
技术摘要:
本发明涉及一种口罩折叠焊边机,其包括:机座,所述机座开设有贯穿其台面设置的弯折过孔;下压机构,所述下压机构设置于所述机座上并用于顶压口罩本体发生对折并穿过所述弯折过孔;输送机构,所述输送机构设置于所述机座上并位于所述弯折过孔的下方;及焊边机构,所述 全部
背景技术:
口罩通常佩戴在人们的面部,将口鼻部位遮盖以防止呼吸时夹带有病毒的 唾沫 等吸入人们体而感染病害。通常地,口罩主要由口罩本体和耳线构成,耳 线分左右两根,并 通过熔融焊接工艺固定在口罩本体上。而对于KN95和N95等 防护能力更强的口罩而言,其 口罩本体通常具有凹面立体结构,即生产时需要 将裁切好的平面口罩本体对折后进行焊 边。 然而,现有的生产方式中,仍然主要采用人工手动对口罩本体进行对中折 叠后在 操作焊接机器进行焊边作业,不仅劳动强度大,用工成本高,长时间工 作后作业效率也会 有较大幅度降低,并且人工操作不可避免存在误差,影响口 罩成型质量。
技术实现要素:
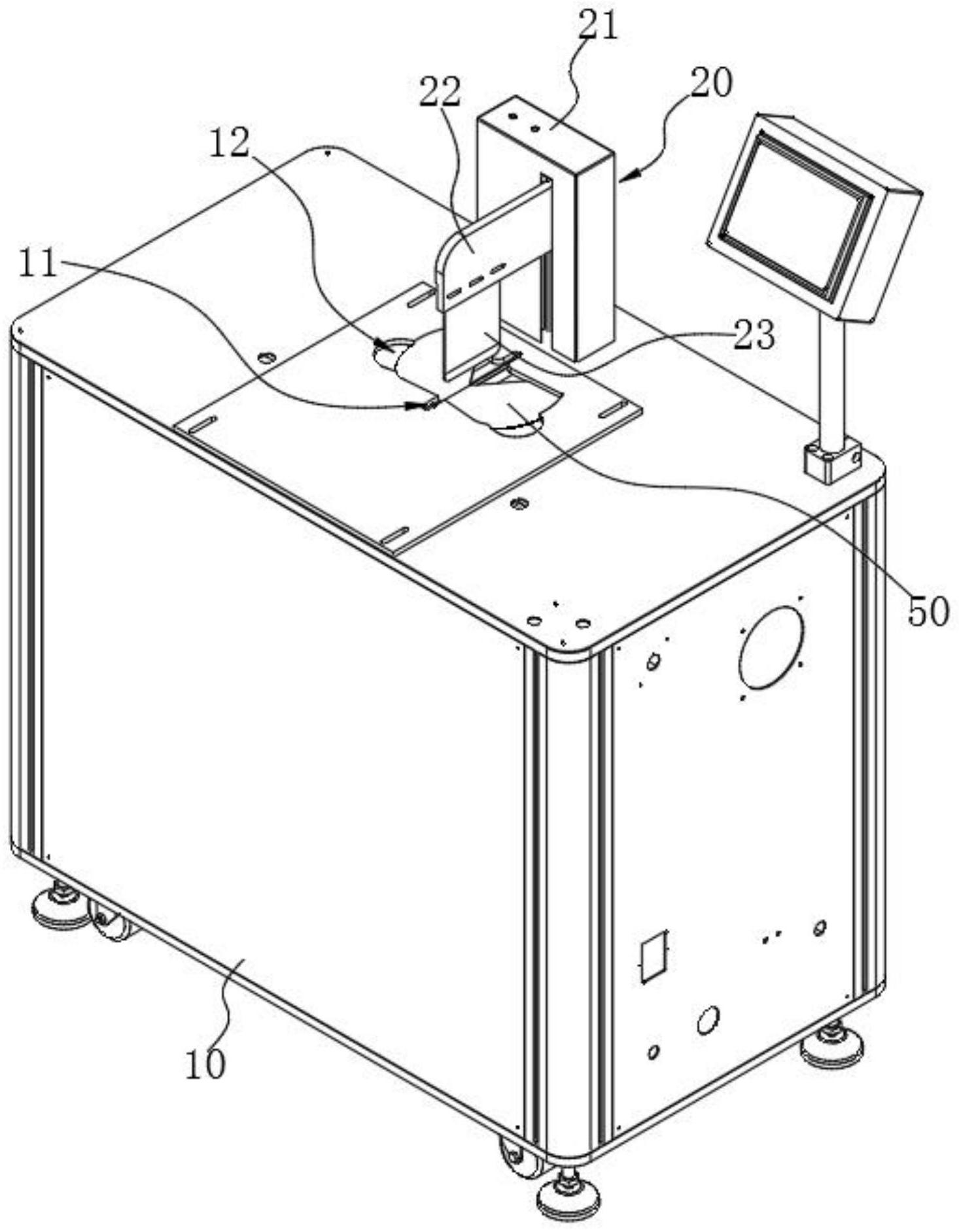
基于此,有必要提供一种口罩折叠焊边机,旨在解决现有技术手动折叠焊 接操作 强度大,效率低,且存在加工精度差的问题。 一种口罩折叠焊边机,所述口罩折叠焊边机包括: 机座,所述机座开设有贯穿其台面设置的弯折过孔; 下压机构,所述下压机构设置于所述机座上并用于顶压口罩本体发生对折 并穿 过所述弯折过孔; 输送机构,所述输送机构设置于所述机座上并位于所述弯折过孔的下方; 及 焊边机构,所述焊边机构设置于所述机座上并位于所述输送机构的一侧, 所述焊 边机构用于对所述输送机构传送来的所述口罩本体进行焊边加工。 上述口罩折叠焊边机应用于口罩折叠焊接加工工序中,也即对于KN95或者 N95等 具有立体构造的口罩类型来讲,除了在口罩本体上焊接固定左、右耳线以 外,最后一道工 序便是将平面的口罩本体以中线进行对折,而后在将边部进行 焊接固定,才能获得口罩成 品。采用上述口罩折叠焊边机进行生产加工时,焊 接了左、右耳线后的口罩本体被置于机 座上,且口罩本体的中线与弯折过孔中 线对齐;而后下压机构动作对口罩本体挤压,口罩 本体便会在中线部位发生对 折并在挤压力作用下穿过弯折过孔进入输送机构;输送机构 驱动对折后的口罩 本体逐步移动进入焊边机构工作行程内,使得焊边机构能够对移动而 来的口罩 本体的左右两边部完成焊边加工,至此便可自动完成口罩焊边作业。相较于传 统手动作业方式而言,本方案的口罩折叠焊边机的自动化程度高,全程几乎无 需人力参 与,生产效率大大提升,且可消除手动操作误差,保证对折后的边部 对位精度以及后续焊 接质量,进而提升最终的口罩成品质量。 下面对本申请的技术方案作进一步的说明: 在其中一个实施例中,所述下压机构包括驱动件、驱动臂和压板,所述驱 动臂与 3 CN 111572081 A 说 明 书 2/8 页 所述驱动件的动力轴连接,所述压板与所述驱动臂连接并与所述弯折过 孔对齐,且所述压 板可移动贯穿所述弯折过孔。 在其中一个实施例中,所述下压机构还包括固定筒及滑动嵌套于所述固定 筒内 的支撑柱,所述支撑柱与所述驱动臂连接。 在其中一个实施例中,所述输送机构包括并排间隔设置的第一输送组件和 第二 输送组件,所述第一输送组件和所述第二输送组件之间形成输送通道,所 述输送通道与所 述弯折过孔相对且连通。 在其中一个实施例中,所述第一输送组件和所述第二输送组件均包括驱动 源、传 动轮组和输送带,所述传动轮组与所述驱动源连接,所述输送带套装于 所述传动轮组上。 在其中一个实施例中,所述输送带包括基带层和弹性层,所述基带层套装 于所述 传动轮组上,所述弹性层设置于所述基带层的外部。 在其中一个实施例中,所述输送机构还包括第一导引块和第二导引块,所 述第一 导引块和所述第二导引块并排间隔设置,且所述第一导引块与所述第二 导引块之间形成 导引通道,所述导引通道与所述输送通道对齐连通。 在其中一个实施例中,所述焊边机构包括第一支架、焊接器、被动压块、 第二支 架、驱动源和主动压块,所述第一支架和所述第二支架间隔相对设置于 所述机座上,所述 焊接器设置于所述第一支架上并与所述被动压块连接,所述 驱动源设置于所述第二支架 上并与所述主动压块连接,所述主动压块在所述驱 动源的驱动下可靠近或远离所述被动 压块。 在其中一个实施例中,所述焊边机构还包括折型压条,所述折型压条设置 于所述 主动压块面向所述被动压块的侧面上,且所述折型压条的表面形成有压 纹结构。 在其中一个实施例中,所述口罩折叠焊边机还包括料回收架,所述料回收 架设置 于所述机座上并位于所述输送机构的下方。 附图说明 构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示 意性 实施例及其说明用于解释本发明,并不构成对本发明的不当限定。 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所 需要 使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明 的一些实施例, 对于本领域普通技术人员来讲,在不付出创造性劳动的前提下, 还可以根据这些附图获得 其他的附图。 图1为本发明一实施例所述的口罩折叠焊边机的结构示意图; 图2为图1的内部结构示意图; 图3为图2的另一视角的结构示意图; 图4为图2中A处的局部放大结构示意图。 附图标记说明: 10、机座;11、弯折过孔;12、定位凹槽;20、下压机构;21、驱动件; 22、驱动臂;23、 压板;30、输送机构;31、第一输送组件;32、第二输送组 件;33、第一导引块;34、第二导引 块;35、第一整形板;36、第二整形板; 37、过渡导板;40、焊边机构;41、第一支架;42、焊接 4 CN 111572081 A 说 明 书 3/8 页 器;43、被动压块; 44、第二支架;45、驱动源;46、主动压块;47、折型压条;48、压纹结构; 49、卡料传感器;50、口罩本体;60、料回收架。











