
技术摘要:
一种用于烟草产业的压紧单元(1)包括传送机转筒(2),该传送机转筒(2)构造成传送垂直于进给方向配置的部段组(100)。第一压紧机(6)和第二压紧机分别具有第一接触部分(9)和第二接触部分(11)。第一接触部分(9)和第二接触部分(11)适于在压紧工位(5)中分别与正在传递的部段组( 全部
背景技术:
术语“棒状吸烟制品”用于表示主要沿纵向方向或轴向方向延伸的多种产品或吸 烟制品,比如举例来说雪茄、小雪茄、包括电子烟的卷烟等。 根据第一应用示例,本发明可以在组成复合滤嘴的机器和方法中使用。实际上,已 知通过并置两个或多个具有不同属性、具体是不同过滤属性的滤嘴部段来获得复合滤嘴。 为此目的,已知有组合单元,在此类组合单元中,来自各个储罐的各个部段例如通过一系列 带凹槽的辊而沿横向于各部段的纵向轴线的方向被传递至设有周界凹槽的单个接纳传送 机。这些部段根据预定的轴向顺序而被放置在传送机的每个周界凹槽中,以在传送机的出 口处形成一组部段。然后将这些部段组例如通过旋转传递装置传递至成形梁,这些部段组 沿着该成形梁在平行于它们的纵向轴线的方向上前进,并且将它们包裹在包裹材料幅材 中,以形成连续的过滤棒。 然后,通过位于成形梁下游的切割单元将连续的滤嘴棒切割成单个复合滤嘴或双 重复合滤嘴。 根据本申请的第二示例,本发明可以用于被称为滤嘴端附接机的机器中使用,以 及在用于由卷烟部段和双重滤嘴制造的、由双重卷烟限定的半成品的制造方法中使用。在 现有技术的滤嘴端附接机中,例如通过将由双重卷烟部段横向切成两半而获得的两个轴向 对准的卷烟部段轴向间隔开,以使得在它们沿着横向于纵向轴线的方向运动时,可以在它 们之间放置一个双重滤嘴。其间插设有双重滤嘴的两个卷烟部段的组合形成一组卷烟部 段,然后通过滚动将胶纸连接条带施加至该组卷烟部段,以形成半成品、即双重卷烟。一旦 形成双重卷烟,使它们接连地前进通过切割工位,在该切割工位处,它们被横向切割成两 半,以获得两排相对定向的单根卷烟。 在这两种现有技术应用场合中,每组部段都优选地沿轴向方向被压紧以消除两个 相邻部段之间的任何空档。实际上,这种空档会对成品质量产生负面影响。 压紧装置是已知的,这些压紧装置在部段组自身的成形完成的区域与半成品开始 形成的区域之间沿着该部段组的传递路径配置。在用于组成复合滤嘴的机器的情况下,压 紧装置可能位于组合单元的下游、例如在递送转筒处。在滤嘴端附接机的情况下,压紧装置 可位于递送转筒处,该传递转筒在施加连接条带的装置和滚动装置的上游。 压紧装置是已知的,此类压紧装置包括两个刚性板,这两个刚性板配置在该部段 组的相对两端处,从而沿轴向方向将它们略微压缩。更具体地,两个刚性板配置成彼此间隔 4 CN 111615339 A 说 明 书 2/8 页 开一定距离,该距离小于部段组的理论长度,使得如果部段组的长度小于理论长度,则甚至 在压紧装置的下游处,在部段之间也没有空档。 在滤嘴端附接机的情况下,这种压缩会被卷烟部段吸收,该卷烟部段比双重滤嘴 更长、更顺应。在任何情况下,该压缩都会导致卷烟部段变形,这可能对最终产品的质量产 生负面影响。 然而,在用于组成复合滤嘴的机器中,可能不存在能够吸收由压紧装置产生的压 缩的部段。由于不能吸收压缩,头这些部段朝向包含着它们的凹槽的外侧移位,因此在部段 组的将要施加连接条带的部分中产生尖。申请人发现,将连接条带施加在尖头上导致在随 后的滚动期间起皱。 文献WO2017/068479描述了一种用于使棒状制品居中的装置,并且该装置设有推 动器,该推动器在制品上轴向地操作,以沿着包含着制品的凹槽改变其位置。两个推动器都 摆动,并且通过弹簧与制品保持接触。 文献WO2017085658描述了一种用于使棒状制品居中的装置,并且该装置设有安装 在臂上的板,该臂弹性地保持与正在传递转筒上传递的制品的接触。 这些居中装置不能保证部段组相对于后续加工工位的位置的可重复性,这不利地 反映在最终产品的质量上。
技术实现要素:
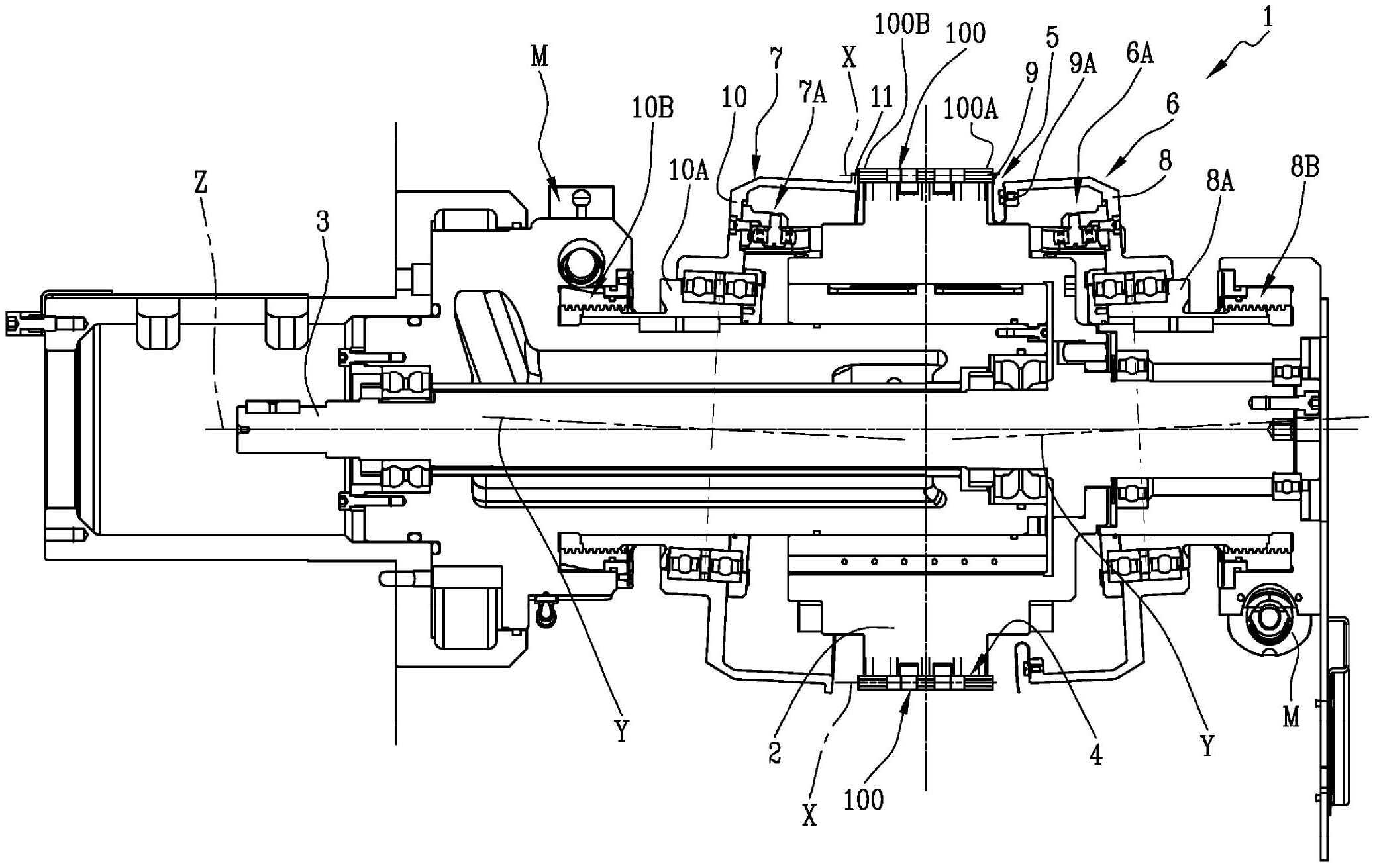
本发明因此具有以下目的:提供一种用于烟草产业的压紧单元和方法,以克服以 上参考现有技术所描述的缺点。 更具体地,本发明的目的是提供一种压紧单元和压紧方法,其能够消除对部段过 度压缩的负面影响,同时保证高质量的最终产品。 本发明还具有以下目的:提供一种压紧单元,该压紧单元在线地并以高速对棒状 吸烟制品进行操作,而不会干扰生产线的其余部分。最后,本发明具有以下目的:提供一种 用于在高速下操作、并因此可应用于烟草产业的压紧方法。 上述目的由具有在一项或多项所附权利要求中阐述的特征的用于烟草业的压紧 单元和方法来实现。 具体地,根据其第一方面,本发明涉及根据权利要求1所述的用于烟草产业的压紧 单元,并且根据其第二方面,本发明涉及根据权利要求10所述的可用于烟草产业的压紧方 法,该压紧单元和压紧方法用于轴向压紧棒状部段。 有利地,由于存在沿着部段组的轴向顺应的、优选地弹性顺应的第一接触部分,因 此可以最小化或者甚至完全消除过度压缩部段或使部段径向错位的风险。进一步地,第二 接触部分沿着部段组的轴向方向限定刚性的邻接部的事实确保了每组部段被正确地定位 在随后的加工工位中。 在一个或多个前述方面中,本发明可包括以下描述的一个或多个特征。 优选地,传送机包括至少一个旋转构件,该旋转构件绕进给轴线旋转并且构造成 使容纳凹槽沿着进给路径运动。更优选地,旋转构件是传送机转筒,该传送机转筒设有容纳 凹槽,这些容纳凹槽在传送机转筒自身的外罩上平行于进给轴线。替代地,旋转构件是皮带 式传送机的返回和/或驱动元件:例如皮带轮或返回滚轮。 5 CN 111615339 A 说 明 书 3/8 页 优选地,第一压紧机包括压紧构件,第一接触部分安装或形成在该压紧构件上。更 优选地,第一压紧机的压紧构件具有带周向边缘的杯形状,第一接触部分周向地配置在该 周向边缘处。 优选地,第一接触部分固有地是顺应的。替代地或附加地,第一接触部分顺应地安 装在第一压紧机的压紧构件上。优选地,第一接触部分由层合弹簧限定,该层合弹簧通过连 接装置、例如螺纹元件安装在第一压紧机的压紧构件上,使得具有第一臂和第二臂,第一臂 安装在压紧构件上,第二臂由于在压紧工位中与正在传递的第一组的第一轴向端部相互作 用而相对于第一臂摆动。或者,第一接触部分由以下的一个或多个限定:例如由橡胶或其它 顺应材料制成的衬垫;可抵抗弹性力而运动的插塞;可抵抗气压或液压力而运动的插塞。 优选地,第一接触部分的一系列接触表面被接连地带到压紧工位。例如,第一压紧 机包括压紧构件,该压紧构件可运动成使得将第一接触部分的一系列接触表面接连带到压 紧工位。更优选地,第一压紧机的压紧构件绕压紧轴线旋转,并且第一接触部分绕压紧轴线 周向配置。 优选地,第一压紧机的压紧构件绕传送机的进给轴线配置。更优选地,第一压紧机 的压紧构件的压紧轴线相对于传送机的进给轴线倾斜,使得相应的第一接触部分可以定位 成与穿过压紧工位的至少一组部段的第一轴向端接触。 优选地,第一接触部分在压紧工位处配置在距传送机、优选地距传送机转筒的最 小距离处,并且在与压紧工位径向相对的位置处配置在距传送机、优选地距传送机转筒的 最大距离处。 优选地,第一压紧机的压紧构件的位置可根据部段组的长度朝向或远离压紧工位 地调节。因此,第一接触部分的位置可根据部段组的长度朝向或远离压紧工位地调节。更优 选地,第一压紧机包括滑动件,该滑动件可沿平行于传送机的进给轴线的方向滑动并且支 承第一压紧机的压紧构件。 优选地,第一压紧机的压紧构件由传送机、具体是由传送机转筒驱动,以使得将第 一接触部分的一系列接触表面接连地带到压紧工位。 优选地,第二压紧机包括压紧构件,第二接触部分安装或形成在第二压紧机、优选 地是第二压紧机的压紧构件上。更优选地,第二压紧机的压紧构件具有带周向边缘的杯形 状,第二接触部分周向地配置在该周向边缘处。 优选地,第二接触部分的一系列接触表面被接连地带到压紧工位。例如,第二压紧 机包括压紧构件,该压紧构件可运动成使得将第二接触部分的一系列接触表面接连地带到 压紧工位。更优选地,第二压紧机的压紧构件绕压紧轴线旋转,并且第二接触部分绕压紧轴 线周向配置。 优选地,第二压紧机的压紧构件绕传送机的进给轴线配置。更优选地,第二压紧机 的压紧构件的压紧轴线相对于传送机的进给轴线倾斜,使得相应的第二接触部分可以定位 成与穿过压紧工位的至少一组部段的第二轴向端接触。 优选地,第二接触部分在压紧工位处配置在距传送机、优选地距传送机转筒的最 小距离处,并且在与压紧工位径向相对的位置处配置在距传送机、优选地距传送机转筒的 最大距离处。 优选地,第二压紧机的压紧构件的位置可根据部段组的长度朝向或远离压紧工位 6 CN 111615339 A 说 明 书 4/8 页 地调节。因此,第一接触部分的位置可根据部段组的长度朝向或远离压紧工位地调节。更优 选地,第二压紧机包括滑动件,该滑动件可沿平行于传送机的进给轴线的方向滑动,并且支 承第二压紧机的压紧构件。 优选地,第二压紧机的压紧构件由传送机、具体是由传送机转筒驱动,以使得将第 二接触部分的一系列接触表面接连地带到压紧工位。 优选地,压紧单元包括两个压紧构件,这两个压紧构件分别形成第一压紧机和第 二压紧机的一部分,并且绕相应的压紧轴线旋转,这些压紧轴线相对于传送机、具体是传送 机转筒的进给轴线以相等且相反的角度倾斜。 附图说明 参照示出本发明的非限制性的实施例的附图来描述本发明,并且在附图中: –图1是用于制造复合滤嘴的机器的第一实施例的示意图,并且可以将根据本发明 的压紧单元和方法应用于该机器; –图2是用于制造复合滤嘴的机器的第二实施例的示意图,并且可以将根据本发明 的压紧单元和方法应用于该机器; –图3是滤嘴端附接机的实施例的示意图,并且可以将根据本发明的压紧单元和方 法应用于该机器; –图4示意性地示出了根据本发明的压紧单元的剖视图; –图5示意性地示出了烟草产业的用于制造棒状吸烟制品的半成品、具体是双重卷 烟; –图6示意性地示出了烟草产业的用于制造棒状吸烟制品的半成品、具体是双重复 合滤嘴。











