带来不必要的损失,所以 在试验时一般采用模拟试验舱来代替实舱来进行各项试验。试验完成后,再将试验舱更换 为高压逃生舱。 高压逃生艇的艇体材料多为玻璃钢,由下外壳、下内壳、上外壳、下内壳4个壳体组 成,制作时下外壳与下内壳、上外壳与上内壳分别合拢,合拢后的上、下壳体再通过螺栓机 械连接与玻璃钢糊制相结合的方式进行合拢。模拟试验舱的重量占高压逃生艇总重量的一 半以上,且在高压逃生艇内占据了大部空间,在将模拟试验舱更换为实际高压逃生舱时,没 办法将模拟试验舱从高压逃生艇已有的开口处取出,只能将高压逃生艇上壳取下来,再将 模拟试验舱从逃生艇顶部吊出来后安装实舱。 现有的实舱更换方法中,在取出试验舱时,会在原高压逃生艇上、下壳体合拢位置 进行拆除,即先将合拢时的固定螺栓卸下,再破坏合拢处糊制、粘接的玻璃钢后将上壳取 下,原合拢边处于上外壳、下外壳、下内壳三个玻璃钢壳体交汇连接处,为保证整个高压逃 生艇的水密性及强度,合拢边处玻璃钢已完全将上外壳、下外壳及下内壳粘接在一起形成 了一个整体,无论是分开还是换舱后重新修复,都需要处理三个壳体的连接,所以存在很大 的困难,这种拆卸方式相当费时费力,而且还会导致上外壳、下外壳及下内壳合拢边遭到严 重破坏。拆除后需重新对上、下壳合拢边重新进行修复,如破坏较严重,可能还要将上外壳 和下外壳已安装的舾装件拆掉,重新放置到各自的胎具中再进行修复。且由于玻璃钢材料 比金属材料刚性要差很多,修复后的上、下壳可能会出现很大的变形。合拢缝处螺栓固定在 预埋铁上,拆卸后再固定可能造成位置偏差,所以换舱后再合拢很难保证艇体的水密性。现 有的换舱方法,不仅增加了更换成本还费时费力,为此需要对现有的更换实舱的方法做进 一步的改进。
技术实现要素:
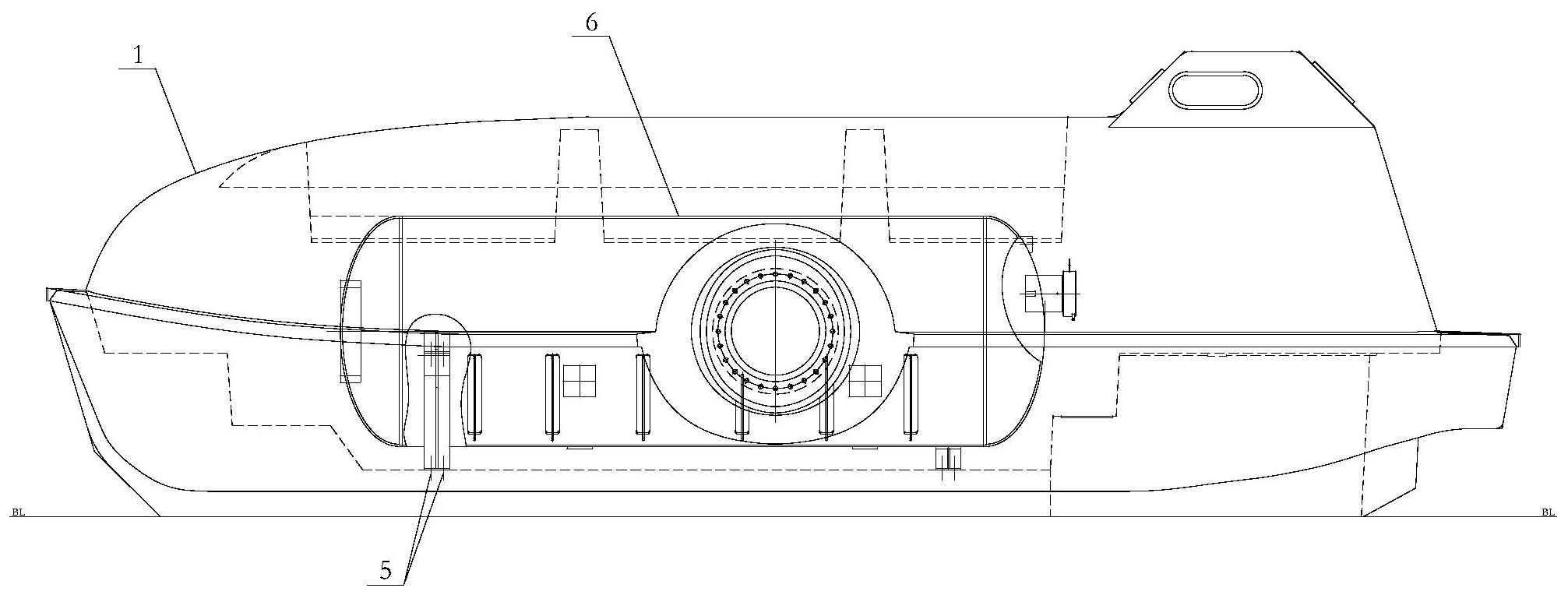
为了简化高压逃生舱的换舱过程,保证了逃生艇的水密性,使修复过程更加简便, 本发明提供了一种高压逃生艇试验舱和实舱更换的方法,具体技术方案如下。 一种高压逃生艇试验舱和实舱更换的方法,步骤包括: 步骤1.确定逃生艇的上外壳的切割线,所述切割线距离上外壳拐角大于150mm; 3 CN 111591410 A 说 明 书 2/4 页 步骤2.沿所述切割线在切割处上外壳的外侧制作多个限位板; 步骤3.确定限位孔,在限位板上钻设限位孔,并在限位孔处固定螺栓和螺母,标记 位置后拆卸螺栓和限位板; 步骤4.用吊带连接上壳体和吊车,并拉直吊带,沿切割线切割,切割后吊离切割部 分的上壳体; 步骤5.拆除高压逃生艇内的固定试验舱的固定螺栓,并将试验舱吊离逃生艇; 步骤6.将高压逃生舱吊入逃生艇内,位置对应后安装固定高压逃生舱; 步骤7.将切割部分的上壳体吊至切割前的安装位置,通过限位板和螺栓固定上壳 体; 步骤8.在上壳体以切割线为中心打磨出坡口,并在坡口处糊制连接固定,固化后 拆除限位板并处理上壳体的内侧,在上壳体的表面喷涂胶衣。 优选的是,高压逃生舱和试验舱的外形、尺寸及固定螺母安装位置均相同,所述逃 生艇的艇体外壳为玻璃钢材料。 优选的是,切割线沿上外壳的外表面划线,切割线为闭合的曲线,曲线包围切割部 分的上壳体。 优选的是,限位板沿艇体上壳体外表面糊制,贴合限位板和艇体上壳体外表面。 还优选的是,限位板之间的距离小于1.5m,限位板边缘距离切割线的长度大于 100mm,限位板覆盖切割线的长度大于300mm。 还优选的是,限位孔布置在限位板上,每个限位板上设置2个以上的限位孔,螺栓 穿过限位板和上壳体通过螺母固定。 进一步优选的是,上壳体的内侧在处理时以切割线为中心打磨出坡口,并在坡口 处糊制连接固定。 进一步优选的是,上壳体上的限位孔进行封堵,限位孔和切割线修补完成后打磨 修补处,并喷涂表面胶衣。 本发明提供的一种高压逃生艇试验舱和实舱更换的方法有益效果包括: (1)该方法简化了实舱更换的操作步骤,避免了对逃生艇上壳体、下壳体合拢处的 拆分和修复过程,以及各个舾装件的拆除和修复,从而节约成本并且省时省力。 (2)该方法通过限位板和限位孔的设置,限位板保持和上壳体一致的形状,使换舱 后上壳体切割部分修复时精确定位,还可以有效的控制玻璃钢艇体外壳变形,避免玻璃钢 变形造成合拢的尺寸偏差。 (3)切割位置在高压逃生艇原上、下壳合拢缝以上的单层玻璃钢板位置,使换舱后 玻璃钢壳体再修复时更加简便,而且避免了因为修复不当导致的艇内浸水,保证了换舱后 救生艇整体的强度性能。 (4)换舱完成后修补上壳体,在内外分别打坡口修补,能够保证上壳体修补后的整 体性,还可以恢复艇体强度,保证水密性。 附图说明 图1是高压逃生艇结构示意图; 图2是限位板的布置侧视图; 4 CN 111591410 A 说 明 书 3/4 页 图3是限位板的布置俯视图; 图4是限位孔安装螺栓示意图; 图中:1-上外壳,2-限位板,3-螺栓,4-螺母,5-固定螺栓,6-试验舱,7-切割线,8- 上、下壳固定螺栓,9-下外壳。











