
技术摘要:
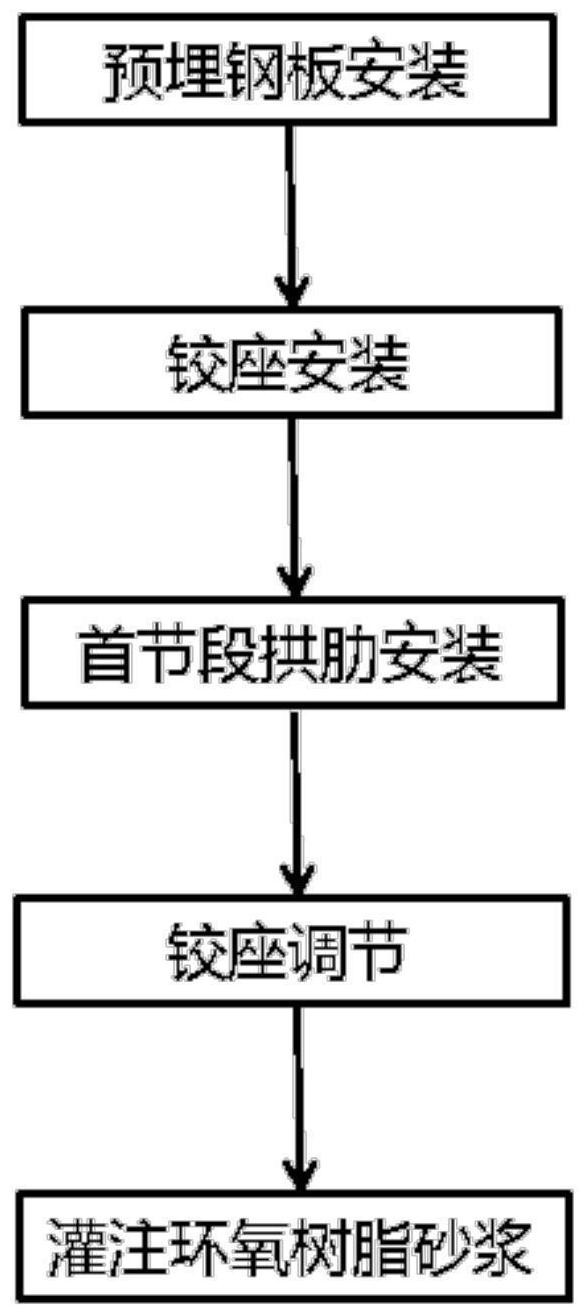
本发明涉及桥梁施工技术领域,特别涉及一种钢管拱肋首节段拱肋精确安装就位方法,其由预埋钢板安装、铰座安装、首节段拱肋安装、铰座调节和灌注环氧树脂砂浆五个步骤完成,通过拱肋侧缆风与扣索张拉精确调节首节段拱肋轴线与标高,使首节段拱肋轴线与标高满足要求后, 全部
背景技术:
】 首节段拱肋安装精度很大程度上受预埋钢板、铰座与铰轴三者之间联系的影响, 现有技术中,预埋钢板在安装过程中容易产生产生的变形,且铰座与预埋钢板采用完全焊 接的“非活动”连接方式安装,即铰座先焊接固定在预埋钢板上后,再将首节段拱肋的铰轴 安装到铰座上,导致后续调节首节段拱肋标高和轴线时,铰轴调整难度大。“非活动”连接方 式中铰座的定位精度要求高,铰座安装产生的误差会造成首节段拱肋安装产生误差,首节 段拱肋安装产生的误差会在后续吊装中线性增长,造成后续节段拱肋吊装整体误差偏大, 难以达到精调的理想效果,影响拱肋合龙。 【
技术实现要素:
】 鉴于上述内容,本发明提供一种钢管拱肋首节段拱肋精确安装就位方法,可以简 单精确地调整铰轴,有效调节首节段拱肋安装精度,直至标高和轴线满足控制要求。 本发明采用的技术方案是:一种钢管拱肋首节段拱肋精确安装就位方法,包括如 下步骤: (1)预埋钢板安装:预埋钢板的宽度比铰座的尺寸宽,预埋钢板的下表面焊接锚固 钢筋,浇筑拱座时安装预埋钢板,使预埋钢板安装于拱座上,锚固钢筋通过混凝土浇筑固定 于拱座内,预埋钢板的加工与安装过程进行平整度检测,保证锚固钢筋焊接前后与混凝土 浇筑前后预埋钢板的平整度良好; (2)铰座安装:通过测量在预埋钢板的上表面画线定位铰座的安装位置,并在预埋 钢板的上表面焊接定位板用于定位铰座的安装位置,然后采用工作索或吊车将铰座安装于 预埋钢板的上表面,用水平仪、全站仪同步控制其水平方向安装精度,铰座安装定位后再在 预埋钢板的上表面焊接铰座限位板对铰座进行限位; (3)首节段拱肋安装:首节段拱肋起吊后,用缆索吊机吊运首节段拱肋进行基本就 位,首节段拱肋的铰轴初步安装就位到铰座后,在铰座上焊接铰轴限位板对首节段拱肋的 铰轴的端面进行限位,观测首节段拱肋轴线和标高,调节拱肋侧缆风与扣索分级张拉,精确 调节首节段拱肋轴线与标高,使首节段拱肋轴线与标高满足要求; (4)铰座调节:确认铰轴与铰座之间存在间隙的地方,并将调节钢板焊接在间隙外 侧的铰座上,然后将千斤顶顶在调节钢板和预埋钢板之间,再用切割机对千斤顶两侧的铰 座限位板进行切割,解除其对铰座竖直方向的限位,启动千斤顶调节铰座,使铰座与铰轴接 缝密贴,对铰座与预埋钢板之间的局部空隙填塞和点焊固定,同步复测拱肋轴线与标高; (5)灌注环氧树脂砂浆:铰座调整到位后将铰座与预埋钢板焊接,左右侧留排气 孔,上部留灌浆孔,并向预埋钢板与铰座间的空隙灌注环氧树脂砂浆,填充密实,完成首节 3 CN 111608087 A 说 明 书 2/3 页 段拱肋安装。 进一步地,步骤(1)中,预埋钢板安装前,在预埋钢板的下表面的内侧和外侧分别 点焊型钢进行加劲处理,防止拱座混凝土浇筑时,预埋钢板凸起变形。 进一步地,步骤(4)中,千斤顶采用螺旋千斤顶,将千斤顶的摇杆连接到千斤顶的 旁边圆环内,手摇转动推动千斤顶的升降套筒使千斤顶顶升,将顶推力传递给铰座,直至铰 座与铰轴贴合。 进一步地,步骤(4)中,铰座与铰轴接缝密贴后,用楔形钢块填塞铰座与预埋钢板 之间的局部空隙,并将楔形钢块焊接于铰座和预埋钢板。 进一步地,步骤(3)中,利用全站仪及拱肋上下弦管外侧安装的标杆对首节段拱肋 轴线进行观测。 进一步地,步骤(3)中,首节段拱肋标高在上弦管安装棱镜后用全站仪进行观测。 进一步地,步骤(1)中,预埋钢板下料时比铰座的尺寸宽至少10cm。 由于采用上述技术方案,本发明的有益效果为: 本发明的钢管拱肋首节段拱肋精确安装就位方法由预埋钢板安装、铰座安装、首 节段拱肋安装、铰座调节和灌注环氧树脂砂浆五个步骤完成;预埋钢板的尺寸比铰座的尺 寸宽以便铰座的定位板和限位板的焊接;利用水平仪和全站仪控制铰座的水平方向的安装 精度并焊接铰座限位板固定;使用缆索吊装首节段拱肋初步就位,利用拱肋侧向缆风及扣 索张拉精确调节首节段拱肋轴线与标高,使首节段拱肋轴线与标高满足要求;精确就位后 利用千斤顶调节铰座与铰轴密贴,使得铰座支撑铰轴,焊接铰座与预埋钢板并预留灌浆孔 和排气孔,焊接完成后立即灌注环氧树脂砂浆填充密实,使得铰座牢固支撑在预埋钢板上。 本发明的钢管拱肋首节段拱肋精确安装就位方法通过拱肋侧缆风与扣索张拉精确调节首 节段拱肋轴线与标高,使首节段拱肋轴线与标高满足要求后,再通过千斤顶对铰座进行调 整,使得铰座与铰轴密贴,首节段拱肋标高和轴线的调整方便精确,对铰座的定位精度要求 低,铰座安装的误差对首节段拱肋安装的精度影响小。 【附图说明】 图1是本发明的一种钢管拱肋首节段拱肋精确安装就位方法的流程图; 图2是本发明的一种钢管拱肋首节段拱肋精确安装就位示意图; 其中,1-预埋钢板,2-铰座,3-首节段拱肋,4-定位板,5-铰座限位板,6-铰轴,7-铰 轴限位板,8-调节钢板,9-千斤顶。 【











