
技术摘要:
本发明提供一种风送多通道光电识别选叶除杂系统及方法,包括第一烟叶输送机,烟叶摊薄输送机,风力松散除杂机,第二烟叶输送机,风力调姿除杂机,风送、识别、剔出装置,叶气分离器。实现了多级、高效、高质量地自动化剔除青烟、霉烟及非烟杂物,自动化选出等级烟和非 全部
背景技术:
烟叶选叶,也称为烟叶精选,是一种对烟叶进行纯净化加工及处理的过程,其目的 是剔除青、霉、杂烟叶及非烟杂物,同时分选出不同等级的烟叶,以便进行后序的打叶配方, 稳定产品质量、提高产品品质。目前,烟叶选叶主要采用人工摊位拣选或皮带输送机流水线 拣选,操作过程都是人工将烟叶分散开,进行一片一片的等级分辨,将不同等级的烟叶区 分、拣选出来。这种方式对产品质量的影响主要有以下几点: 1、拣选全部由人工完成,需要投入大量人力资源; 2、产品质量取决于人眼识别,主观决定因素较大,选错率高; 3、工人的劳动强度大,长时间疲劳工作更加大了选错率; 4、人员技术水平参差不齐,不同的人又会受心情、身体素质、主观感情等因素影响,造 成分选准确率不稳定; 5、现场管理和监督人员受责任心等人为因素影响,也会给烟叶分选的合格率带来不稳 定的风险。 另外现行的烟叶选叶存在季节性人员流动大、找人难、成本高,致使产品质量受人 为因素影响,工作效率低,与整个烟草行业较高的机械化、自动化、智能化生产形成鲜明对 比。因此,有必要对现有技术进行改进和创新。
技术实现要素:
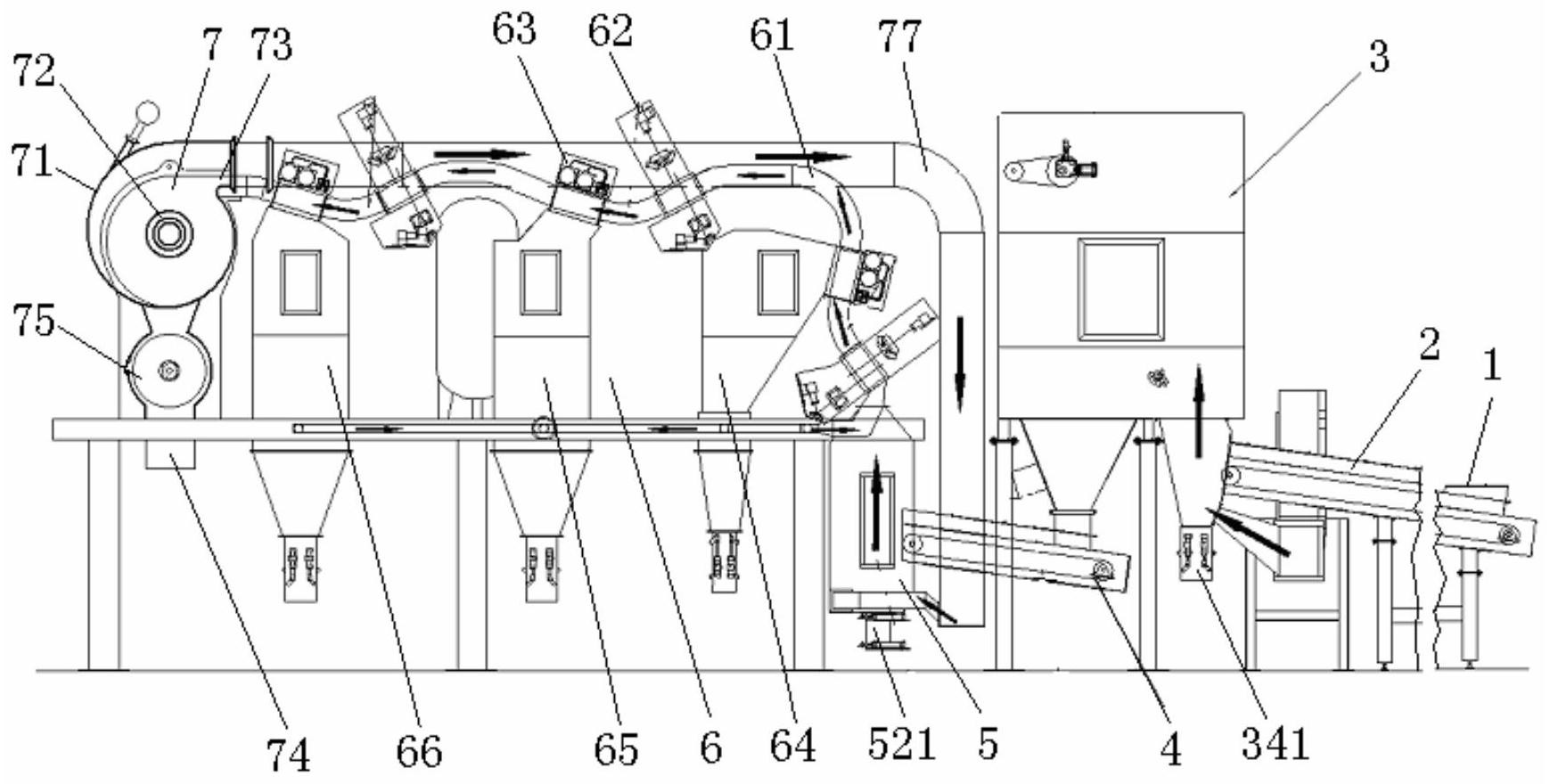
为实现烟叶选叶过程的自动化和智能化生产,提高烟叶精选效率和品质,解决目 前选叶过程存在的选叶成本高、质量难于控制等突出问题,本发明提供一种风送多通道光 电识别选叶除杂系统。 本发明同时提供一种用风送多通道光电识别选叶除杂系统进行烟叶选叶、除杂、 分级的方法。 本发明的第一个目的通过下列技术方案实现:一种风送多通道光电识别选叶除杂 系统,包括: 第一烟叶输送机,用于输送烟叶; 烟叶摊薄输送机,其输入端与第一烟叶输送机输出端相接,且输送速度是第一烟叶输 送机输送速度的1-4倍,用于快速接收第一烟叶输送机送入的烟叶,使烟叶在该烟叶摊薄输 送机上铺摊为3-4层; 风力松散除杂机,包括其内带空腔的壳体,空腔顶部相互连通、底部通过隔板分为松散 烟叶空腔、舒展烟叶空腔,松散烟叶空腔底部设有重质量杂质和结块烟叶排出口、侧部设有 与烟叶摊薄输送机输出端相接的进料口,进料口下方设有与风机相连的进风口,舒展烟叶 6 CN 111588069 A 说 明 书 2/8 页 空腔底部设有烟叶排出口、中部设有烟叶舒展辊组、顶部设有挡板和排风口,用于对进入松 散烟叶空腔中的烟叶进行风力松散,使重质量非烟杂物和结块烟叶下沉排出,烟叶随风向 上并在挡板作用下进入舒展烟叶空腔,并在自重作用下落在烟叶舒展辊组上,进行机械松 散、舒展; 第二烟叶输送机,其输入端与风力松散除杂机的烟叶排出口相接,且运行速度是烟叶 摊薄输送机运行速度的1-3倍,用于输送风力松散除杂机烟叶排出口排出的烟叶,并将烟叶 再次摊薄为单层; 风力调姿除杂机,包括其内带空腔的壳体,空腔底部设排杂口,空腔下部一侧设有与第 二烟叶输送机输出端连通的入料口、顶部设出料出风口,入料口下方设有进风口,用于对烟 叶进行风力调整为叶尖向上叶柄向下的姿态后,使烟叶随风向上排出、非烟杂质和/或结块 烟叶下沉排出; 风送、识别、剔出装置,包括其输入端与风力调姿除杂机顶部的出料出风口相连风送管 道,间隔设置在风送管道上的多个光电识别器,设置在对应光电识别器后方的多个喷吹剔 除器,在每一个喷吹剔除器相对的管道壁上设剔除口,剔除口与负压落料仓连通;用于将随 风送入管道中的物料,在经过对应光电识别器识别出的青烟、霉烟、杂质、非等级烟时,分别 通过对应的喷吹剔除器吹入对应的负压落料仓中,完成不同级别烟叶的分级排出和杂质剔 出; 叶气分离器,包括其上带物料进口、出口以及出风口,其内带空腔的壳体,设于壳体空 腔内并与出风口相连的其上带网孔的辊筒,物料进口与风送、识别、剔出装置的风送管道输 出端相连,用于对随风进入的等级烟进行分离后,等级烟靠自重下沉排出,风经其上带网孔 的辊筒、出风口排出,完成叶气分离。 所述第一烟叶输送机、烟叶摊薄输送机、第二烟叶输送机为常规的皮带输送机。 所述风力松散除杂机的: 隔板设为竖直板,隔板的下端通过水平铰轴铰接在壳体上,水平铰轴两端分别通过轴 承固定在壳体壁上,水平铰轴的其中一端向外延伸后与手柄相连,通过手柄调节隔板的倾 斜角底;或者水平铰轴的其中一端向外延伸后与动力机相连,通过动力机调节隔板的倾斜 角底;使松散烟叶空腔形成异形烟叶通道,并通过隔板倾斜角度的调整,实现风速调整,完 成烟叶的松散; 挡板设为竖直板,挡板的上端固定在壳体顶壁上、下端悬空,以便进入松散烟叶空腔顶 部的烟叶在挡板的阻挡作用下失速、改向后,在自身重力作用下顺利进入舒展烟叶空腔中, 再在自重作用下落入烟叶舒展辊组上,进行烟叶舒展。 所述风力松散除杂机的: 舒展烟叶空腔一侧设有通孔,通孔上设置干燥器,所述干燥器包括固定在通孔上的电 加热元件,固定在通孔外侧的风管,风管外端与鼓风机相连,以便通过鼓风机送风至电加热 元件加热成热风后送入舒展烟叶空腔中,用于对烟叶进行干燥,降低烟叶中的水份; 排风口内侧设有其上带网孔的滚筒,滚筒一侧设有毛刷辊,毛刷辊下方设有收集槽,滚 筒的筒轴一端连接有转动轮,该转动轮通过转动带与电机主轴上的主动轮相连,以便在电 机带动下通过主动轮、传动带、转动轮使滚筒转动,从而使随风带入的麻丝等轻质杂物被网 孔挂住后,经毛刷辊带离滚筒的网孔进入下部的收集槽中; 7 CN 111588069 A 说 明 书 3/8 页 排风口外侧连接有回风管,该回风管外端与风机入风口相连,风机出风口通过短管或 直接与松散烟叶空腔上的进风口相连,以形成循环供风。 所述风力调姿除杂机的: 位于入料口下方的进风口至少设为三个,分为中部的主进风口和两侧的辅进风口,并 在主进风口内侧的空腔中设置其上带网孔的筒罩或板,使位于进风口内侧空腔的横截面上 的风量均匀; 空腔顶部间隔设有二块竖隔板,每一块竖隔板的上端固定在壳体空腔顶部、下端悬于 空腔中,使出料出风口分为下部相互联通、上部分开的三个,每个竖隔板下方均设有无动力 辊筒,用于防止烟叶被挡在隔板下端; 壳体顶部两侧分别设有补风口,每个补风口与外部对应的补风管相连,补风管与风机 相连,通过补风口、补风管、风机提供的风力,一是使烟叶在壳体空腔顶部实现第三次摊薄, 即在空腔顶部的横截面上摊薄成有间距、且叶柄向下叶尖朝上的状态送出,烟叶中还遗留 的结块及部分非烟杂物靠自重下沉排出,二是向后序的风送异形管道提供风力。 所述风送、识别、剔出装置的: 风送管道由若干向上凸和向下凹的S形方管段构成,方管内间隔设置两块与方管内径 相适应的S形纵隔板,将方管内部分成等宽的中部一个、两侧各一个共三个通道,三个通道 输入端分别与风力调姿除杂机对应的三个出料出风口连通,输出端与叶气分离器输入端相 连,以借助中部通道的主风力、两侧通道的补充风力输送烟叶的同时,防止烟叶跑偏而造成 误剔除; 在风送管道上位于由凸向凹过渡的位置上、下侧设置光电识别器,在其后的由凹向凸 过渡的位置上侧设置喷吹剔除器、下侧设置剔除口,剔除口与下方对应的负压落料仓连通, 随风送入的烟叶在经过由凸向凹过渡的管道时,受离心力作用抛向管壁上表面后沿管道空 腔有序、分散地分布,以便光电识别器能够准确识别出混杂在烟叶中的青烟、霉烟、杂物、非 等级烟,并在经过由凹向凸过渡的管道时,受离心力作用抛向管壁下表面时被喷吹剔除器 吹入剔除口落入负压落料仓中,实现烟叶中的青烟、霉烟及杂物的剔除。 所述风送、识别、剔出装置的S形方管段设为三段,位于输入端的一段呈纵S形方管 段,与该纵S形方管段剔除口连通的负压落料仓为青烟、霉烟、杂物、非等级烟仓,完成青烟、 霉烟及非烟杂物的识别、剔除;位于中部的一段呈横S形方管段,与该横S形方管段剔除口连 通的负压落料仓为第一非等级烟仓,完成非等级烟的一次识别、剔除;位于输出端的一段呈 横S形方管段,与该横S形方管段剔除口连通的负压落料仓为第二非等级烟仓,完成非等级 烟的二次识别、剔除。 所述风送、识别、剔出装置的: 光电识别器由高速CCD相机、高速近红外相机、与相机配套的光源和视觉识别算法程序 组成,为常规设备,依据识别算法程序的不同设置,完成不同种类烟叶的识别; 所述与相机配套的光源由水泵、水循环管路组成的冷却系统对其进行温度调控,防止 光源过热损坏; 所述喷吹剔除器为常规设备,包括喷嘴、高速电磁控制阀,其中喷嘴安装在电磁控制阀 上,电磁控制阀安装在阀座上,通过气管与压缩空气储气罐相连,用于提供喷吹用的压缩空 气; 8 CN 111588069 A 说 明 书 4/8 页 负压落料仓为中空箱体,在箱体上部设置与风送管道上的剔除口对接的入料口,箱体 下部设有抽风口,该抽风口通过其上设调节阀并安装在箱体外的抽风管相连,抽风管与抽 风机相连,箱体底部设有带翻板式气锁的出料口,用于将箱体中的空气抽出,使落料仓形成 负压,通过调节阀门调节抽出的风量,便于物料下落,并在保证箱体气密性的同时使青烟、 非等级烟、非烟杂物等通过各自对应的负压落料仓排出,完成烟叶的分级选叶。 所述叶气分离器的物料进口设置在空腔顶部一侧、物料出口设置在空腔底部,出 风口设为二个,对称设置在空腔顶部另一侧,物料出口上方的空腔内装有旋转式气锁,出风 口内侧的空腔内设有其上带网孔的辊筒,该辊筒的两端固定在壳体上,二个出风口分别与 对应风机入口相连,风机出口与回风管一端相连,回风管另一端与风力调姿除杂机进风口 相连,使进入空腔的等级烟随风速、风量的降低,阻隔在其上带网孔的辊筒外的空腔中,并 在自重作用下沉降至底部的出口经旋转式气锁排出,风在风机作用进入其上带网孔的辊筒 后经两端的出风口、风机、回风管送入风力调姿除杂机中,形成循环供风。 本发明提供的一种用光电识别风送多通道选叶除杂系统进行烟叶选叶、除杂、分 级的方法,其特征在于包括下列工艺步骤: 1)将第一烟叶输送机按常规输送速度送来的、湿度为13-18%的烟叶送入输送速度是第 一烟叶输送机输送速度的1-4倍的烟叶摊薄输送机上,使烟叶铺摊为3-4层,完成烟叶的一 次摊薄; 2)摊薄后的烟叶进入风力松散除杂机的松散烟叶空腔中,在风速为4 -9m/s的条件下, 使大质量结块烟和非烟杂物与松散烟叶空腔壁碰撞而被打松、散开,同时使仍然结块的烟 及非烟杂物在自重作用下,下沉排出,完成一次松散及除杂; 3)打松、散开的烟叶进入风力松散除杂机的舒展烟叶空腔中,随该空腔容积增大、风速 降低的同时,使烟叶在风力作用下舒展,再在烟叶自重作用下,沉降到烟叶舒展辊组上,被 抛起、翻动,完成二次松散、舒展,烟叶继续下沉排出,风从排风口排出; 4)下沉排出的烟叶送入输送速度是烟叶摊薄输送机输送速度的1—2倍的第二烟叶输 送机上,将烟叶铺摊为1-2层,完成烟叶的二次摊薄后排出; 5)排出的烟叶送入风力调姿除杂机的空腔中,在风速为6 -15m/s的条件下,使小质量 结块烟和非烟杂物在自重作用下沉降排出,同时烟叶在空腔中受风的向上浮力和自重作用 下,调整为叶尖朝上、叶柄向下的垂直姿态后,随风送出,完成叶片姿态调整、二次除杂及三 次摊薄,使烟叶在输送横截面上成为间隔的单层输送; 6)随风送出的烟叶进入风送、识别、剔出装置的风送管道中,依次经过对应的光电识别 器,先识别出青烟、霉烟、杂质及非等级烟时,并通过对应的喷吹剔除器吹入对应的负压落 料仓中; 7)等级烟与气体进入叶气分离器中,等级烟靠自重下沉排出,风经其上带网孔的辊筒、 出风口排出,完成叶气分离; 8)排出的风进入回风管后,再返回到风力调姿除杂机的空腔中,进行循环供风。 所述步骤3)的烟叶在舒展烟叶空腔中下沉的过程中,通过舒展烟叶空腔一侧的干 燥器,干燥至烟叶含水量为13-15%,使烟叶具有韧性和舒展度。 所述步骤3)的烟叶在舒展烟叶空腔顶部排风口内侧的其上带网孔的滚筒作用下, 使烟叶中夹带的麻丝类轻质杂物附着在滚筒表面,再通过毛刷辊刷入收集槽中,完成烟叶 9 CN 111588069 A 说 明 书 5/8 页 与麻丝的分离除杂。 本发明具有下列优点和效果;采用上述方案,实现了多级、高效、高质时地自动化 剔除青烟、霉烟及非烟杂物,自动化选出等级烟和非等级烟,完成烟草加工中的自动化烟叶 选叶,自动化水平高,可模块化进行组配,并且其结构简单、紧凑,布局合理,工作效率高,可 靠性、安全性好。本发明以光电识别及风送多通道的全自动方式代替人工选叶,实现烟草行 业中选叶过程的自动化、智能化,大大提升了技术水平,提高了烟叶分级的高效率和高品 质,解决了烟草行业目前在选叶过程中存在的选叶成本高、质量控制难及效率低等方面的 突出矛盾,为烟草行业提质增效和智能化加工提供了新工艺及新设备。 附图说明 图1为本发明系统结构示意图; 图2为图1的俯视图; 图3为风力松散除杂机结构示意图; 图4为风力调姿除杂机结构示意图 图5为图4的左视图; 图6为图4的俯视图; 图7为风送、识别、剔出装置局部放大图; 图8为本发明工艺流程图。











