
技术摘要:
本发明涉及一种以含糖废水为原料不加电子供体产中链脂肪酸的方法,包括以下步骤:以含糖废水作为发酵底物,以酵母菌为发酵菌,在第一发酵反应器中进行第一次厌氧发酵,产生乙醇,并将发酵液输入第二发酵反应器;将污泥作为发酵接种物在第二发酵反应器中,进行第二次厌 全部
背景技术:
煤、石油和天然气是目前世界上主要的能源供给方式,这些化石能源需要经过数 百万年的时间才能形成,属于不可再生能源。但与此同时,随着经济的发展,对能源的需求 也随之不断增加。因此,为了缓解能源的危机,发展可再生能源也成为了全球的共识。通过 废弃生物质再次利用,不仅可以生产生物质能源,一定程度缓解能源危机,而且可以用于替 代基于化石燃料的下游产物,减轻化石燃料枯竭对人类发展的不利影响。 制糖工业在我国国民经济中占有重要地位,同时也是水污染防治的重点行业之 一。制糖工业排出的废水CODCr和氮磷浓度较高,且主要在冬季生产,生产期间水环境容量 低,污染物降解速度慢,因此制糖工业废水的排放对区域水环境质量影响较大。另一方面, 制糖工业产生的废水也是一种潜在的资源,由于其有机物含量高,且多易被微生物降解,因 此可作为厌氧发酵的原料进行再次利用。CN106350448A公开了一种利用含糖废水发酵制氢 的污水生物反应装置,包括反应器,所述反应器内通过上下设置的第一隔板和第二隔板将 反应器自上而下依次分为进水排气单元、反应单元和出水单元三部分,所述反应器上位于 进水排气单元的顶部设置有排气口,所述反应器上位于进水排气单元的侧壁上设置有进水 口,所述反应器上位于出水单元的侧壁上设置有出水口,所述反应器上位于出水单元的底 部设置有排泥口,所述第一隔板和第二隔板之间填充有聚氯乙烯填料,该技术方案采用下 流式反应装置处理高浓度有机废水,同时厌氧生物发酵产生氢气。 通过外加电子供体(乙醇、乳酸等),可以将有机底物发酵产生的短链脂肪酸经由 碳链延长过程生成中链脂肪酸(C6-C12)。中链脂肪酸由于碳链较长,具有更高的能量密度和 更强的疏水性,因此可以通过后续提取过程将其从发酵体系中分离出来。中链脂肪酸也是 一种高附加值产物,不仅可以直接用作抗菌剂和食品添加剂,而且还可以进一步加工成液 体生物燃料,包括柴油和航空燃料。但尽管中链脂肪酸的应用广泛,目前生产它的成本却相 当昂贵。中链脂肪酸通常来自于植物或动物油、石油,因此基于废弃生物质进行生产是一种 既经济又环保的选择。 传统碳链延伸过程离不开外加电子的投加,常见的电子供体如乙醇、乳酸等价格 较高,在长期的稳定生产过程中极大增加了生产的成本,因此限制电子供体投加的稳定生 产手段需要进行探索。
技术实现要素:
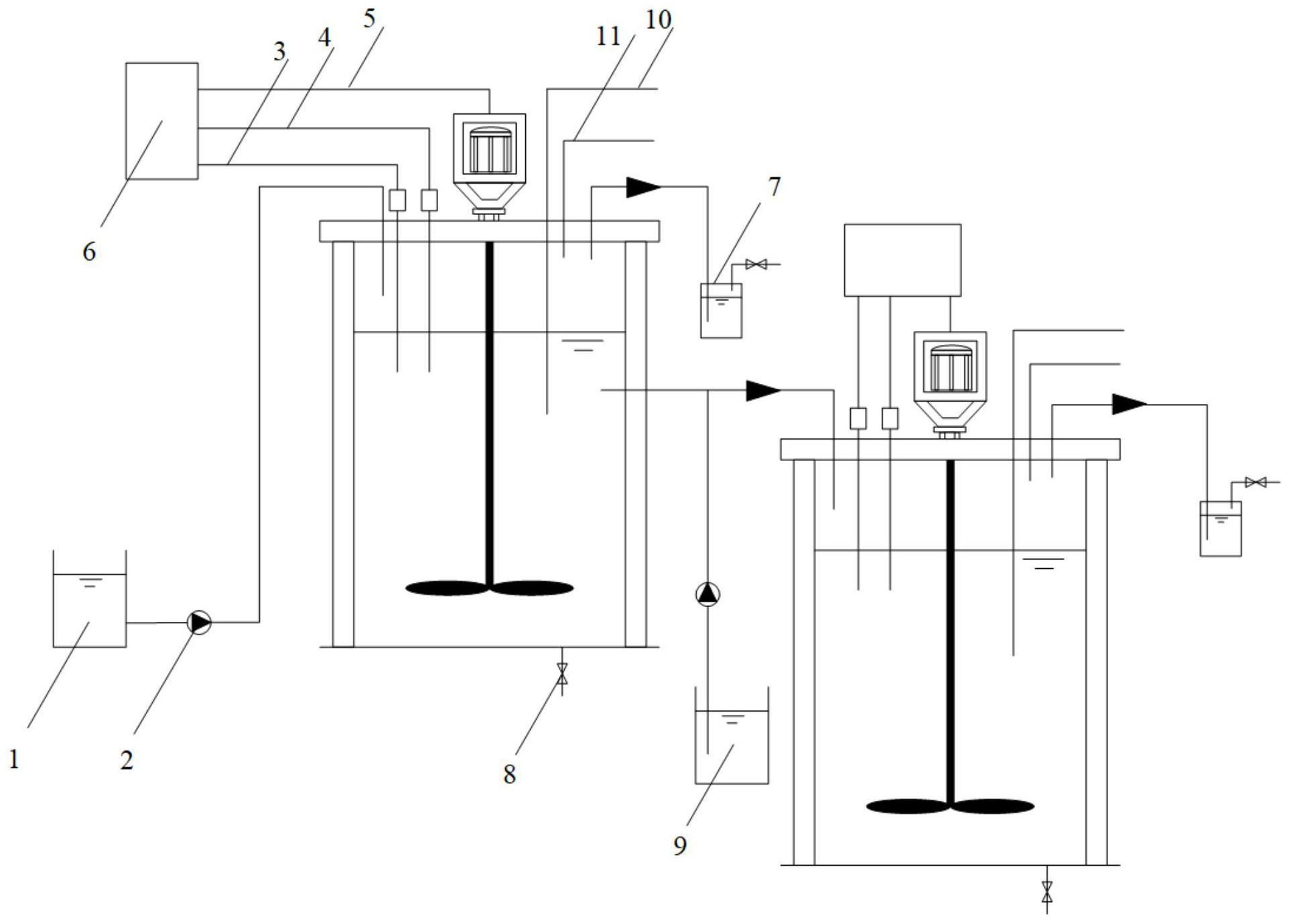
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种以含糖废水为 原料不加电子供体产中链脂肪酸的方法,本方法不仅实现了含糖废水的减量排放和再利 用,同时通过添加酵母菌先产生乙醇,不需电子供体的投加,为生产过程节约了成本。除此 3 CN 111575322 A 说 明 书 2/3 页 之外,该方法还具有安全稳定、可操作性强的优点。 本发明的目的可以通过以下技术方案来实现: 本发明中以含糖废水为原料不加电子供体产中链脂肪酸的方法,包括以下步骤: 以含糖废水作为发酵底物,以酵母菌为发酵菌,在第一发酵反应器中进行第一次 厌氧发酵,产生乙醇,并将发酵液输入第二发酵反应器; 将污泥作为发酵接种物在第二发酵反应器中,进行第二次厌氧发酵,得到中链脂 肪酸。 进一步地,所述的中链脂肪酸为C6~C12脂肪酸。 进一步地,所述的含糖废水的COD为2000~20000mg/L。制糖工业排出的废水的浓 度通常属于该范围。 进一步地,所述的第一次厌氧发酵和第二次厌氧发酵均为连续式发酵。通过连续 式发酵获得稳定的发酵反应条件。 进一步地,所述的第一次厌氧发酵过程中,酵母菌浓度为0.1~1.0g/L,发酵液的 pH控制为5~10。第一步发酵涉及较宽的pH范围,以在广谱的pH下获得最佳的乙醇产生条 件。 进一步优选地,发酵液的pH控制为5。此条件下可获得最高的乙醇产量。 进一步地,所述的第一次厌氧发酵过程中,发酵液的温度为28~40℃,这是一个中 温的发酵范围,适合大多数微生物的生长。发酵液的水力停留时间为1~5d,在该时间内,糖 分被充分转化成目标物质。发酵时的搅拌转速为160~180rpm,小于160rpm在本技术方案中 定义为过低的转速,将无法保持微生物和原料的充分接触,超过180rpm在本技术方案中定 义为过高的转速,过高的转速可能会影响微生物的正常生理过程。 进一步地,所述的污泥为市政污水厂的活性污泥。活性污泥中包含能够进行碳链 延伸反应生产中链脂肪酸的微生物。 进一步地,所述的第二次厌氧发酵过程中,发酵液的pH为5~7,温度为28~40℃, 发酵液的水力停留时间为10~20d,发酵时的搅拌转速160~180rpm。第二次发酵过程的pH 和温度选择是基于在该pH条件下,碳链延长的菌种能得到较好的生长,而10~20d的水力停 留时间可以使反应物充分反应。 进一步地,第一次厌氧发酵完成后,将第一发酵反应器中的发酵液沉淀得到上清 液,将上清液输入第二发酵反应器中。 与现有技术相比,本发明具有以下优点: 1)本发明所用的发酵底物为含糖废水,它来源广泛且富含多种易被微生物降解的 有机物,属于再利用价值高的废弃资源,本发明通过两次反应充分地将含糖废水转变为中 链脂肪酸。 2)本发明通过两步发酵的原理,耦合了乙醇的产生过程和中链脂肪酸的产生过 程,其中先通过制糖废水添加酵母菌发酵产乙醇,再接种污泥产生中链脂肪酸,发酵过程简 单、可操作性强,与传统的中链脂肪酸生产方式相比省去了电子供体的投加,实现了制糖废 水和污泥的充分高效利用,也为实际生产过程节约了成本。 4 CN 111575322 A 说 明 书 3/3 页 附图说明 图1为本发明所述两步发酵反应中反应器的结构示意图。 图中,1-配水槽、2-泵、3-pH探头、4-温度探头、5-搅拌器、6-自控装置、7-废气收集 槽、8-放料阀、9-污泥槽、10-液相取样口、11-气相取样口。











