
技术摘要:
本发明公开了一种门架式PE管套接安装单元的使用方法,门架式PE管套接安装单元包括回转工位台、门架式机械臂、PE管套接安装机械手和门架式PE管套接安装电控机构;门架式机械臂是固定安装在地面的门形框架结构、且门形框架结构的几何中心与回转工位台的几何中心重合设置 全部
背景技术:
喷灌是利用喷头等专用设备把有压水喷洒到空中,形成水滴落到地喷灌面和作物 表面的灌溉方法,喷灌机又称喷灌机具、喷灌机组,即喷灌所采用的专用设备。 卷盘喷灌机能够灌溉大面积的农田,也可以根据喷头控制喷水量的大小,以满足 使用者对喷灌水量的不同要求,是农田节水灌溉通常选用的喷灌设备。卷盘喷灌机一般采 用水涡轮式动力驱动系统,通常主要包括底架、卷盘、PE管、水涡轮、变速箱、速度补偿装置 和喷头车,PE管层叠缠绕在卷盘上,喷灌压力水带动水涡轮旋转,从水涡轮轴传入到减速器 中,降速后链条传动产生较大的扭矩力驱动卷盘转动,从而实现PE管的自动回收,同时通过 PE管牵引喷头车回退移动进行喷灌作业。 卷盘喷灌机的PE管一端需套接安装在喷头车的压力水输入硬管接头上、另一端需 套接安装在卷盘的压力水输出硬管接头上,硬管接头通常是与PE管内径尺寸紧配合的竹节 管接头结构,传统的PE管套接安装方式是在硬管接头上涂抹黄油后人力用力推入PE管的人 工套接方式,套接PE管后再用喉箍将PE管端部束紧在硬管接头的竹节管接头结构上。而卷 盘喷灌机的PE管作为压力输水工作部件,不仅径向方向需具有足够的支撑强度以抵抗缠绕 在卷盘上时的挤压变形以及压力水的压力,而且轴向方向也需具有足够的拉伸强度以牵引 喷头车。针对大中型卷盘喷灌机而言,PE管的公称压力通常在0.63~1.6MPa、外径通常在65 ~250mm、管壁壁厚通常在4.2~22.7mm,重量较大,采用传统的人工套接PE管的安装方式 时,通常是先将PE管的端部加热变软后再人力套接,加热方式通常采用火焰加热或热油加 热,不仅劳动强度大、安装周期长、安装效率低,而且火焰加热或热油加热的方式通常会损 伤PE管端部的外表面,进而造成PE管端部存在过早老化的风险,从而会降低卷盘喷灌机产 品整体质量。
技术实现要素:
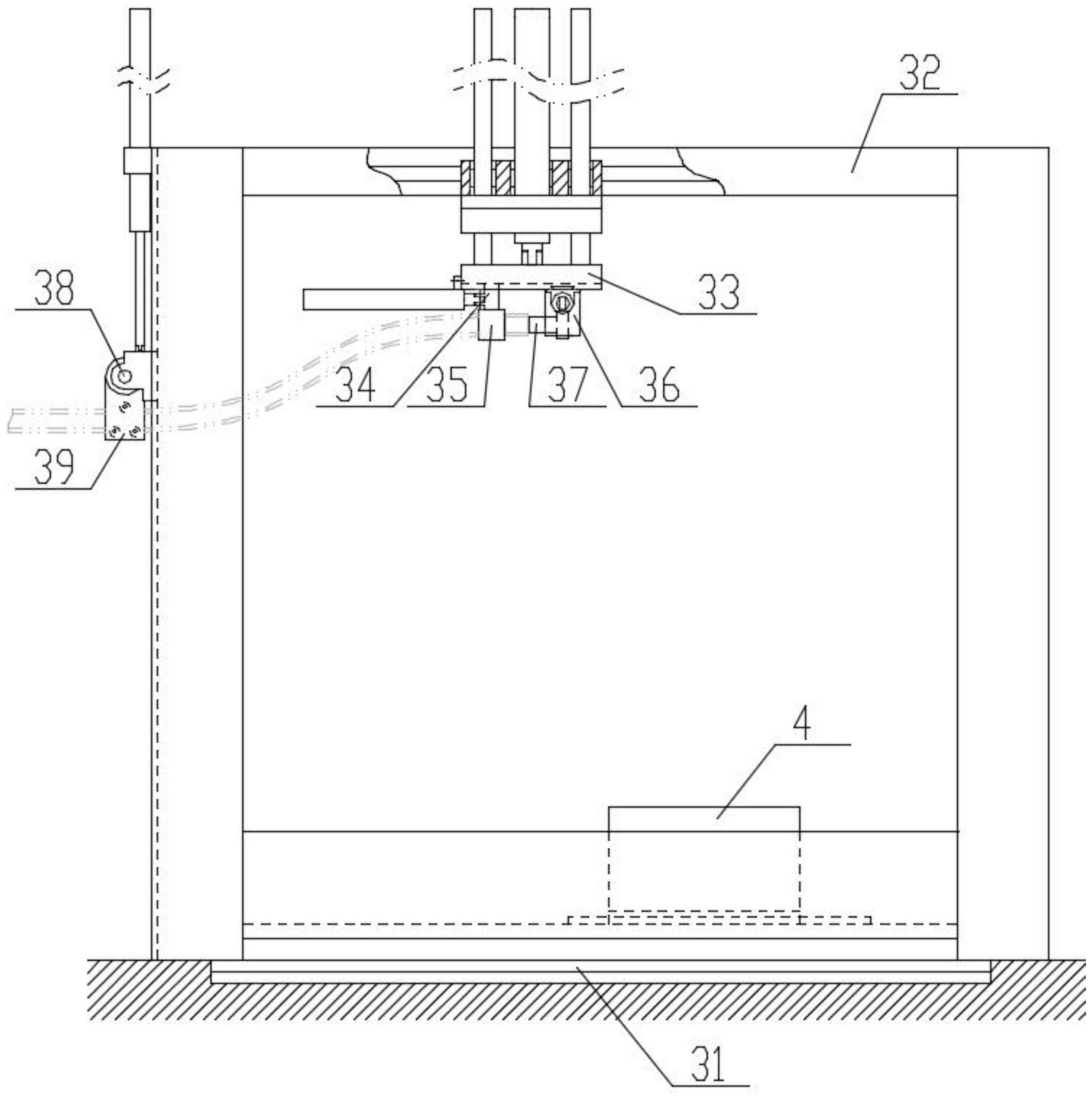
针对上述问题,本发明提供一种门架式PE管套接安装单元的使用方法,能够大大 降低操作人员的劳动强度,可以实现PE管的快速安装,特别适用于大中型卷盘喷灌机的安 装PE管工序。 为实现上述目的,门架式PE管套接安装单元包括回转工位台、门架式机械臂、PE管 套接安装机械手和门架式PE管套接安装电控机构; 所述的回转工位台上设有卷盘喷灌机工位,回转工位台包括可驱动回转工位台进 行回转运动的回转工位台回转驱动机构,回转工位台回转驱动机构包括回转工位台回转驱 动部件; 5 CN 111716738 A 说 明 书 2/13 页 所述的门架式机械臂是固定安装在地面的门形框架结构、且门形框架结构的几何 中心与回转工位台的几何中心重合设置,门架式机械臂包括可驱动末节机械臂沿水平前后 方向坐标移动的X坐标驱动总成、可驱动末节机械臂沿水平左右方向坐标移动的Y坐标驱动 总成和可驱动末节机械臂沿竖直上下方向坐标移动的Z坐标驱动总成; 所述的PE管套接安装机械手安装在末节机械臂的底端,包括PE管管端夹持套接安 装部分Ⅱ和PE管管端加热部分Ⅱ; PE管管端夹持套接安装部分Ⅱ包括支撑架Ⅳ和安装在支撑架Ⅳ底端部的管端夹 持机构组件Ⅱ;支撑架Ⅳ顶端通过沿前后方向设置的滑移导向机构和滑移驱动机构滑移配 合安装在PE管套接安装机械手底平面上;管端夹持机构组件Ⅱ包括与PE管外径尺寸配合的 弧形夹持爪和夹持驱动部件、且弧形夹持爪的轴线方向沿前后方向设置; PE管管端加热部分Ⅱ设置在PE管管端夹持套接安装部分Ⅱ的后方,包括安装在PE 管套接安装机械手底平面上的支撑架Ⅴ和安装在支撑架Ⅴ上的锥形电加热头组件Ⅱ;支撑 架Ⅴ通过沿左右方向设置的滑移导向机构和滑移驱动机构滑移配合安装在PE管套接安装 机械手的底平面上、且支撑架Ⅴ在前后方向上定位设置;锥形电加热头组件Ⅱ固定安装在 支撑架Ⅴ上,锥形电加热头组件Ⅱ包括轴线正对前方设置的、前小后大的锥形电加热头,且 锥形电加热头的轴心线距PE管套接安装机械手底平面的高度尺寸与管端夹持机构组件Ⅱ 的弧形夹持爪在夹持状态下的轴线距PE管套接安装机械手底平面的高度尺寸相同; 所述的门架式PE管套接安装电控机构包括门架式PE管套接安装控制器、回转工位 台回转控制回路、门架式机械臂控制回路、PE管管端夹持套管控制回路、PE管管端加热控制 回路,门架式PE管套接安装控制器分别与回转工位台的回转工位台回转驱动部件、门架式 机械臂的X坐标驱动总成、门架式机械臂的Y坐标驱动总成、门架式机械臂的Z坐标驱动总 成、管端夹持机构组件Ⅱ的夹持驱动部件、支撑架Ⅳ的滑移驱动机构、支撑架Ⅴ的滑移驱动 机构、锥形电加热头组件Ⅱ的锥形电加热头电连接; 使用方法具体包括以下步骤: a.未安装PE管的卷盘喷灌机就位:操作人员通过场内转运车辆将未安装PE管的卷 盘喷灌机推送并定位至回转工位台上的卷盘喷灌机工位位置、且使未安装PE管的卷盘喷灌 机的底架沿前后方向设置,控制回转工位台回转驱动部件使回转工位台回转进行微调后, 通过旋转动力机构带动未安装PE管的卷盘喷灌机的变速箱动力输出轴旋转,使未安装PE管 的卷盘喷灌机的卷盘压力水输出硬管接头正对前方设置、且位于卷盘筒体顶端位置; b.PE管套接安装准备:操作人员通过门架式PE管套接安装控制器先控制门架式机 械臂动作使PE管套接安装机械手前移至门形框架结构前端、并下降至设定高度,然后控制 支撑架Ⅳ的滑移驱动机构动作使支撑架Ⅳ带动管端夹持机构组件Ⅱ沿前后方向移动至PE 管套接安装机械手前端的初始位置,最后控制支撑架Ⅴ的滑移驱动机构动作使支撑架Ⅴ沿 左右方向移动并定位至锥形电加热头组件Ⅱ的锥形电加热头与管端夹持机构组件Ⅱ的弧 形夹持爪在夹持状态下的轴线同轴设置的位置;然后操作人员将PE管后管端上套接喉箍 后,将PE管后管端置入管端夹持机构组件Ⅱ中的设定位置、并启动管端夹持机构组件Ⅱ的 夹持驱动部件,使PE管后管端稳固夹持在管端夹持机构组件Ⅱ上、处于正对锥形电加热头 的位置; c.PE管端加热:操作人员通过门架式PE管套接安装控制器控制锥形电加热头组件 6 CN 111716738 A 说 明 书 3/13 页 Ⅱ的锥形电加热头通电加热,同时控制门架式机械臂动作使PE管套接安装机械手后移至靠 近卷盘压力水输出硬管接头的设定位置、并使管端夹持机构组件Ⅱ的弧形夹持爪的轴线方 向正对卷盘压力水输出硬管接头位置,待锥形电加热头组件Ⅱ的锥形电加热头升温至设定 温度后,门架式PE管套接安装控制器控制支撑架Ⅳ的滑移驱动机构动作使支撑架Ⅳ带动管 端夹持机构组件Ⅱ后移、将PE管后管端套接在锥形电加热头上,当支撑架Ⅳ后移至设定距 离、并达到设定时间后,门架式PE管套接安装控制器控制支撑架Ⅳ的滑移驱动机构动作使 支撑架Ⅳ前移复位至初始位置,然后门架式PE管套接安装控制器控制支撑架Ⅴ的滑移驱动 机构动作使支撑架Ⅴ复位至让位的初始位置、并控制锥形电加热头组件Ⅱ的锥形电加热头 断电停止加热; d.PE管套接硬管:操作人员通过门架式PE管套接安装控制器控制支撑架Ⅳ的滑移 驱动机构动作使支撑架Ⅳ后移,管端夹持机构组件Ⅱ越过锥形电加热头组件Ⅱ、并将PE管 后管端套接在卷盘压力水输出硬管接头上;当支撑架Ⅳ后移至设定距离后,门架式PE管套 接安装控制器先控制管端夹持机构组件Ⅱ的夹持驱动部件进行松开复位动作,再控制支撑 架Ⅳ的滑移驱动机构动作使支撑架Ⅳ前移复位至初始位置,最后控制门架式机械臂进行复 位动作,操作人员将喉箍稳固定位连接后,完成卷盘端PE管套接安装。 作为本发明的进一步改进方案,门架式机械臂的门形框架结构前端还设有排管装 置,排管装置包括正反向“8”字螺旋轴和排管滑块框;包括“8”字螺旋轴驱动部件的正反向 “8”字螺旋轴通过轴承座沿左右方向水平架设,正反向“8”字螺旋轴的轴承座通过竖直上下 方向设置的升降导向机构和升降驱动机构滑移配合安装在门架式机械臂的门形框架结构 前端面上、且正反向“8”字螺旋轴的轴承座在左右方向上定位设置;排管滑块框包括同轴配 合套接安装在正反向“8”字螺旋轴上的导向套和固定安装在导向套上的、位于导向套下方 的U形支撑板,导向套和U形支撑板共同围成沿前后方向贯通的框型结构,U形支撑板内部设 有上导向辊轮和下导向滚轮,且上导向辊轮和下导向滚轮的辊轮面上设有与PE管外径尺寸 配合的凹环结构,上导管辊轮和下导管辊轮的凹环结构之间的距离尺寸与PE管外径尺寸配 合形成PE管容纳空间;门架式PE管套接安装电控机构还包括排管控制回路,门架式PE管套 接安装控制器与正反向“8”字螺旋轴的“8”字螺旋轴驱动部件、升降驱动机构电连接; 步骤b中,操作人员通过门架式PE管套接安装控制器控制门架式机械臂动作使PE 管套接安装机械手前移至门形框架结构前端、并下降至设定高度的同时,通过门架式PE管 套接安装控制器控制正反向“8”字螺旋轴的升降驱动机构动作使正反向“8”字螺旋轴下降 至设定高度、并控制“8”字螺旋轴驱动部件进行旋转动作使排管滑块框移动至对应卷盘压 力水输出硬管接头的位置,操作人员将PE管后管端上套接喉箍后,先将PE管后管端穿入排 管滑块框的上导向辊轮和下导向滚轮之间,再将PE管后管端置入管端夹持机构组件Ⅱ中的 设定位置,最后启动管端夹持机构组件Ⅱ的夹持驱动部件对PE管后管端进行夹持。 作为本发明的进一步改进方案,排管滑块框的上导向辊轮和/或下导向滚轮上还 设有导向滚轮驱动部件;门架式PE管套接安装电控机构还包括送管控制回路,门架式PE管 套接安装控制器与导向滚轮驱动部件电连接; 步骤c中,门架式PE管套接安装控制器控制支撑架Ⅳ的滑移驱动机构动作使支撑 架Ⅳ带动管端夹持机构组件Ⅱ后移、将PE管后管端套接在锥形电加热头上的同时,门架式 PE管套接安装控制器控制排管滑块框的导向滚轮驱动部件动作进行辅助送管; 7 CN 111716738 A 说 明 书 4/13 页 步骤d中,操作人员通过门架式PE管套接安装控制器控制支撑架Ⅳ的滑移驱动机 构动作使支撑架Ⅳ后移使PE管后管端套接在卷盘压力水输出硬管接头上的同时,门架式PE 管套接安装控制器控制排管滑块框的导向滚轮驱动部件动作进行辅助送管。 作为本发明的进一步改进方案,管端夹持机构组件Ⅱ上设有面向后方设置的距离 传感器和模式识别传感器,锥形电加热头组件Ⅱ上设有面向前方设置的模式识别传感器, 门架式PE管套接安装控制器分别与管端夹持机构组件Ⅱ上的距离传感器和模式识别传感 器电连接; 步骤b中,门架式PE管套接安装控制器根据管端夹持机构组件Ⅱ上的模式识别传 感器的反馈,准确控制支撑架Ⅴ的滑移驱动机构动作使支撑架Ⅴ沿左右方向移动并定位至 锥形电加热头组件Ⅱ的锥形电加热头与管端夹持机构组件Ⅱ的弧形夹持爪在夹持状态下 的轴线同轴设置的位置; 步骤c中,门架式PE管套接安装控制器根据管端夹持机构组件Ⅱ上的模式识别传 感器的反馈,准确控制门架式机械臂动作使PE管套接安装机械手后移至靠近卷盘压力水输 出硬管接头的设定位置、并使管端夹持机构组件Ⅱ的弧形夹持爪的轴线方向正对卷盘压力 水输出硬管接头位置; 步骤d中,门架式PE管套接安装控制器根据管端夹持机构组件Ⅱ上的距离传感器 的反馈,准确控制支撑架Ⅳ的后移距离。 作为本发明的进一步改进方案,管端夹持机构组件Ⅱ还包括在夹持状态下沿弧形 夹持爪的中轴线为旋转轴的A坐标旋转控制机构,门架式PE管套接安装控制器与A坐标旋转 控制机构电连接; 步骤c中,门架式PE管套接安装控制器控制A坐标旋转控制机构动作使PE管后管端 一边旋转一边套接在锥形电加热头上; 步骤d中,门架式PE管套接安装控制器控制A坐标旋转控制机构动作使PE管后管端 一边旋转一边套接在卷盘压力水输出硬管接头上。 作为本发明的进一步改进方案,在步骤b进行的同时,通过门架式PE管套接安装控 制器控制锥形电加热头组件Ⅱ的锥形电加热头通电进行预热。 与现有技术相比,本门架式PE管套接安装单元采用通过锥形电加热头组件对PE管 管端内部进行电加热的方式,热量自内向外传导、不破坏PE管管端的外表面,可大大降低PE 管管端过早老化的风险;采用在卷盘上方的安装空间进行PE管套接安装的方式,可以避免 干涉的同时便于实现自动化;本门架式PE管套接安装单元在PE管管端套接安装过程中,除 了PE管管端的定位需人工定位操作、喉箍的安装需人工操作外,PE管管端加热、PE管管端套 接安装等传统人工套接劳动强度最大的工序均可以自动化完成,不仅可以实现大大降低操 作人员的劳动强度,而且可以大大提高安装效率;通过更换不同尺寸的弧形夹持爪及锥形 电加热头,可以实现对不同外径及内径规格的PE管进行安装,特别适用于大中型卷盘喷灌 机的大直径、大厚壁PE管的安装。 附图说明 图1是适用于卷盘喷灌机的PE管安装系统的结构示意图; 图2是图1的俯视图; 8 CN 111716738 A 说 明 书 5/13 页 图3是图1的N向视图; 图4是适用于卷盘喷灌机的PE管安装系统的PE管原材料卷安装单元的结构示意 图; 图5是图4的左视图; 图6是本发明的结构示意图; 图7是图6的俯视图; 图8是图6的左视图; 图9是适用于卷盘喷灌机的PE管安装系统的滑架式PE管套接安装单元的俯视结构 示意图; 图10是图9的M向旋转视图; 图11是图10的P向视图; 图12是图10的Q向视图。 图中:1、PE管原材料卷安装单元,11、底托架,12、立架,13、滚筒,14、端挡杆,15、端 挡杆摆动控制机构,2、滑架式PE管套接安装单元,21、底托板Ⅰ,22、支撑架Ⅰ,23、管端夹持机 构组件Ⅰ,24、支撑架Ⅱ,25、锥形电加热头组件Ⅰ,26、支撑架Ⅲ,27、硬管夹持机构组件,3、门 架式PE管套接安装单元,31、回转工位台,32、门架式机械臂,33、PE管套接安装机械手,34、 支撑架Ⅳ,35、管端夹持机构组件Ⅱ,36、支撑架Ⅴ,37、锥形电加热头组件Ⅱ,38、正反向“8” 字螺旋轴,39、排管滑块框,4、卷盘旋转驱动单元。











