
技术摘要:
本发明属于制动系统零部件加工技术领域,尤其涉及一种主缸活塞的加工设备,主缸活塞包括活塞本体,活塞本体的前端具有活塞孔,其后端具有球头孔,活塞本体外壁上还设置有沿径向方向设置的且通向活塞孔的回油孔,回油孔有若干个且沿周向方向均匀分布,加工设备用于加工回 全部
背景技术:
汽车制动主缸是汽车制动系统中的重要部件,其作用是通过制动主缸的活塞将油 液推入制动分泵中,以实现汽车行车中的制动刹车。小小的活塞关乎汽车的质量和乘车人 员的生命安全,活塞长时间在恶劣环境下运动,会产生振动甚至跳动,容易造成损坏,如果 自身精度不高,表面强度不够,会加速活塞的损坏,影响行车安全。 现有的用于生产活塞的钻孔设备,需要人工进行操作,导致加工效率较慢,为此, 有必要提供一种自动化程度高的加工设备,以用于对活塞进行钻孔。
技术实现要素:
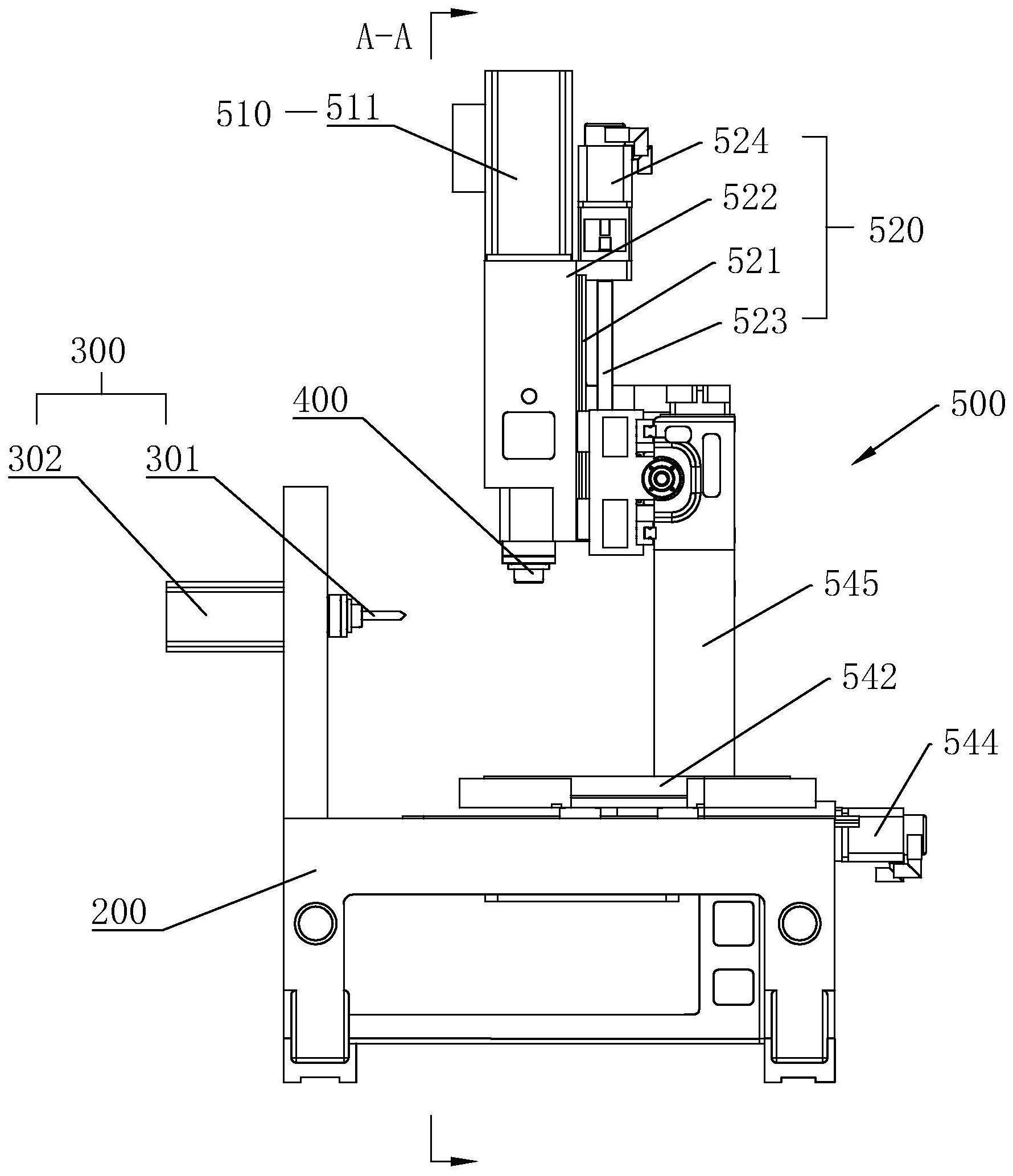
本发明的目的是针对上述存在的技术问题,提供一种自动化程度高的主缸活塞加 工设备,该加工设备能够有效的提高加工效率,其控制方法能够有效的控制刀具的磨损程 度,以提高刀具的使用寿命以及钻孔的精度。 本发明的目的是这样实现的:一种主缸活塞的加工设备,所述主缸活塞包括活塞 本体,所述活塞本体的前端具有活塞孔,其后端具有球头孔,所述活塞本体外壁上还设置有 沿径向方向设置的且通向所述活塞孔的回油孔,所述回油孔有若干个且沿周向方向均匀分 布,所述加工设备用于加工所述回油孔,其特征在于:所述加工设备包括机架以及设置于机 架上的用于对所述活塞本体进行钻孔的钻孔装置、用于夹紧所述活塞本体的夹具以及用于 将夹具上的活塞本体送入钻孔装置上的进给装置;所述进给装置能够驱动所述夹具上的活 塞本体进行轴向转动,使所述钻孔装置加工出所述活塞本体上的若干个所述回油孔。 通过采用上述技术方案,主缸活塞主要包括活塞本体,活塞本体上有周向设置的 若干个回油孔,为了提高对活塞本体回油孔的加工效率,对此本发明设置一个用于加工该 回油孔的加工装置;其中,先进行人工操作,将待加工的活塞本体放入夹具内,由夹具将活 塞本体夹紧,随后进给装置将夹具上的活塞本体送入钻孔装置内,钻孔装置对活塞本体进 行钻孔,在活塞本体上的第一个回油孔钻孔完成后,进给装置驱动夹具上的活塞本体进行 转动,使得活塞本体上的下个待加工点对向钻孔装置,钻孔装置再对该加工点进行钻孔,如 此反复,从而将活塞本体上的若干个回油孔全部加工完成,采用上述的加工装置能够有效 的提高钻孔效率。 本发明进一步设置为:所述钻孔装置包括点孔钻头和驱动点孔钻头转动的第一电 机以及钻孔钻头和驱动钻孔钻头转动的第二电机,所述点孔钻头和所述钻孔钻头前后并排 设置,且二者的加工端部均朝向所述进给装置设置;所述进给装置包括 第一动力装置,用于驱动所述夹具上的所述活塞本体轴向转动,使所述活塞本体 上的待加工点正对于所述点孔钻头或所述钻孔钻头; 第二动力装置,用于驱动所述夹具沿竖直方向快速移动以靠近或远离所述点孔钻 5 CN 111545787 A 说 明 书 2/7 页 头、所述钻孔钻头; 第三动力装置,用于驱动所述夹具纵向快速移动以使所述夹具靠近所述点孔钻头 远离所述钻孔钻头,或靠近所述钻孔钻头远离所述点孔钻头; 第四动力装置,用于驱动所述夹具沿横向方向快速移动以靠近或远离所述点孔钻 头、所述钻孔钻头; 控制器,用于控制所述第一动力装置、所述第二动力装置、所述第三动力装置以及 第四动力装置的运行状态。 通过采用上述技术方案,传统的钻孔方法是直接采用一根钻头进行钻孔,时间长 后容易损坏,因此需要经常维修、更换,对此本发明设置有点孔钻头以及钻孔钻头,第一电 机带动点孔钻头先对活塞本体进行点孔,然后第二电机带动钻孔钻头对活塞本体上的点孔 进行钻孔,从而有效的提高了钻孔钻头的使用寿命,延长了维修周期; 对于进给装置,其中,第一动力装置是用于驱动夹具进行转动,从而能够使钻孔装 置非常方便的对活塞本体进行钻孔,有效的提高了钻孔效率; 第二动力装置是用于驱动夹具沿竖直方向移动,使得夹具上的活塞本体能够快速 的靠近或远离点孔钻头、钻孔钻头; 第三动力装置是用于驱动夹具纵向移动,在点孔钻头对活塞本体点孔完毕后,通 过第三动力装置能够快速的驱动活塞本体对向钻孔钻头; 第四动力装置是用于驱动夹具左右移动,在夹具上的活塞本体向左移动的过程 中,点孔钻头以及钻孔钻头会对活塞本体进行点孔和钻孔; 采用上述的进给装置能够有效的减少进程距离,进而减少了钻孔时间。 本发明进一步设置为:所述第一动力装置为主轴连接于所述夹具上的第一伺服电 机; 所述第二动力装置包括竖直方向设置的两条第一滑轨以及滑动设置于两第一滑 轨上的第一滑座,所述第二动力装置还包括位于两所述第一滑轨之间的且其螺母座固定于 所述第一滑座上的第一滚珠丝杠以及驱动第一滚珠丝杆转动的第二伺服电机,所述第一伺 服电机设置于所述第一滑座上; 所述第三动力装置包括纵向设置的两条第二滑轨以及滑动设置于两第二滑轨上 的第二滑座,所述第三动力装置还包括位于两所述第二滑轨之间的且其螺母座固定于所述 第二滑座上的第二滚珠丝杠以及驱动第二滚珠丝杆转动的第三伺服电机,两所述第一滑轨 设置于所述第二滑座上; 所述第四动力装置包括横向设置于所述机架上的两条第三滑轨以及滑动设置于 两第三滑轨上的第三滑座,所述第四动力装置还包括位于两所述第三滑轨之间的且其螺母 座固定于所述第三滑座上的第三滚珠丝杠以及驱动第三滚珠丝杆转动的第四伺服电机,所 述第三滑座上有竖直设置的两根连接柱,所述第二滑轨通过安装座设置于所述连接柱上。 一种用于上述主缸活塞的加工设备的控制方法,其中,具体步骤如下: S1、夹具将待加工的活塞本体夹紧后,启动第二伺服电机、第三伺服电机,第二伺 服电机驱动第一滑座竖向靠近点孔钻孔,第三伺服电机驱动第二滑座纵向靠近点孔钻头, 使的活塞本体上的待加工点正对于点孔钻头; S2、启动点孔钻头上的第一电机,启动第四伺服电机,第四伺服电机驱动第三滑座 6 CN 111545787 A 说 明 书 3/7 页 横向滑动,使点孔钻头对活塞本体进行点孔,完毕后第三滑座复位; S3、启动第一伺服电机,第一伺服电机驱动夹具转动,使活塞本体上的下个待加工 点正对于点孔钻头; S4、重复S2、S3,直至活塞本体上的待加工点全部加工完毕; S5、启动第三伺服电机,第三伺服电机驱动第二滑座纵向靠近钻孔钻头,并使活塞 本体上的点孔正对于钻孔钻头; S6、启动钻孔钻头上的第二电机,启动第四伺服电机,第四伺服电机驱动第三滑座 横向滑动,使钻孔钻头对活塞本体进行钻孔,完毕后第三滑座复位; S7、启动第一伺服电机,第一伺服电机驱动夹具转动,使活塞本体上的下个点孔正 对于钻孔钻头; S8、重复S6、S7,直至活塞本体上的点孔全部加工成回油孔; S9、启动第三伺服电机,使第二滑座复位;启动第二伺服电机,使第一滑座复位,并 将活塞本体从夹具上卸下;下个待加工的活塞本体可按照上述步骤依次进行。 通过采用上述技术方案,上述的加工方式能够有效的提高加工质量的稳定性、加 工精度以及加工效率。 本发明进一步设置为:所述控制器包括PLC控制模块、电流感测模块以及报警模 块,所述电流感测模块用于测量所述第四伺服电机的运行电流;所述步骤S2和步骤S6中的 第四伺服电机的具体控制方法如下, 1)、启动第四伺服电机,在T1时间段第三滑座以V1的速率快速向点孔钻头或钻孔 钻头移动,此过程中所述电流感测模块检测到第四伺服电机的负载电流为I1; 2)、在T2时间段PLC控制模块下调第四伺服电机的转速,使第三滑座以V2的速率向 点孔钻头或钻孔钻头减速移动,此过程中测得第四伺服电机的负载电流为I2,其中初始负 载电流为Ia,Ia﹥I1,末尾负载电流为Ib; 3)、当I2<IMax(设定的第四伺服电机最大负载电流)且Ib=I1时,PLC控制模块控制 第四伺服电机反转,使第三滑座以V1的速率快速远离点孔钻头或钻孔钻头移动,并复位,结 束,该时间段为T3; 4)、当I2=IMax,PLC控制模块控制第四伺服电机反转,使第三滑座以V1的速率快速 远离点孔钻头或钻孔钻头移动T4时间段,随后PLC控制模块控制第四伺服电机正转,使第三 滑座以V1的速率快速向点孔钻头或钻孔钻头移动T5时间段,T4=T5; 在T6时间段PLC控制模块下调第四伺服电机的转速,使第三滑座以V2的速率减速 向点孔钻头或钻孔钻头移动,此过程中测得第四伺服电机的负载电流为I6,其中初始负载 电流为Ic,Ic﹥I1,末尾负载电流为Id; 5)、步骤4)中,当I6<IMax且Id=I1时,PLC控制模块控制第四伺服电机反转,使第三 滑座以V1的速率快速远离点孔钻头或钻孔钻头移动,并复位,结束,该时间段为T7;当I6= IMax,PLC控制模块控制第四伺服电机反转,使第三滑座以V1的速率快速远离点孔钻头或钻 孔钻头移动,并复位,且PLC控制模块控制报警模块发出警报,结束,该时间段为T8。 上述控制方法通过控制第四伺服电机的运行状态,来控制夹具上活塞本体的给进 状态,从而能够有效的降低点孔钻头、钻孔钻头的磨损以及提高钻孔的精度; 其中,当活塞本体接触到点孔钻头或钻孔钻头后,为降低磨损,进而降低第四伺服 7 CN 111545787 A 说 明 书 4/7 页 电机的转动速度,即降低活塞本体的给进速度,从而达到目的;在点孔钻头或钻孔钻头出现 一定磨损后,即当第四伺服电机的负载电流I2=IMax(设定的第四伺服电机最大负载电 流——点孔钻头或钻孔钻头磨损后,第四伺服电机驱动活塞本体进行点孔或钻孔时通过负 载的增加量计算所得)时,PLC控制器会控制伺服电机进行反转一段时间,随后再正转一段 时间,通过来回的进行点孔或钻孔能够有效的提高点孔钻头或钻孔钻头作用于活塞本体上 的外力,进而有效的降低了点孔钻头或钻孔钻头进一步磨损的程度; 为了避免点孔钻头或钻孔钻头磨损的非常严重后,使得最后加工的回油孔精度较 低,对此,将活塞本体进行来回点孔或钻孔的次数设置为1次,即I6=IMax出现时,PLC控制模 块控制第四伺服电机反向转动,使第三滑座复位,并且报警模块发出警报,以提示工人需要 对点孔钻头或钻孔钻头进行更换或维修,从而保障了最终所钻的孔的精度。 附图说明 图1是本发明活塞本体的结构示意图; 图2是本发明加工设备的主视结构示意图; 图3是图2中的剖视图; 图4是本发明加工设备的俯视结构示意图; 图5是本发明第四伺服电机的运行状态曲线图; 图6是本发明第四伺服电机的运行状态曲线图; 图7是本发明第四伺服电机的运行状态曲线图; 图中附图标记为:100、活塞本体;101、活塞孔;102、球头孔;103、回油孔;200、机 架;300、钻孔装置;301、点孔钻头;302、第一电机;303、钻孔钻头;304、第二电机;400、夹具; 500、进给装置;510、第一动力装置;511、第一伺服电机;520、第二动力装置;521、第一滑轨; 522、第一滑座;523、第一滚珠丝杠;524、第二伺服电机;530、第三动力装置;531、第二滑轨; 532、第二滑座;533、第二滚珠丝杠;534、第三伺服电机;540、第四动力装置;541、第三滑轨; 542、第三滑座;543、第三滚珠丝杠;544、第四伺服电机;545、连接柱。











