
技术摘要:
本发明涉及一种全磨削面正相关通水结构的异形轮,包括基体,基体的外壁附着有磨削层,磨削层的外侧圆周面为磨削面,基体的顶面设有进水口,其底面设有连接孔,还包括多个通水槽,多个通水槽以基体的中轴线为轴环绕一周且密集开设在基体上,通水槽连通基体的内侧和磨削 全部
背景技术:
如图1-2所示,现有技术的异形轮(即砂轮)在基体上周向的设置几个通水孔10,如 图2中标示C所示,通过几个通水孔10实施冷却,通水孔10量数量较少,出水量也非常有限, 无法构成磨削全程的内冷模式。通水孔10通常布局在砂轮磨削区轴向中部的圆周上,如图2 中标示D所示,轴向不能包容整个磨削区,且通水孔10轴向长度小于磨削区轴向长度,加工 工件初始接触砂轮或将离开砂轮时,如果接触点不在通水孔10轴向所覆盖的区域,则得不 到或得到很微弱的冷却。通水孔10通常为圆形,致使砂轮上下端的水流量相对较小。外冷模 式,在离心力不利作用下,很难对砂轮小径区域实施冷却。砂轮高速旋转过程中会形成气流 屏障,在气流屏障作用下,高速磨削问题更为严重。
技术实现要素:
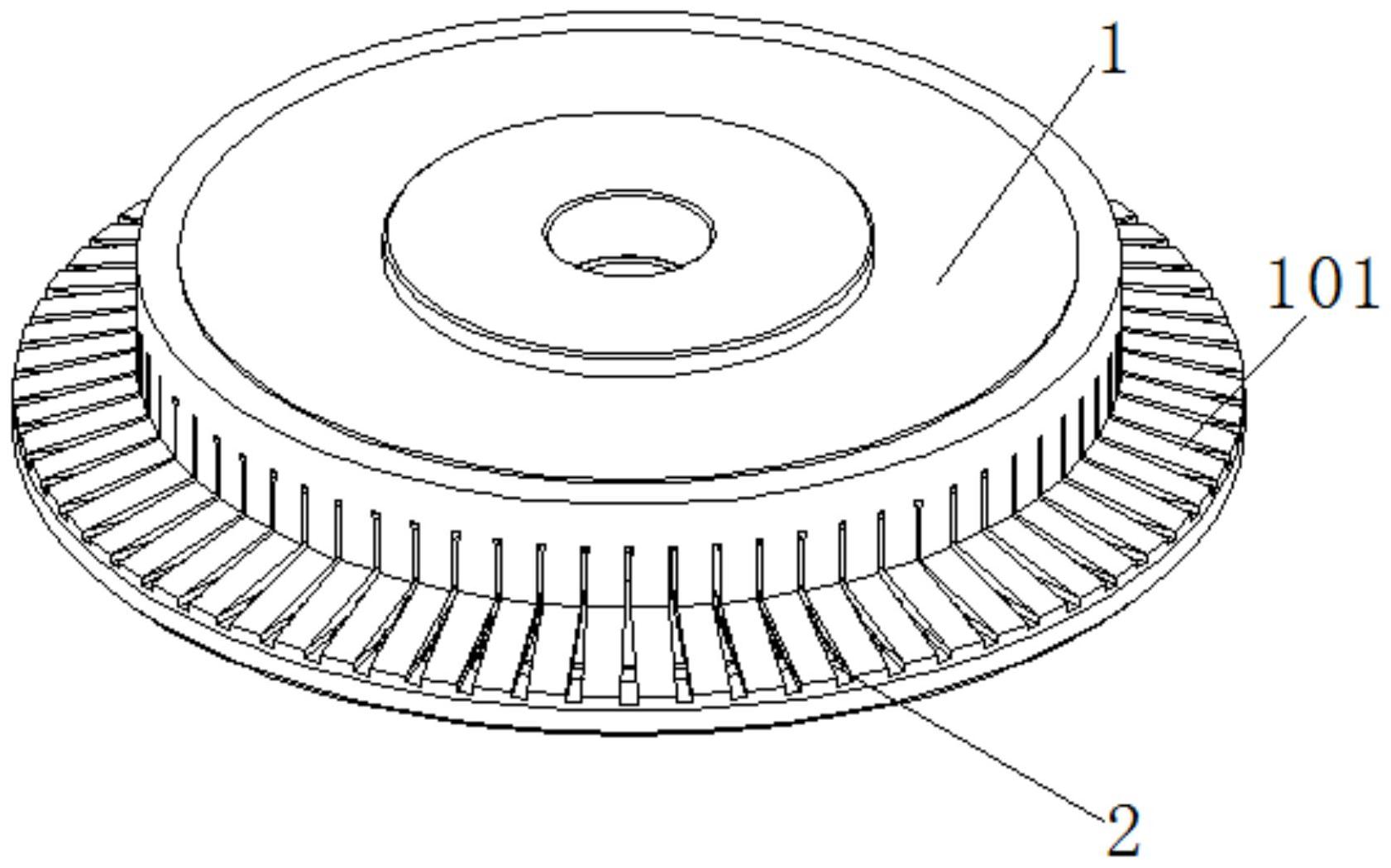
本发明所要解决的技术问题是针对现有技术的不足,提供一种全磨削面正相关通 水结构的异形轮。 本发明解决上述技术问题的技术方案如下:一种全磨削面正相关通水结构的异形 轮,包括基体,所述基体的外壁附着有磨削层,所述磨削层的外侧圆周面为磨削面,所述基 体的顶面设有进水口,其底面设有用于连接外部设备的连接孔,还包括多个通水槽,多个所 述通水槽以所述基体的中轴线为轴环绕一周且密集开设在所述基体上,所述通水槽连通所 述基体的内侧和磨削面,且所述通水槽轴向覆盖整个磨削面,即通水槽开口的轴向高度包 容加工工件被磨削区域的轴向高度,所述磨削面上轴向各磨削点对应通水槽的累积圆周总 长与该磨削点的磨削面积成正相关设置。 上述提及的正相关是指自变量增长,因变量也随着增长,也就是说,轴向各点的通 水槽开口与加工余量(该点的磨削面积)成正相关关系,即加工余量越大,通水槽的开口越 大。 在上述技术方案的基础上,本发明还可以作如下进一步的改进。 进一步,所述磨削面上轴向各点对应通水槽的累积圆周总长为n*Wi,其中,i为磨 削面上的磨削点,n为通水槽的条数,Wi为磨削点i处对应通水槽的开口宽度。 设i点的磨削面积为S,累积圆周总长(n*Wi)与磨削面积S成正比。 本发明的有益效果是: 1、供水口由异形轮端面的进水口进入,通水槽周向密集布置,具有冷却工作面的 作用。 2、异形轮轴向全磨削面设置通水槽,受到的气流屏障影响小,密集布置,可方便构 成内冷模式。 3 CN 111590476 A 说 明 书 2/4 页 3、利用离心力的正向作用,使冷却水包容异形轮的整个磨削面。 4、轴向各点的通水槽开口与加工余量(该点的磨削面积)成正相关关系,即加工余 量越大,通水槽的开口越大。 5、解决了整体一次性制作难以实施全磨削面施加冷却水的工艺难题,大大降低了 制作成本。 附图说明 图1为本发明实施例提供的现有技术异形轮的结构示意图; 图2为本发明实施例提供的现有技术异形轮的通水孔的示意图; 图3为本发明实施例提供的全磨削面正相关通水结构的异形轮的结构示意图; 图4为本发明实施例提供的垫块的结构示意图; 图5为本发明实施例提供的通水槽的结构示意图; 图6为本发明实施例提供的开设通水槽的原理图; 图7为本发明实施例提供的通水螺旋槽的结构示意图; 图8为本发明实施例提供的抽水部件的俯视图; 图9为本发明实施例提供的抽水部件的结构示意图; 图10为本发明实施例提供的抽水部件与基体的连接示意图; 图11为本发明实施例提供的环形槽体的示意图; 图12为本发明实施例提供的圆弧轮通水槽的结构示意图; 图13为本发明实施例提供的冷却水在圆弧轮中流动的示意图; 图14为本发明实施例提供的圆弧轮的剖视图; 图15为本发明实施例提供的开设小直径砂轮通水槽的结构示意图; 图16为本发明实施例提供的小直径砂轮的剖视图; 图17为本发明实施例提供的冷却水在小直径砂轮中流动的示意图。 附图中,各标号所代表的部件列表如下: 1、基体,2、通水槽,3、基体通水螺旋槽,4、垫块,5、垫块通水螺旋槽,6、抽水部件, 7、垫块环形槽体,8、基体环形槽体,9、加工工件,10、通水孔,101、磨削面,601、内环,602、外 环,603、抽水叶片。











