
技术摘要:
一种金属箔材软连接焊接工艺,包括:准备由多个所需形状的金属箔材叠合而成的软连接半成品,并在该所述软连接半成品上定义多个焊接区;将所述软连接半成品置于所需的焊接设备的焊接模具上,其中,焊接模具上设有与所述软连接半成品的多个焊接区对应的多个用于压合焊接 全部
背景技术:
金属箔材软连接,一般主要为铜带软连接和铝带软连接。其中,以铜带软连接为 例,具体地,铜带软连接是指多个薄铜带两端焊接在一起的导电件。同时,铜带软连接可用 于变压器安装、高低压开关柜、真空电器、封闭母槽、发电机与母线、整流设备、整流柜与隔 离开关之间的连接及母线之间的连接,其可以提高导电率,调整设备之间的安装误差,同时 还可以起到工作补偿、方便试验和设备检修等作用。将多个薄铜带两端焊接在一起的装置 就是铜带软连接的焊接装置,但是,目前这种焊接装置在将多个薄铜带两端焊接或者将多 个薄铜带进行多处焊接时,都是只能将多个薄铜带的焊接区逐一进行焊接,而这种操作,不 但效率低下,而且逐一进行焊接容易招来焊接缺陷。 因此,有必要提供一种技术手段以解决上述缺陷。
技术实现要素:
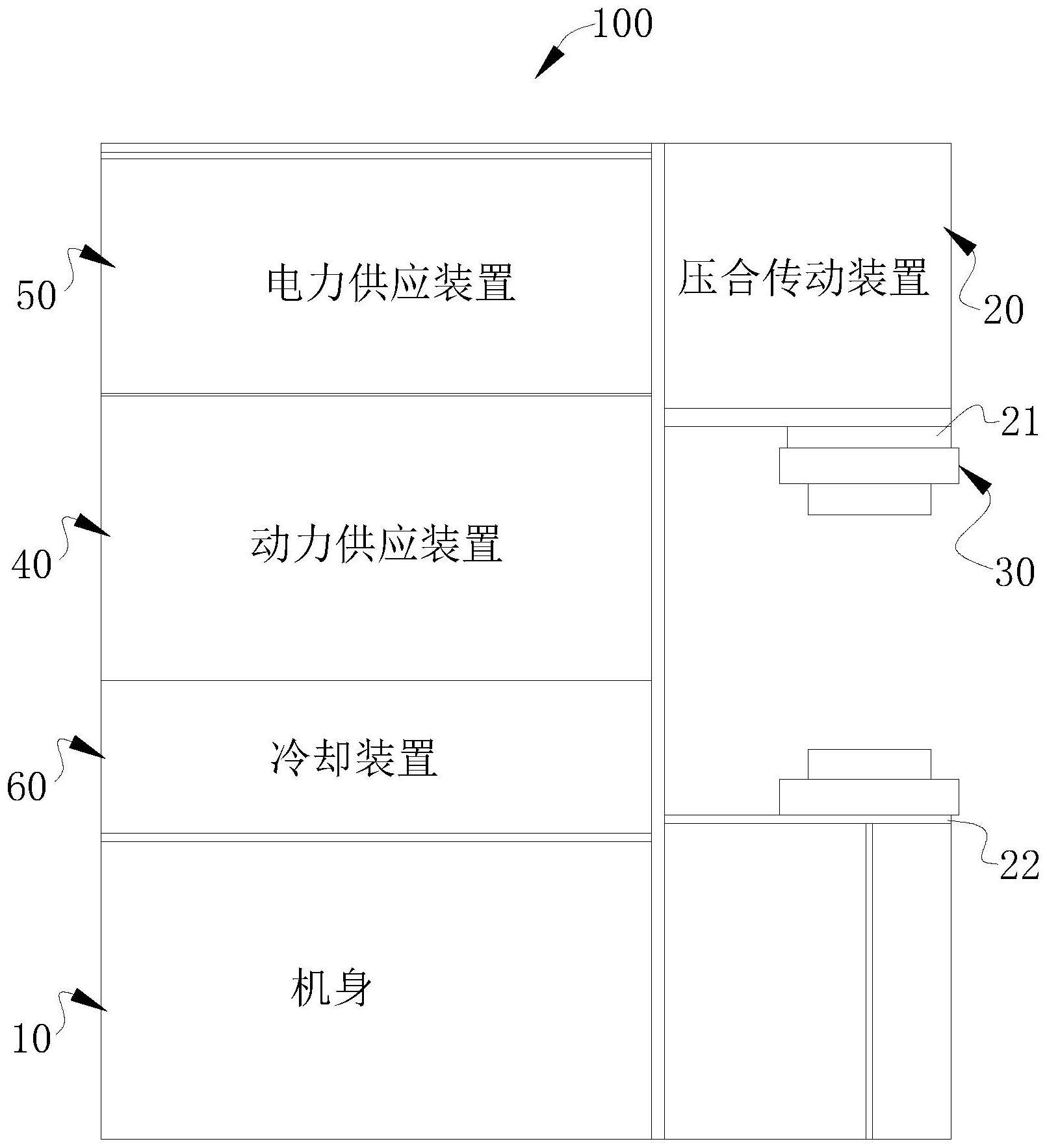
本发明的目的在于克服现有技术之缺陷,提供一种金属箔材软连接焊接工艺及金 属箔材软连接焊接设备,以解决现有技术中只能将多个薄铜带的焊接区逐一进行焊接而导 致效率低下、容易招来焊接缺陷的问题。 本发明是这样实现的,一种金属箔材软连接焊接工艺,包括: 准备由多个所需形状的金属箔材叠合而成的软连接半成品,并在该所述软连接半 成品上定义多个焊接区; 将所述软连接半成品置于所需的焊接设备的焊接模具上,其中,所述焊接模具上 设有与所述软连接半成品的多个焊接区对应的多个用于压合焊接的压合焊接组件; 由所述焊接模具的多个压合焊接组件对所述软连接半成品的多个焊接区进行同 时压合焊接,以使所述软连接半成品的多个焊接区能够一次性同时焊接连接; 将已压合焊接的所述软连接半成品置于指定位置处。 本发明还提供一种金属箔材软连接焊接设备,包括: 机身; 压合传动装置,所述压合传动装置设于所述机身上,用于供需要被推动的部件设 置,并推动该部件压合指定的软连接半成品; 焊接模具,所述焊接模具设于所述压合传动装置上,且所述焊接模具上设有与所 述软连接半成品的多个焊接区对应的多个用于压合焊接的压合焊接组件,以用于对所述软 连接半成品的多个焊接区进行同时压合焊接,而使所述软连接半成品的多个焊接区能够一 次性同时焊接连接; 动力供应装置,所述动力供应装置设于所述机身上,并与所述压合传动装置连接, 4 CN 111570986 A 说 明 书 2/6 页 用于给所述压合传动装置提供动力,以使所述压合传动装置能够推动设于其上的部件; 电力供应装置,所述电力供应装置设于所述机身上,并与所述焊接模具连接,用于 向所述焊接模具供应所需的电力,以使该所述焊接模具的压合焊接组件能够对所述软连接 半成品的多个焊接区进行同时焊接; 冷却装置,所述冷却装置设于所述机身上,并与所述焊接模具连接,用于对所述焊 接模具于焊接工作时进行冷却; 控制装置,所述控制装置设于所述机身上,并分别与所述压合传动装置、所述动力 供应装置、所述电力供应装置及所述冷却装置电连接,用于分别控制所述压合传动装置、所 述动力供应装置、所述电力供应装置及所述冷却装置工作。 与现有技术相比,本发明的有益效果是: 由于焊接模具上设有与软连接半成品的多个焊接区对应的多个用于压合焊接的 压合焊接组件,据此,当焊接装置在将多个薄铜带两端焊接或者将多个薄铜带进行多处焊 接时,焊接模具的多个压合焊接组件可以对软连接半成品的多个焊接区进行同时压合焊 接,以使软连接半成品的多个焊接区能够一次性同时焊接连接,不但提高生产效率,而且也 有利于减少焊接问题的出现。 附图说明 图1为本发明实施例的金属箔材软连接焊接设备的示意图; 图2为本发明实施例的金属箔材软连接焊接设备的电路连接示意框图; 图3为本发明实施例的金属箔材软连接焊接设备的焊接模具的示意图; 图4为本发明实施例的金属箔材软连接焊接设备的焊接模具焊接软连接半成品的 多个焊接区的示意图; 图5为本发明实施例的金属箔材软连接焊接设备的动力供应装置的结构示意图; 图6为本发明实施例的金属箔材软连接焊接设备的电力供应装置的结构示意图; 图7为本发明实施例的金属箔材软连接焊接设备的冷却装置的结构示意图; 图8为本发明实施例的金属箔材软连接焊接工艺的流程框图。











