
技术摘要:
本发明公开了一种快速成型的铝合金型材冲压装置,本发明涉及冲压设备技术领域。通过板件放置辅助延伸板包括板件放置辅助延伸板主板和辅助延伸板外延板,板件放置辅助延伸板主板的一角处贯穿设置有导向旋转杆,板件放置辅助延伸板主板的另一角与导向旋转杆贯穿位置对称 全部
背景技术:
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形 或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性 加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢 材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器 片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用 电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。 冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力 并进行变形,从而获得一定形状、尺寸和性能的产品零件的生产技术。板料,模具和设备是 冲压加工的三要素。按冲压加工温度分为热冲压和冷冲压。前者适合变形抗力高,塑性较差 的板料加工;后者则在室温下进行,是薄板常用的冲压方法。它是金属塑性加工(或压力加 工)的主要方法之一,也隶属于材料成型工程技术。 传统的用于快速成型的铝合金型材冲压装置一般会用到基本的冲压机,其在使用 时,由于制作的件不同,板件的原料长度等各不相等,这样就会引起较长较大的板件不容易 在工作时放置定位,影响后续的冲压精度,导致生产的物件精度不够,产品质量下降。
技术实现要素:
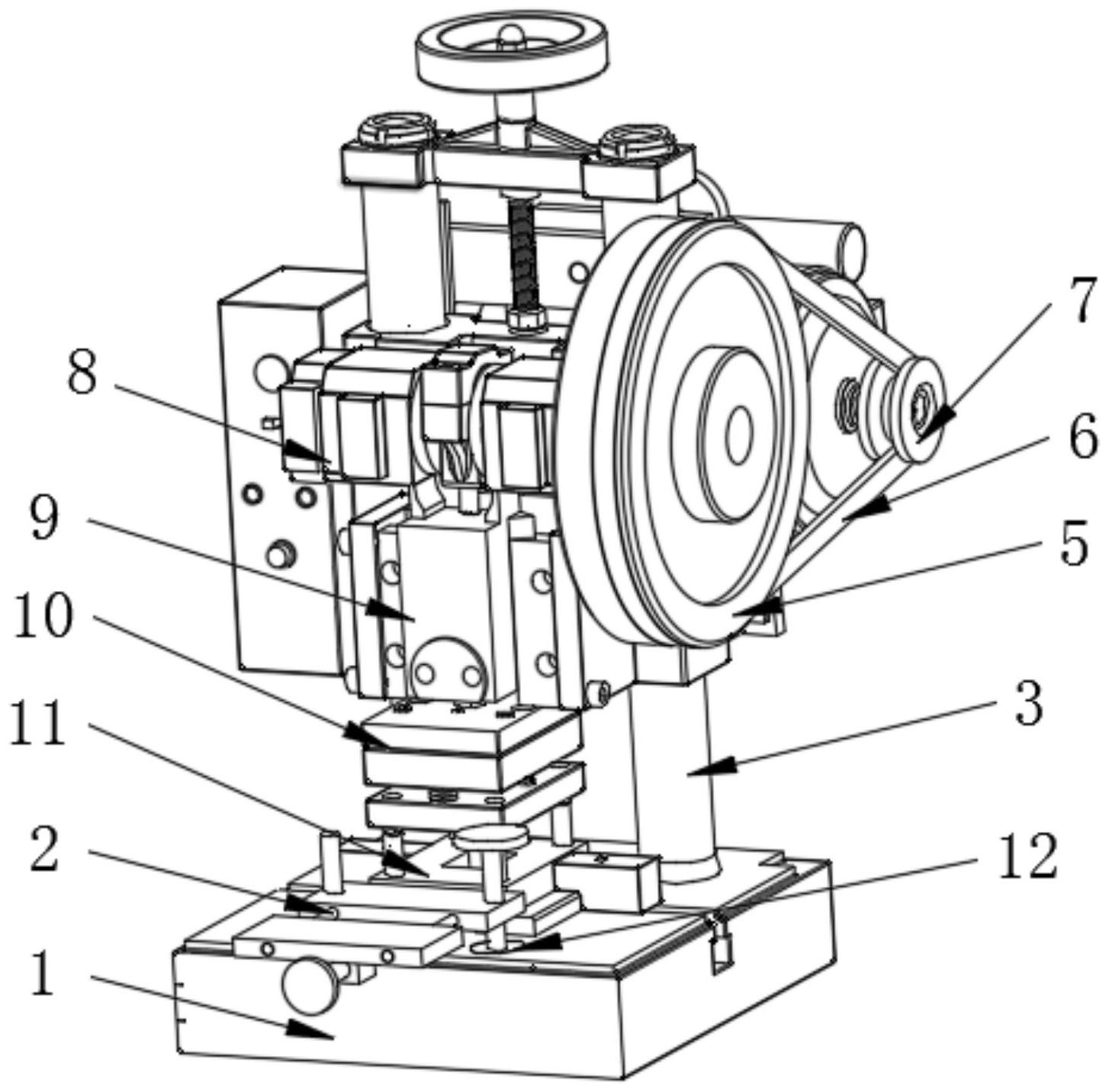
针对现有技术的不足,本发明提供了一种快速成型的铝合金型材冲压装置,解决 了其在使用时,由于制作的件不同,板件的原料长度等各不相等,这样就会引起较长较大的 板件不容易在工作时放置定位,影响后续的冲压精度,导致生产的物件精度不够,产品质量 下降的问题。 为实现以上目的,本发明通过以下技术方案予以实现:一种快速成型的铝合金型 材冲压装置,包括冲压设备下底板、驱动电机和曲轴主体构件,所述冲压设备下底板的上侧 表面上固定设置有两个冲压设备导向柱,并且冲压设备导向柱在冲压设备下底板上对称设 置,所述冲压设备下底板的上侧固定设置有板件放置辅助延伸板,所述冲压设备导向柱的 表面上贯穿设置有冲压压力板,所述冲压压力板的运动端口与曲轴主体构件的曲轴连接处 相连,所述曲轴主体构件的一端固定设置有主动压力轮,所述驱动电机的驱动端上固定设 置有电机从动轮,所述主动压力轮和电机从动轮的外表面上共同设置有传动力传动带,所 述冲压压力板的底部固定设置有上模构件,所述曲轴主体构件的外表面后侧固定设置有冲 压设备张紧力调节构件,所述冲压设备下底板的上表面上位于下模构件的一侧固定设置有 板件放置辅助延伸板,所述冲压设备下底板的上表面内部设置有轴承座架。 优选的,所述板件放置辅助延伸板包括板件放置辅助延伸板主板和辅助延伸板外 延板,所述板件放置辅助延伸板主板的一角处贯穿设置有导向旋转杆,所述板件放置辅助 4 CN 111589925 A 说 明 书 2/5 页 延伸板主板的另一角与导向旋转杆贯穿位置对称的地方以螺纹方式设置有螺纹杆连杆,所 述螺纹杆连杆的顶部固定设置有辅助延伸板用调节旋钮,所述板件放置辅助延伸板主板的 底部中间位置固定设置有下固定块,所述下固定块的一侧表面两端固定设置有加长延伸导 向杆,所述辅助延伸板外延板的侧壁上对称开设有圆形通孔,所述辅助延伸板外延板的底 部中心位置固定设置有外延伸板固定块,所述下固定块和外延伸板固定块的内部共同设置 有辅助延伸板用螺纹杆,所述辅助延伸板用螺纹杆的一端固定设置有外延伸板用调节旋 钮。 优选的,所述冲压设备张紧力调节构件包括张力调节安装基座和移动板,所述张 力调节安装基座的一端转动设置有张力调节固定主板上转动块,所述张力调节固定主板上 转动块的外端处固定设置有张力调节固定主板,所述张力调节固定主板的表面上以螺纹方 式设置有紧固螺栓,所述张力调节安装基座的另一端固定设置有转动板,所述移动板的表 面上对称设置有两个张力调节导向杆,所述移动板的中心位置设置有轴承座,所述轴承座 的内部设置有张力调节用螺纹杆,所述张力调节用螺纹杆的顶端固定设置有张力调节旋 钮,所述移动板的底端两侧对称设置有移动板下卡口块,所述移动板下卡口块均对应设置 在导滑槽块内。 优选的,所述驱动电机通过螺钉的方式设置在张力调节安装基座的上表面上,并 且驱动电机与外界电源之间电性连接。 优选的,所述张力调节导向杆贯穿转动板处,所述张力调节用螺纹杆以螺纹方式 与转动板的中心位置相连,所述张力调节用螺纹杆在轴承座的内部转动设置。 优选的,所述圆形通孔与加长延伸导向杆的大小之间相适配,所述辅助延伸板用 螺纹杆在下固定块的内部转动设置,所述辅助延伸板用螺纹杆在外延伸板固定块的内部以 螺纹方式连接,所述加长延伸导向杆的长度值大于辅助延伸板外延板的宽度值。 优选的,所述螺纹杆连杆转动设置在冲压设备下底板上表面上的轴承座架内,并 且冲压设备下底板的上表面上在板件放置辅助延伸板与下模构件之间保证平行的位置处 开设有与导向旋转杆相对应适配的圆沉槽。 优选的,所述张力调节固定主板通过紧固螺栓与冲压设备导向柱外部设置的固定 块之间相连接,所述导滑槽块固定设在冲压设备导向柱外部设置的固定块上,并且固定方 式为焊接。 有益效果 本发明提供了一种快速成型的铝合金型材冲压装置。与现有技术相比具备以下有 益效果: 1、一种快速成型的铝合金型材冲压装置,通过板件放置辅助延伸板包括板件放置 辅助延伸板主板和辅助延伸板外延板,板件放置辅助延伸板主板的一角处贯穿设置有导向 旋转杆,板件放置辅助延伸板主板的另一角与导向旋转杆贯穿位置对称的地方以螺纹方式 设置有螺纹杆连杆,螺纹杆连杆的顶部固定设置有辅助延伸板用调节旋钮,板件放置辅助 延伸板主板的底部中间位置固定设置有下固定块,下固定块的一侧表面两端固定设置有加 长延伸导向杆,辅助延伸板外延板的侧壁上对称开设有圆形通孔,辅助延伸板外延板的底 部中心位置固定设置有外延伸板固定块,下固定块和外延伸板固定块的内部共同设置有辅 助延伸板用螺纹杆,辅助延伸板用螺纹杆的一端固定设置有外延伸板用调节旋钮,解决了 5 CN 111589925 A 说 明 书 3/5 页 其在使用时,由于制作的件不同,板件的原料长度等各不相等,这样就会引起较长较大的板 件不容易在工作时放置定位,影响后续的冲压精度,导致生产的物件精度不够,产品质量下 降的问题。 2、一种快速成型的铝合金型材冲压装置,通过冲压设备张紧力调节构件包括张力 调节安装基座和移动板,张力调节安装基座的一端转动设置有张力调节固定主板上转动 块,张力调节固定主板上转动块的外端处固定设置有张力调节固定主板,张力调节固定主 板的表面上以螺纹方式设置有紧固螺栓,张力调节安装基座的另一端固定设置有转动板, 移动板的表面上对称设置有两个张力调节导向杆,移动板的中心位置设置有轴承座,轴承 座的内部设置有张力调节用螺纹杆,张力调节用螺纹杆的顶端固定设置有张力调节旋钮, 移动板的底端两侧对称设置有移动板下卡口块,移动板下卡口块均对应设置在导滑槽块内 吗,使得其冲压机内的张力可以进行一定的调节,相对以往的调节更加稳定,更加简单便 捷。 3、一种快速成型的铝合金型材冲压装置,通过曲轴主体构件的外表面后侧固定设 置有冲压设备张紧力调节构件,冲压设备下底板的上表面上位于下模构件的一侧固定设置 有板件放置辅助延伸板,冲压设备下底板的上表面内部设置有轴承座架,使得装置整体的 使用更加符合生产的实际需要,满足生产需求,生产效率得以提高。 4、一种快速成型的铝合金型材冲压装置,通过螺纹杆连杆转动设置在冲压设备下 底板上表面上的轴承座架内,并且冲压设备下底板的上表面上在板件放置辅助延伸板与下 模构件之间保证平行的位置处开设有与导向旋转杆相对应适配的圆沉槽,使得其灵活多 变,满足不同的使用情况,方斌我们使用者上料。 附图说明 图1为本发明结构示意图; 图2为本发明后侧结构示意图; 图3为本发明板件放置辅助延伸板结构示意图; 图4为本发明冲压设备张紧力调节构件结构示意图。 图中:1、冲压设备下底板;2、板件放置辅助延伸板;21、板件放置辅助延伸板主板; 22、导向旋转杆;23、螺纹杆连杆;24、辅助延伸板用调节旋钮;25、下固定块;26、加长延伸导 向杆;27、辅助延伸板用螺纹杆;28、辅助延伸板外延板;29、圆形通孔;210、外延伸板固定 块;211、外延伸板用调节旋钮;3、冲压设备导向柱;4、冲压设备张紧力调节构件;41、张力调 节固定主板;42、紧固螺栓;43、张力调节固定主板上转动块;44、张力调节安装基座;45、张 力调节旋钮;46、张力调节导向杆;47、转动板;48、张力调节用螺纹杆;49、移动板下卡口块; 410、轴承座;411、移动板;412、导滑槽块;5、主动压力轮;6、传动力传动带;7、电机从动轮; 8、曲轴主体构件;9、冲压压力板;10、上模构件;11、下模构件;12、轴承座架;13、驱动电机。











