
技术摘要:
本发明公开一种塑料杯包装系统,包括机架、分层叠杯机构、分杯推杯机构、移送机构及制袋包装机构,该分层叠杯机构包括至少二由多个并排设置的弧形叠杯滑道组成的弧形叠杯架,该分杯推杯机构包括杯筒组、杯叉组件及移动组件,该杯筒组包括对应弧形叠杯滑道设置的杯筒, 全部
背景技术:
塑料杯从片材在模具上被冲剪下来后,大多自由散落在一包装平台上,再由人工 进行整理、计数、叠杯、用气枪吹扫、用气塑成型好的外袋包装。但是由于采用人工进行后续 包装操作,工作量大、劳动强度高、生产效率低,且对于操作人员的熟练程度要求高,同时物 流周转场地要宽敞,生产成本高,不利于生产包装的发展。 鉴于此,有必要提供一种可解决上述缺陷的塑料杯包装系统以对冲剪后的塑料杯 进行整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度,提高生产效率。
技术实现要素:
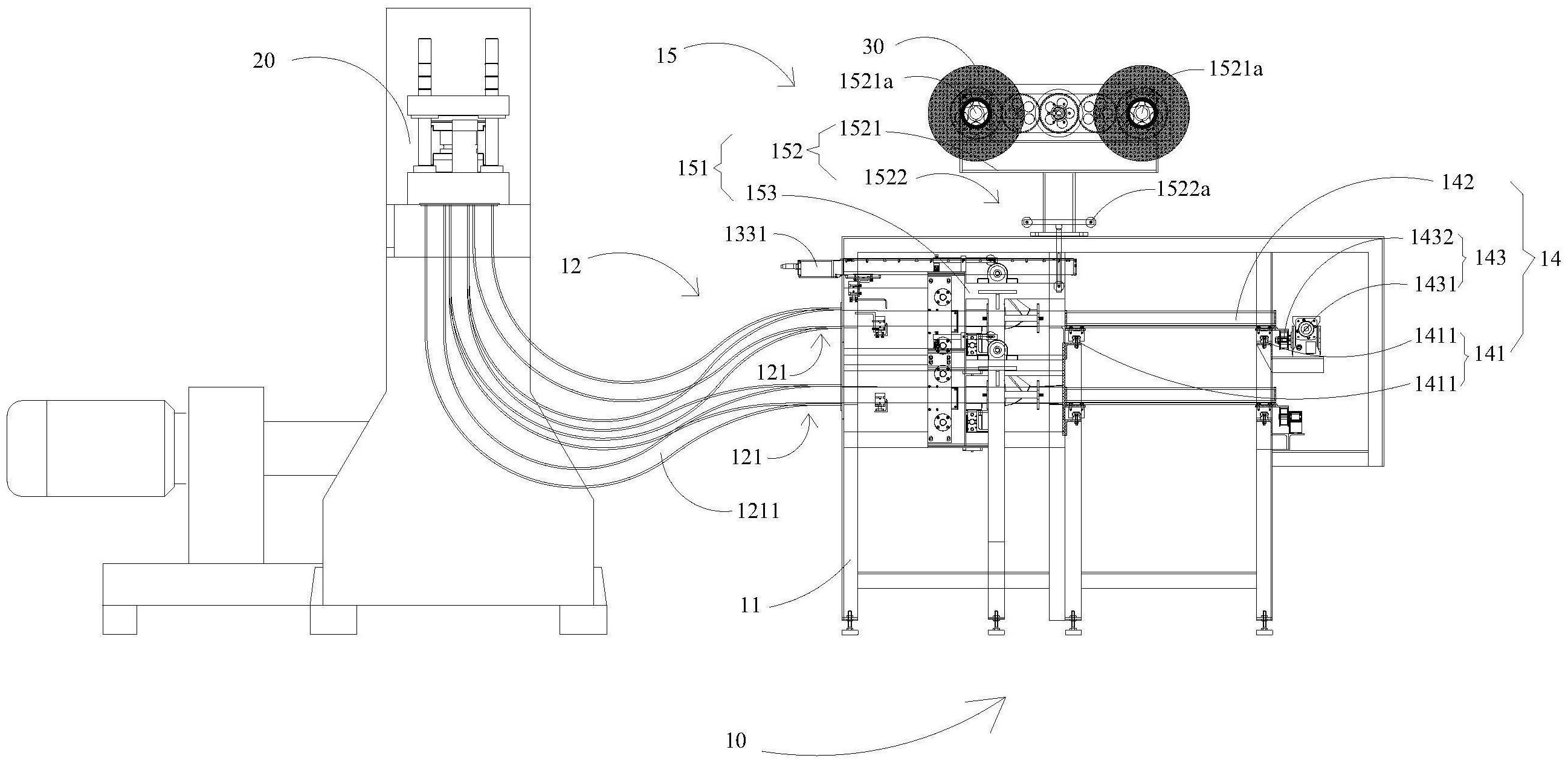
本发明所要解决的技术问题提供一种塑料杯包装系统以对冲剪后的塑料杯进行 整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度,提高生产效率。 为解决上述技术问题,本发明采用如下所述的技术方案:一种塑料杯包装系统,与 塑料杯冲剪机连接,包括机架、分层叠杯机构、分杯推杯机构、移送机构及制袋包装机构,所 述分层叠杯机构设置于所述机架的一端而与所述塑料杯冲剪机的冲剪模具的出杯孔连接, 包括至少二上下对应设置的弧形叠杯架,以引导冲剪后的塑料杯分层传输并堆叠形成塑料 杯杯条,每一所述弧形叠杯架包括多个并排设置的弧形叠杯滑道;所述分杯推杯机构设置 于所述机架上且位于所述分层叠杯机构的输出端,包括有对应每一弧形叠杯架设置的杯筒 组、设置于每一杯筒组的输入端的杯叉组件及移动组件,每一所述杯筒组包括多个分别对 应每一弧形叠杯滑道而并排设置的杯筒;每一所述杯叉组件包括分别设置于对应的杯筒组 上方及下方的动叉组及定叉组,所述动叉组相对于杯筒组的输入端的上端部上下移动,所 述定叉组相对于杯筒组的输入端的下端部上下移动以将塑料杯杯条分段;所述移动组件包 括安装于机架上的直线导轨及电缸,所述直线导轨及电缸均沿杯筒组的传输方向设置于所 述机架上,所述直线导轨及电缸上均套设有滑块,所述动叉组分别与电缸上的滑块及直线 导轨上的滑块连接,以根据电缸的驱动带动动叉组沿直线导轨滑动;所述移送机构设置于 所述机架上且位于所述分杯推杯机构的输出端,用于接收堆叠推送后的塑料杯杯条并移送 传输,包括对应每一杯筒组沿杯筒组的杯筒并排设置的方向设置于所述机架上而位于对应 杯筒组输出端的横向导轨组及对应每一杯筒组设置的杯笼组,所述杯笼组通过移动滑块设 置于对应的横向导轨组上以沿横向导轨组滑动,每一所述杯笼组包括多个分别对应于每一 杯筒并排设置的杯笼;所述制袋包装机构设置于所述机架上且位于所述分杯推杯机构的输 出端,包括对应每一杯笼组设置的制袋模块及对应每一制袋模块设置的入袋模块,所述制 袋模块包括卷膜组件及制袋成型组件,所述卷膜组件用于将包装膜引导至制袋成型组件, 所述制袋成型组件设置于移送机构的一侧,用于将包装膜制成包装袋;所述入袋模块包括 对应每一制袋成型组件且设置于所述机架上的推杆及与所述推杆连接的无杆气缸,以通过 4 CN 111591515 A 说 明 书 2/8 页 无杆气缸驱动推杆移动而将杯笼内的塑料杯杯条推至制袋成型组件制成的包装袋内。 其进一步技术方案为:所述塑料杯包装系统还包括有装箱机构,设置于所述制袋 包装机构的输出端,包括输送机构及箱体,所述箱体设置于输送机构的一端的下方,以使装 袋后的塑料杯杯条沿输送机构传送至箱体内。 其进一步技术方案为:所述机架对应于每一所述制袋成型组件的出料口设置有一 翻板,用于接收装袋后的塑料杯杯条并将其翻转落入输送机构。 其进一步技术方案为:每一所述定叉组包括分杯气缸及沿所述杯筒并排设置的方 向横设于对应杯筒组下方而面向杯筒组的分杯叉,所述分杯气缸安装于机架上且位于对应 的杯筒组的输入端,所述分杯气缸的气缸杆与分杯叉连接以控制分杯叉相对于杯筒组的输 入端的下端部上下移动。 其进一步技术方案为:每一所述动叉组包括拨杯气缸、沿所述杯筒并排设置的方 向横设于对应杯筒组上方而面向杯筒组的拨杯叉及动叉架,所述动叉架分别与电缸上的滑 块及直线导轨上的滑块连接,所述拨杯气缸安装于动叉架上且与拨杯叉连接以控制拨杯叉 相对于杯筒组的输入端的上端部上下移动且沿直线滑轨移动。 其进一步技术方案为:所述移送机构还包括对应每一横向导轨组设置的驱动组 件,所述横向导轨组包括至少一横向导轨,所述驱动组件位于横向导轨组的外侧,包括驱动 伺服电机、减速箱、同步带轮及同步带,所述同步带轮的数目为两个,二所述同步带轮通过 所述同步带传动连接,所述杯笼组固定于对应的同步带上,所述驱动伺服电机设置于对应 的横向导轨组的外侧且安装于机架上,其电机轴通过所述减速箱与其中一同步带轮传动连 接,以根据驱动伺服电机控制同步带轮转动而使同步带移动带动杯笼组沿横向导轨组移 动。 其进一步技术方案为:所述制袋成型组件包括制袋成型器、中封轮组、横向封口器 及切刀,所述制袋成型器用于将平面的包装膜折叠成型,其内设置有压缩空气加热器以对 成型的包装膜进行加热,所述中封轮组设置于制袋成型器的出料口,以对包装膜进行封合 而形成圆筒状的包装膜,包括两并排水平设置的中封轮,其中一中封轮套设于一中封伺服 电机的电机轴上,所述中封轮组设置于所述制袋成型器的出料口的下方;所述横向封口器 呈垂直设置于所述机架上而位于制袋成型器的出料口以对包装膜的端口进行封合,包括二 分别相对设置于制袋成型器的出料口两侧的横封压头,每一所述横封压头均与横封气缸连 接以相对运动,其中一所述横封压头内设置有所述切刀,所述切刀的刀背朝外且连接有一 切刀气缸,另一所述横封压头内对应于切刀形成有供切刀穿过的刀槽。 其进一步技术方案为:所述卷膜组件安装于所述机架上,包括放卷架及牵引导辊 组,所述放卷架用于承载包装膜卷,包括二平行设置的挂卷轴,所述牵引导辊组用于将所述 放卷架承载的包装膜卷的包装膜牵引至对应的制袋成型器,包括至少二引膜辊。 其进一步技术方案为:每一所述杯笼采用多条不锈钢条间隔排布围合后其两端通 过连接条固定制得。 其进一步技术方案为:所述机架上对应于每一制袋成型器的进料口的上方形成有 吹气杆,所述吹杯杆的底面均匀分布有多个吹气孔,以吹气而吹除所述杯笼内的塑料杯杯 条上的杂质。 本发明的有益技术效果在于:本发明塑料杯包装系统通过设置分层叠杯机构将冲 5 CN 111591515 A 说 明 书 3/8 页 剪后的塑料杯分层传输并堆叠形成塑料杯杯条,通过利用分杯推杯机构的定叉组以限定每 段塑料杯杯条内塑料杯的数目,配合动叉组以将塑料杯杯条推送至移送机构以移送至制袋 包装机构进行包装入袋,且所述制袋包装机构通过设置制袋模块以利用制袋成型组件将卷 膜组件承载引导的包装膜制成包装袋并通过入袋模块以将塑料杯杯条推入包装袋内,实现 对冲剪后的塑料杯进行整理、叠杯及包装,无需大量人工投入,减少工作量,降低工作强度, 提高生产效率。 附图说明 图1是本发明塑料杯包装系统一实施例的主视图; 图2是图1所示塑料杯包装系统的分杯推杯机构及移送机构的主视图; 图3是图2所示A部分的放大示意图; 图4是图2所示B部分的放大示意图; 图5是图2所示塑料杯包装系统的移送机构的杯笼组的移动位置示意图; 图6是图5所示C部分的放大示意图; 图7是图1所示塑料杯包装系统的制袋成型组件的结构示意图; 图8是图7所示塑料杯包装系统的制袋成型组件的主视图; 图9是图7所示塑料杯包装系统的制袋成型组件的右视图; 图10是图7所示塑料杯包装系统的制袋成型组件的左视图; 图11是图7所示塑料杯包装系统的制袋成型组件的仰视图; 图12是图11所示D部分的放大示意图; 图13是本发明塑料杯包装系统另一实施例的俯视图; 图14是图13所示塑料杯包装系统省略塑料杯冲剪机后的左视图。











