
技术摘要:
本发明提供了多件加工弹性压紧快换装置,属于航空机械加工工艺装备领域。多件加工弹性压紧快换装置,包括基础支座、两套压紧单元、两套弹性夹紧器和两套定位销;所述的基础支座用于过渡机床平台和定位压紧单元;所述的压紧单元包括转角气缸、压板、调速阀。多件加工弹 全部
背景技术:
对于小尺寸(螺钉、螺母、垫圈等标准件、异形件)类产品来说,多为大批量生产。传 统的加工工艺:回转类产品是利用三爪卡盘,每次装夹一件;异形零件是利用精密虎钳配合 二类工具用于铣削,每次装夹数量也不多。这就照成加工过程中存在换刀频率高、机床移动 行程长、频繁装卸工件辅助时间增加及生产效率低等问题。 尽量减少装夹次数、降低换刀频率,一次装夹完成多个工件、完成多道工序是此类 夹具设计的核心思路。换言之,依据加工工艺方案和操作人员的经验,一次性实现越多的产 品定位加工;同时利用快速换装技术实现线下线上产品装夹协同;利用导向销实现装夹产 品后的工装间的快速定位;利用弹性压紧技术实现产品快速、可靠压紧;利用转角气缸实现 工装的快速压紧。这样也就达到了提高加工效率的目的。针对上述技术背景提出本发明。
技术实现要素:
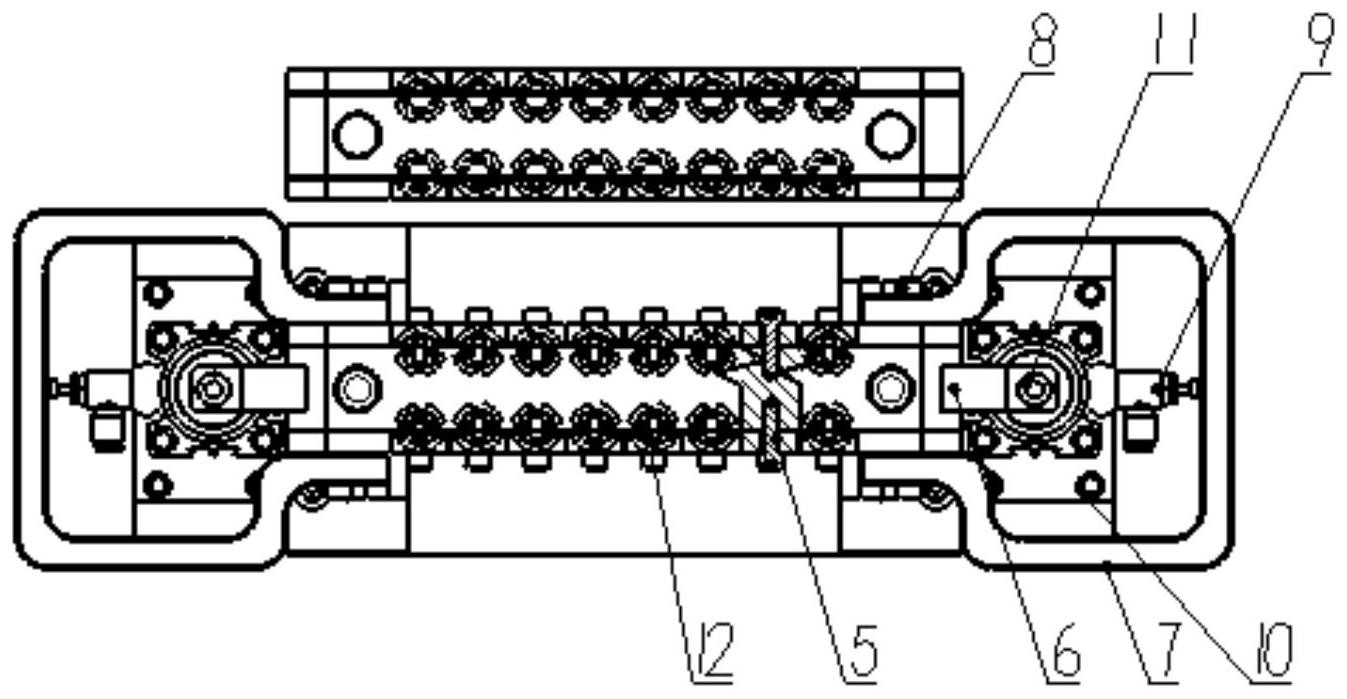
本发明的目的是:用一种多件加工弹性压紧快换装置,实现对对于小尺寸(螺钉、 螺母、垫圈等标准件、异形件)类产品的一夹多件、快速换装、快速定位、快速压紧。 本发明的技术方案是: 多件加工弹性压紧快换装置,包括基础支座1、两套压紧单元、两套弹性夹紧器4和 两套定位销3; 所述的基础支座1用于过渡机床平台和定位压紧单元;所述的压紧单元包括转角 气缸2、压板6、调速阀9;转角气缸2的底面法兰通过圆柱头螺钉B10螺接于基础支座1上,用 于线上定位后的工装的快速压紧;压板6通过圆柱头螺钉C11连接于转角气缸2,接通气源后 通过手动换向阀实现压板6的压紧和打开;调速阀9螺接于转角气缸2的进、出气孔,用于调 整压紧速度;手柄7通过圆柱头螺钉A8螺接于弹性夹紧器4上,用于手持换装工装;所述的弹 性夹紧器4用线切割加工缝隙及弹变止裂槽,按产品12外形特征用铣床加工定位要素,每个 工位侧面设置有前端通孔、尾端螺纹孔结构,能够配合压紧螺钉5实现弹性夹紧功能;两套 弹性夹紧器4协同实现产品12线下线上装夹;定位销3安装于基础支座1上,用于线下装夹产 品12后工装的快速定位;弹性夹紧器4上制有定位孔,定位孔用标准样块协调,用于线下装 夹产品12后工装的快速定位;按产品12外形特征用铣床加工定位槽,用于定位产品12。 本发明的有益效果:多件加工弹性压紧快换装置实现了对于小尺寸产品的一夹多 件、快速换装、快速定位、快速压紧。达到降低换刀频率、提高加工效率目的。 3 CN 111546107 A 说 明 书 2/2 页 附图说明 图1为多件加工弹性压紧快换装置的主视图。 图2为多件加工弹性压紧快换装置的俯视图。 图3为多件加工弹性压紧快换装置的侧视图。 图4为多件加工弹性压紧快换装置的立体图。 图中:1基础支座;2转角气缸;3定位销;4弹性夹紧器;5压紧螺钉;6压板;7手柄;8 圆柱头螺钉A;9调速阀;10圆柱头螺钉B;11圆柱头螺钉C;12产品。











