
技术摘要:
本发明公开了一种钛钢复合板的焊接方法,包括(1)开双V型坡口;(2)采用激光焊或等离子焊对钝边施焊,形成连接焊缝;(3)采用埋弧焊、气体保护焊或手工电弧焊对基层V型坡口施焊,形成基层焊缝;(4)清理复层一侧V型坡口,去除焊缝污染物并使表面形成毛边;采用冷喷涂的方法 全部
背景技术:
: 双金属复合材料因其优越的力学性能、良好的耐蚀性能,在石油化工、烟气脱硫、 化工、环保等工业领域中得到广泛的应用。 钛及钛合金具有优异的耐腐蚀性能,在海水腐蚀、热电厂烟气排放等领域具有不 可替代的作用。然而纯钛成本高昂且强度不足,钛钢复合材料焊接难度极大,目前主要采用 搭接焊进行焊接,难以实现基层与复层的冶金结合,因此只能应用到强腐蚀工况中,难以承 受较大压力并在更复杂工况下使用。
技术实现要素:
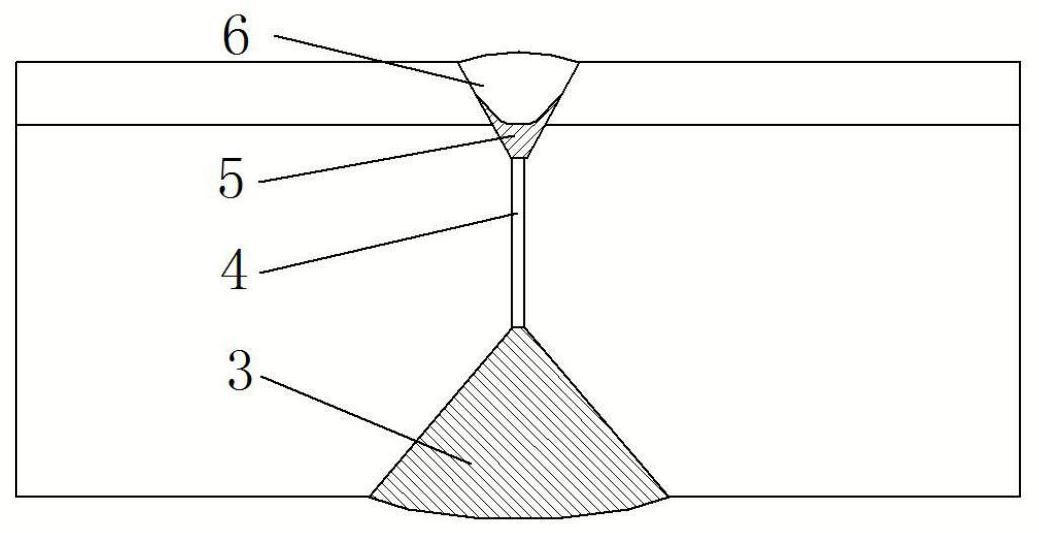
: 本发明的目的在于克服上述现有技术的缺点,提供一种钛钢复合板的焊接方法, 该焊接方法可实现钛钢复合板的冶金结合,焊缝性能优异,焊接效率高,易实现自动化生 产。 为实现上述目的,本发明采用的技术方案是:一种钛钢复合板的焊接方法,该焊接 方法包括以下步骤: (1)钛钢复合板包括基层和复层,基层为碳钢,复层为纯钛或钛合金,基层厚度为 4-50mm,复层厚度为0.2-6mm;开双V型坡口,将复合板对接,基层V型坡口的高度小于基层厚 度2-30mm,坡口角度为60-80°,复层V型坡口的高度大于复层厚度0-5mm,底部宽度为0- 10mm,坡口角度为40-80°; (2)采用激光焊或等离子焊对钝边施焊,形成连接焊缝; (3)采用埋弧焊、气体保护焊或手工电弧焊对基层V型坡口施焊,形成基层焊缝; (4)清理复层一侧V型坡口,去除焊缝污染物并使表面形成毛边;采用冷喷涂的方 法对复层V型坡口底部施焊,形成过渡层焊缝; (5)采用非熔化极气体保护焊、热喷涂或激光熔覆的方法对复层V型坡口施焊,形 成复层焊缝; (6)对焊缝进行去应力退火,消除焊接应力。 本发明的有益效果在于: 本发明采用双V型坡口,坡口形式简单,易于加工。连接焊缝采用等离子或激光焊 接,焊接能量低,避免母材受热分层,焊缝间隙窄,可最大限度减小基层与复层焊缝熔覆量, 节省焊材,提高效率;基层采用埋弧焊、气体保护焊或手工电弧焊,具有工艺性能稳定,综合 力学性能优良及抗腐蚀性能好等特点;过渡层焊缝焊接前进行喷砂抛丸预处理,在清除杂 物的同时使金属表面有一定深度的锚纹,提高过渡层与碳钢结合力;采用冷喷涂堆焊过渡 层,避免钛与铁相互扩散,从而避免过渡层裂纹产生;复层焊缝采用非熔化极气体保护焊、 3 CN 111590223 A 说 明 书 2/3 页 热喷涂或激光熔覆,具有焊缝性能优良且焊接质量稳定的特点;焊后热处理可消除焊接应 力,避免开裂。本发明通过坡口设计和焊接工艺匹配,实现钛钢复合板冶金焊接,性能优异, 焊接成本低,易实现自动化生产,具有广泛的市场前景。 附图说明: 图1为本发明的钛钢复合板坡口示意图。 图2为本发明的钛钢复合板焊接焊缝示意图。 附图标记说明:1-基层、2-复层、3-基层焊缝、4-连接焊缝、5-过渡层焊缝、6-复层 焊缝。











