
技术摘要:
本发明涉及一种金属板带厚差自动标记方法和装置,方法是前期厚差标准录用、板带实时测厚、厚度数据传递甄别步骤,后期超标指令发出、标记执行机构受命动作、驱动标记笔步骤,能在前期数据采集甄别基础上对金属板带厚差超标处同步准确标记,用于实现该方法的装置是测厚 全部
背景技术:
生产金属板带的行业必须无间断地测量产出金属板带的厚差,通常测量金属板带 厚差的设备包括测厚仪和工控机,运行流程为:在工控机的报警记录仪设定好金属板带厚 差超差设定值,测厚仪测出水平线上金属板带的厚差,实时厚差在工控机上显示。 虽然现有的方法和装置能测出金属板带的厚差并显示数值,但无法指导金属板带 后道工序的分条裁切,剪子对金属板带是否动作?何时何处动作?目前都是靠操作人员的眼 睛判断金属板带的超差厚度位置后再停机使用千分尺复核是否有超差厚度,最后决定是否 裁切和裁切多少。可见,人工判断费时、费力、模糊,常出现误判而造成误剪或未剪,多剪或 少剪,即要么超差厚度材料未被分剪掉,要么合格厚差材料被分剪掉,误剪或未剪,这些都 是基于金属板带卷上无直观准确的裁切标记,以致金属板带成品率或合格率不高、生产效 率低等问题。 经发明人检索,未发现有金属板带厚差自动标记方法和装置的相关文献报道。 为此寻求一种金属板带厚差自动标记方法和装置就显得尤为迫切。
技术实现要素:
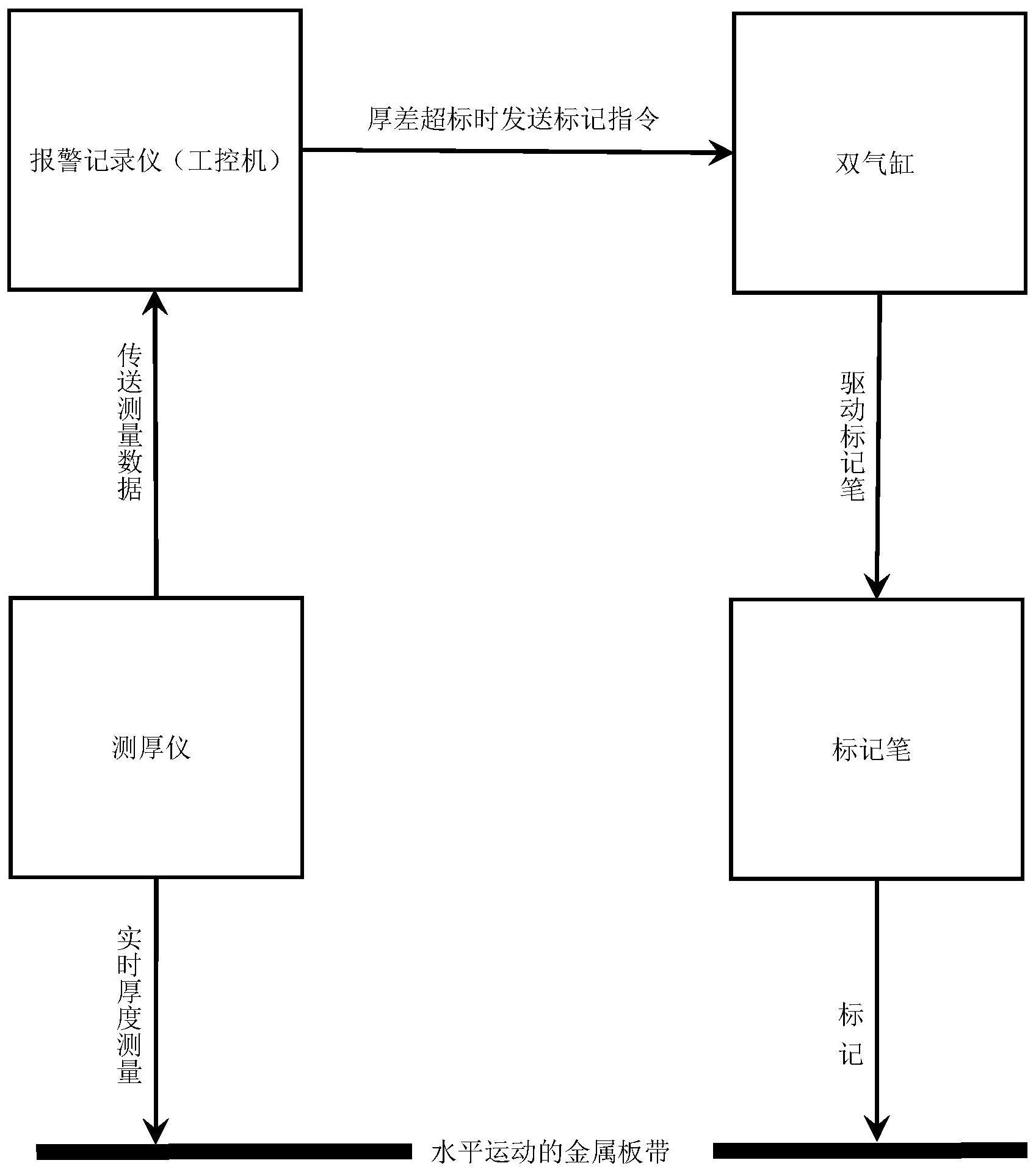
本发明的任务是克服现有技术的不足,提供一种金属板带厚差自动标记方法和装 置,它既能测出金属板带的厚差和显示数值,又能在金属板带卷上直接做好标记,对后序分 条裁切作出直观而准确定位。 本发明的任务是通过以下技术方案来完成的: 金属板带厚差自动标记方法,它包括前期厚差标准录用、板带实时测厚、厚度数据 传递甄别步骤,它还包括超标指令发出、标记执行机构受命动作、驱动标记笔步骤,能在前 期数据采集甄别基础上对金属板带厚差超标处同步准确标记,为金属板带后道工序的分条 裁切提供极大便利。 用于实现金属板带厚差自动标记方法的装置,它包括测厚仪和带有报警记录仪的 工控机,它还包括标记执行机构;所述的标记执行机构包括一个时间继电器、二个中间继电 器、一个设有气动阀的双轴双杆气缸、一支记号笔;记号笔尾端连接双轴双杆气缸,头端朝 向水平运动的金属板带;双轴双杆气缸电联结时间继电器、中间继电器与工控机,一旦金属 板带厚差偏离设定标准值,则报警记录仪会发出声光报警,同时输出控制信号给标记执行 机构,记号笔头端伸向金属板带做上标记。 本发明与现有技术相比具有以下优点或效果: (1)设置了标记执行机构,为保证金属板带产品质量,提高后道工序的生产效率打 下了坚实的基础。 3 CN 111730573 A 说 明 书 2/2 页 (2)基于已有的测厚仪和工控机,可保证所测金属板带不合格厚差处能同步、准确 得到标记,自动化程度高。 (3)设置的标记执行机构简洁,零部件易于采购、装配和维护。 (4)本方法和装置,提高了生产效率,同时避免合格产品当成不合格产品回炉,提 高了产品成材率,还降低劳动强度。 附图说明 图1是根据本发明提出的一种金属板带厚差自动标记方法和装置的整体拓扑示意 图。











