
技术摘要:
本发明提供一种用于内燃机活塞加工用辅助工装,包括:机床主体,所述机床主体上端面前侧转动连接有旋转机构。本发明通过杠杆机构与固定机构的配合,当其中一个活塞加工完后,将杠杆机构持握端进行向下按压,使固定机构带动限位柱向上滑动离开第二限位孔和第一限位孔,然 全部
背景技术:
活塞是汽车发动机汽缸体中作往复运动的机件。活塞的基本结构可分为顶部、头 部和裙部。活塞顶部是组成燃烧室的主要部分,其形状与所选用的燃烧室形式有关。汽油机 多采用平顶活塞,其优点是吸热面积小。柴油机活塞顶部常常有各种各样的凹坑,其具体形 状、位置和大小都必须与柴油机的混合气形成与燃烧的要求相适应。 例如申请号:CN201910214111.5本发明提供了一种钢质活塞裙销孔加工夹具,特 别是用于夹具技术领域。包括底座和支撑板,底座的顶端设有支撑板,支撑板上左右对称设 有定位孔,支撑板的正端面均匀的设有三个安装座,定位孔的正端面设有止口定位模芯,定 位孔的后侧端设有后连接座,定位孔的内腔设有分别与止口定位模芯以及后连接座相配合 的内撑装置,两个定位孔之间的安装座上设有中间夹紧装置,另外两个所述安装座上分别 设有边缘夹紧装置;本发明通过两个定位模芯内撑夹活塞本体,能有效的防止活塞本体旋 转,且利用止口定位模芯顶住活塞本体的一端,而活塞本体的另一端通过中间卡夹配合边 缘卡夹进行顶紧,从而保证活塞本体装夹的稳定性。 基于上述专利的检索,以及结合现有技术中的设备发现,目前内燃机活塞在加工 过程中,通常要用到辅助工装对其进行固定,以便更好的完成铣孔等工作。而现有的辅助工 装在实际的使用过程中还存在以下不足,如:1、小工厂在加工活塞时,由于成本有限,故无 法使用成本较高的自动化设备,而现有的辅助工装在使用时,通常是先将活塞夹持到辅助 工装上,再通过加工设备进行加工,而在活塞加工时,工作人员处于等待空闲状态,不能将 另外一个活塞提前进行夹持,进而降低了活塞加工时的加工效率;2、活塞在加工时一般使 用三爪卡盘式辅助工装进行夹持固定,而三爪卡盘式辅助工装在长时间的使用后,会使得 三爪之间出现磨损误差,进而降低了三爪卡盘式辅助工装夹持活塞时的稳固性。
技术实现要素:
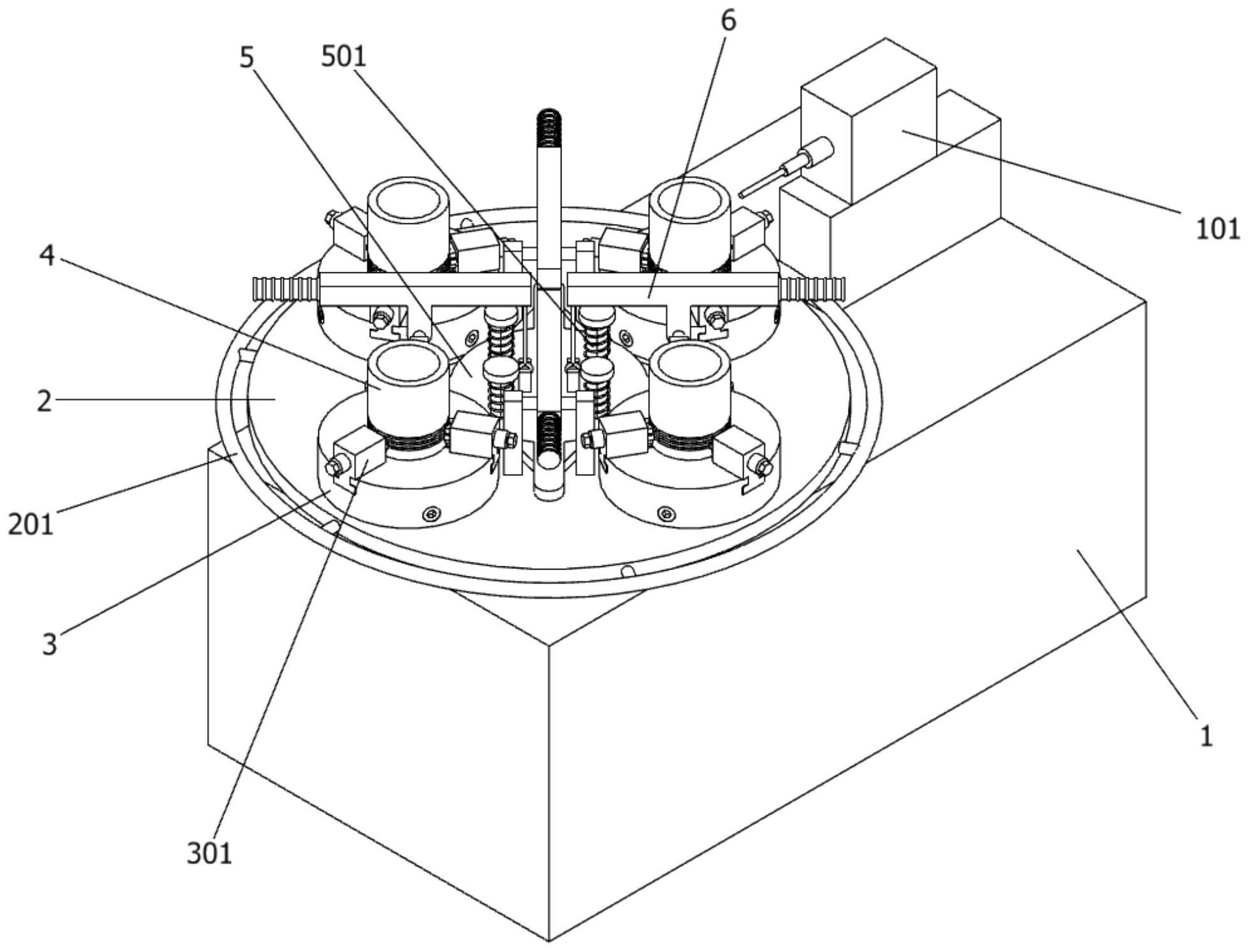
为了解决上述技术问题,本发明提供一种用于内燃机活塞加工用辅助工装,以解 决现有的辅助工装在实际的使用过程中还存在以下不足,如:1、小工厂在加工活塞时,由于 成本有限,故无法使用成本较高的自动化设备,而现有的辅助工装在使用时,通常是先将活 塞夹持到辅助工装上,再通过加工设备进行加工,而在活塞加工时,工作人员处于等待空闲 状态,不能将另外一个活塞提前进行夹持,进而降低了活塞加工时的加工效率;2、活塞在加 工时一般使用三爪卡盘式辅助工装进行夹持固定,而三爪卡盘式辅助工装在长时间的使用 后,会使得三爪之间出现磨损误差,进而降低了三爪卡盘式辅助工装夹持活塞时的稳固性 的问题。 本发明一种用于内燃机活塞加工用辅助工装的目的与功效,由以下具体技术手段 4 CN 111604528 A 说 明 书 2/5 页 所达成: 一种用于内燃机活塞加工用辅助工装,包括机床主体,所述机床主体上端面前侧 转动连接有旋转机构,且旋转机构上端面边缘部位呈环形阵列状固定安装有四个三爪卡 盘;所述三爪卡盘还包括卡爪滑套、调节卡爪、轴套、调节螺栓、条形滑块、条形滑槽、环形卡 块、螺纹盲孔和环形卡槽,所述三爪卡盘上安装有三个卡爪滑套,且每个卡爪滑套内部均滑 动连接有一个调节卡爪,每个所述调节卡爪左右两侧均设有一个条形滑块,每个所述卡爪 滑套内部左右两侧面均开设有一个条形滑槽,且条形滑槽与条形滑块滑动相连接,所述卡 爪滑套前端面设有轴套,且轴套内部转动连接有调节螺栓,所述调节卡爪前端面中心部位 开设有螺纹盲孔,且螺纹盲孔与调节螺栓通过螺纹相连接,所述轴套内部设有环形卡槽,所 述调节螺栓外部前端设有环形卡块,且环形卡块与环形卡槽转动相连接;每个所述三爪卡 盘上均夹持有一个活塞;所述旋转机构上端面中部设有固定机构,且旋转机构上端面中部 呈环形阵列状设有四个杠杆机构。 进一步的,所述机床主体还包括铣孔设备、连接圆盘、T型卡槽和第一限位孔,所述 机床主体上端面后侧安装有铣孔设备,且铣孔设备上安装有铣刀,所述机床主体上端面前 侧固定连接有连接圆盘,且连接圆盘上端面中心部位开设有T型卡槽,所述连接圆盘上端面 边缘部位呈环形阵列状还开设有四个第一限位孔,所述T型卡槽深度占连接圆盘厚度的三 分之二,且连接圆盘直径占旋转机构直径的十分之七; 进一步的,所述旋转机构还包括环形转把、T型卡块和第二限位孔,所述旋转机构 外部设有环形转把,且旋转机构上端面边缘部位呈环形阵列状开设有与第一限位孔相匹配 的第二限位孔,所述旋转机构底端面中心部位设有T型卡块,当所述旋转机构与机床主体处 于安装状态时,T型卡块与T型卡槽转动相连接; 进一步的,所述调节卡爪后端面开设有三角形卡口,所述螺纹盲孔深度占调节卡 爪长度的七分之四,当所述三爪卡盘与活塞处于安装状态时,每个调节卡爪卡口处均与活 塞外周面下部紧密相接触; 进一步的,所述固定机构还包括方形滑柱、弹簧、拱形支撑板、方形通口和限位柱, 所述固定机构为圆盘形结构,且固定机构外周面呈环形阵列状设有四个拱形支撑板,每个 所述拱形支撑板底端面外侧均固定连接有一根限位柱,所述固定机构上端面边缘部位呈环 形阵列状开设有四个方形通口,且每个方形通口内均滑动连接有固定在旋转机构上端面的 一根方形滑柱,每根所述方形滑柱外部均安装有弹簧,且每根方形滑柱上端均设有圆形限 位块,当所述固定机构、旋转机构和机床主体处于安装状态时,每根限位柱依次穿过一个第 二限位孔和一个第一限位孔; 进一步的,所述杠杆机构还包括方形支块、凹型提拉块、拉绳和握把,所述杠杆机 构下部通过转轴转动连接有固定在旋转机构上端面的两根方形支块,且杠杆机构一侧底端 面固定连接有一根拉绳,所述凹型提拉块固定连接在固定机构上端面,且凹型提拉块与拉 绳下端相连接,所述杠杆机构另一端设有握把,且握把外周面设有防滑条纹; 进一步的,当所述杠杆机构持握端处于向下按压状态时,固定机构上的四根限位 柱分别与旋转机构上的四个第二限位孔和连接圆盘上的四个第一限位孔处于分离状态。 与现有技术相比,本发明具有如下有益效果: 本发明通过杠杆机构与固定机构的配合,当其中一个活塞加工完后,将其中一个 5 CN 111604528 A 说 明 书 3/5 页 杠杆机构持握端进行向下按压,使固定机构带动限位柱向上滑动离开第二限位孔和第一限 位孔,然后再顺时针转动旋转机构,将加工好的一个活塞顺时针转动带出,当旋转机构顺时 针转动九十度时,固定机构在弹簧作用下带动限位柱再次插入到第二限位孔和第一限位孔 内,且此时左侧的一个待加工活塞也被顺时针转动带动到铣孔设备正前方,然后再通过铣 孔设备进行加工即可,然后提前将加工好的一个活塞从三爪卡盘上拆掉,再夹持上新的待 加工活塞,进而有效提高了活塞加工时的加工效率。 本发明通过调节螺栓与调节卡爪的配合,当三爪卡盘上其中一个调节卡爪卡口处 出现磨损时,通过工具逆时针转动与磨损的调节卡爪相连接的调节螺栓,使磨损的调节卡 爪在螺纹作用下从卡爪滑套内向卡口端滑动,从而使磨损的调节卡爪长度得到增加,进而 提高了本三爪卡盘式辅助工装夹持活塞时的稳固性。 附图说明 图1是本发明的轴视结构示意图。 图2是本发明的俯视结构示意图。 图3是本发明的连接圆盘局部剖视结构示意图。 图4是本发明的旋转机构结构示意图。 图5是本发明的卡爪滑套结构示意图。 图6是本发明的卡爪滑套和调节卡爪局部剖视结构示意图。 图7是本发明的旋转机构和固定机构拆分状态下结构示意图。 图8是本发明的旋转机构、固定机构和杠杆机构结构示意图。 图中,部件名称与附图编号的对应关系为: 1、机床主体;101、铣孔设备;102、连接圆盘;103、T型卡槽;104、第一限位孔;2、旋 转机构;201、环形转把;202、T型卡块;203、第二限位孔;3、三爪卡盘;301、卡爪滑套;302、调 节卡爪;303、轴套;304、调节螺栓;305、条形滑块;306、条形滑槽;307、环形卡块;308、螺纹 盲孔;309、环形卡槽;4、活塞;5、固定机构;501、方形滑柱;502、弹簧;503、拱形支撑板;504、 方形通口;505、限位柱;6、杠杆机构;601、方形支块;602、凹型提拉块;603、拉绳;604、握把。











