
技术摘要:
本发明公开一种获得最优已加工表面状态的切削参数优化方法,包括以下步骤:进行常用切削参数范围的切削试验,采用光学显微镜观察已加工表面缺陷,确定不产生积屑瘤现象的切削参数约束条件;采用全因子试验设计,开展不同切削参数下的切削试验,采集已加工表面粗糙度参 全部
背景技术:
零部件已加工表面质量会直接影响其宏观疲劳性能,提高表面质量对于提升零部 件服役性能和疲劳寿命具有显著作用。选择合适的切削参数才能加工出理想的零部件表 面,提高生产效率。在实际加工之前确定和优化切削参数对于提升零部件表面质量十分必 要。表面粗糙度参数是表征已加工表面质量的重要表征参数,在大多数情况下是机械产品 的技术要求。现有针对表面粗糙度预测方法较为丰富,但精确的预测结果依赖于合理的实 验设计和数据分析;同时,在表面粗糙度预测过程中,已加工表面产生的表面缺陷容易被忽 视,不经表面观测验证的边界切削参数虽然可以通过模型预测得到较小表面粗糙度,但在 实际加工过程中可能会产生表面缺陷,显著降低表面质量。
技术实现要素:
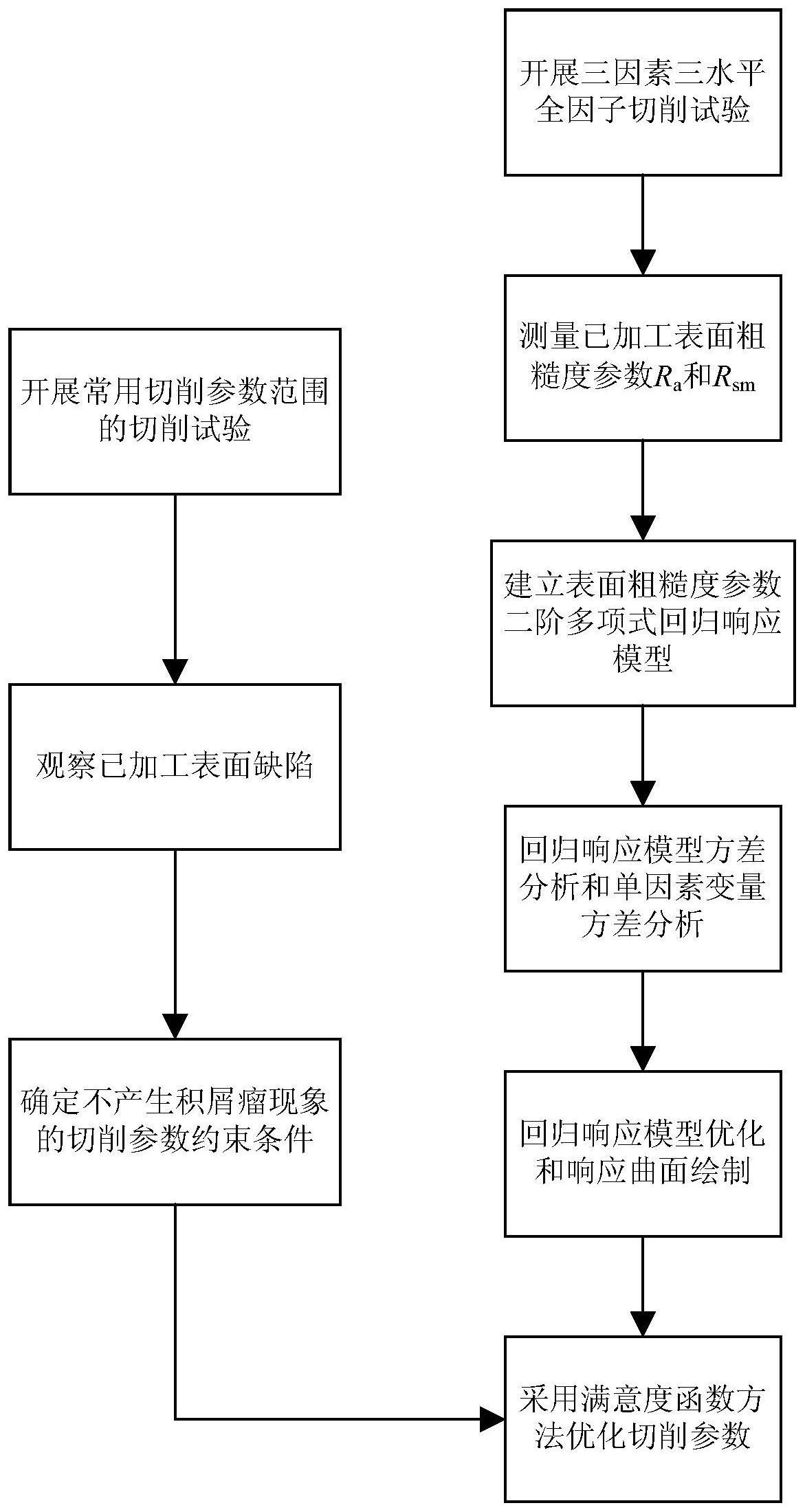
本发明的目的在于,克服现有技术存在的技术缺陷,解决上述技术问题,提出一种 获得最优已加工表面状态的切削参数优化方法,实现以最优表面状态为目标的切削参数优 化,用于预测表面粗糙度和优化切削参数,进而提高零部件表面质量。 本发明具体采用如下技术方案:一种获得最优已加工表面状态的切削参数优化方 法,其特征在于,包括以下步骤: 步骤一:进行常用切削参数范围的切削试验,采用光学显微镜观察已加工表面缺 陷,确定不产生积屑瘤现象的切削参数约束条件; 步骤二:采用全因子试验设计,开展不同切削参数下的切削试验,采集已加工表面 粗糙度参数作为试验样本数据; 步骤三:采用最小二乘法建立已加工表面粗糙度参数与切削参数间的二阶多项式 回归响应模型; 步骤四:采用方差分析法优化所述回归响应模型,绘制响应曲面; 步骤五:基于满意度函数方法和表面缺陷引起的所述切削参数约束条件确定最优 切削参数。 作为一种较佳的实施例,所述步骤一具体包括:在光学显微镜下观察不同切削速 度水平下的已加工表面缺陷和刀具表面的积屑瘤现象,确定不产生积屑瘤现象时的最小进 给量,作为切削参数约束条件。 作为一种较佳的实施例,所述步骤二具体包括:采用三因素三水平全因子试验设 计,即将切削速度、进给量和背吃刀量作为三种因素,每种因素下设计三种水平,共有33种 试验组合。 作为一种较佳的实施例,所述步骤二具体还包括:分别测量已加工表面高度参数: 4 CN 111737829 A 说 明 书 2/6 页 轮廓算术平均偏差Ra,以及间距参数:轮廓单元平均宽度Rsm。 作为一种较佳的实施例,所述步骤三具体包括:建立二阶多项式回归响应模型具 体形式为: 其中,y代表表面粗糙度参数Ra或Rsm;k为因素个数,β0为常数项,βi,βii和βij分别为 回归模型中线性项,平方项和交叉项的回归系数,ε为系统随机误差。xi和xj代表所研究的切 削参数对应的因子变量,即切削速度,进给量和背吃刀量。根据实验数据,采用最小二乘法 获得回归响应模型各项系数。 作为一种较佳的实施例,所述步骤四具体包括;通过对回归响应模型进行方差分 析,获得复相关系数 作为一种较佳的实施例,所述步骤四具体还包括:对回归响应模型进行单因素变 量方差分析,依次剔除模型中的不显著变量,直到模型中的变量均对响应显著相关为止;获 得优化后的回归响应模型,并绘制响应曲面。 作为一种较佳的实施例,所述步骤五具体包括:采用考虑望小特征的满意度函数 优化切削参数,所述满意度函数定义如下: 式中,yi为第i个响应的预测值,ui和li分别为所述步骤二中试验数据的最大值和 最小值。 作为一种较佳的实施例,所述步骤五具体还包括:对表面粗糙度参数Ra和Rsm同时 进行优化,定义多响应问题下的总满意度函数如下: 式中k为响应个数,k为2。 作为一种较佳的实施例,所述步骤五具体还包括:给定切削参数选取范围,通过回 归响应模型计算得到表面粗糙度参数预测值,并计算对应总满意度D;通过使总满意度D最 大化来获得表面粗糙度参数响应y的最小值;进而确定优化切削参数组合。 本发明所达到的有益效果:第一,本发明针对现有技术中切削参数预测方法存在 主要基于表面粗糙度试验数据开展,忽略了已加工表面缺陷的影响,这将导致使用优化后 的切削参数切削加工产生较差的表面状态的技术缺陷,本发明同时考虑已加工表面粗糙度 和表面缺陷与切削参数的关系,增加考虑表面缺陷的切削参数约束条件,采用满意度函数 方法优化最优切削参数,使用优化后的切削参数进行切削加工可以获得最优表面状态。第 二,本发明采用方差分析研究回归模型误差及显著关系,方法成熟有效,采用单因素变量方 差分析,剔除了回归模型中不显著的变量,使回归模型的预测精度得到提升。第三,本发明 根据回归响应模型绘制的响应曲面图可以直观地得到切削参数对表面粗糙度参数的影响。 5 CN 111737829 A 说 明 书 3/6 页 第四,本发明通过多响应问题的满意度函数方法,同时考虑了表面粗糙度高度参数Ra和间 距参数Rsm,相较于单一表面粗糙度参数技术要求,采用本发明加工获得的零部件已加工表 面质量更高。 附图说明 图1为本发明的切削参数优化方法的流程图; 图2为切削速度等于78m/min,进给量等于0.03mm/rev和背吃刀量等于0.2mm下的 GH4169镍基高温合金车削已加工表面形貌图; 图3为切削速度等于78m/min,进给量等于0.03mm/rev和背吃刀量等于0.2mm下的 刀具前刀面表面形貌图; 图4为表面粗糙度参数Ra响应模型预测值与试验值对比图; 图5为表面粗糙度参数Rsm响应模型预测值与试验值对比图; 图6为表面粗糙度参数Ra响应曲面图及等值面图; 图7为表面粗糙度参数Rsm响应曲面图及等值面图。











