
技术摘要:
本发明涉及一种连续送丝装置,包括输送装置、上料板、顶架以及输线机构,其中,所述输送装置包括输送架、输送带,所述输送带横向分布在输送架的顶部且与输送架传动连接,所述输送带上设有载板,所述输送装置还包括用于控制输送带运转的输送带开关;所述上料板的底端可 全部
背景技术:
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料,在气焊和钨极气体保 护电弧焊时,焊丝用作填充金属,在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝 既是填充金属。 目前采用的焊接设备一般需要配备送丝装置来保证焊接的过程焊丝的输送,焊丝 对应盘绕在焊盘上,每个焊盘的焊丝使用完毕后,都需要更换焊盘穿绕焊丝,整个更换过程 相对繁琐,更换过程焊接的滞留时间过长,降低了效率。
技术实现要素:
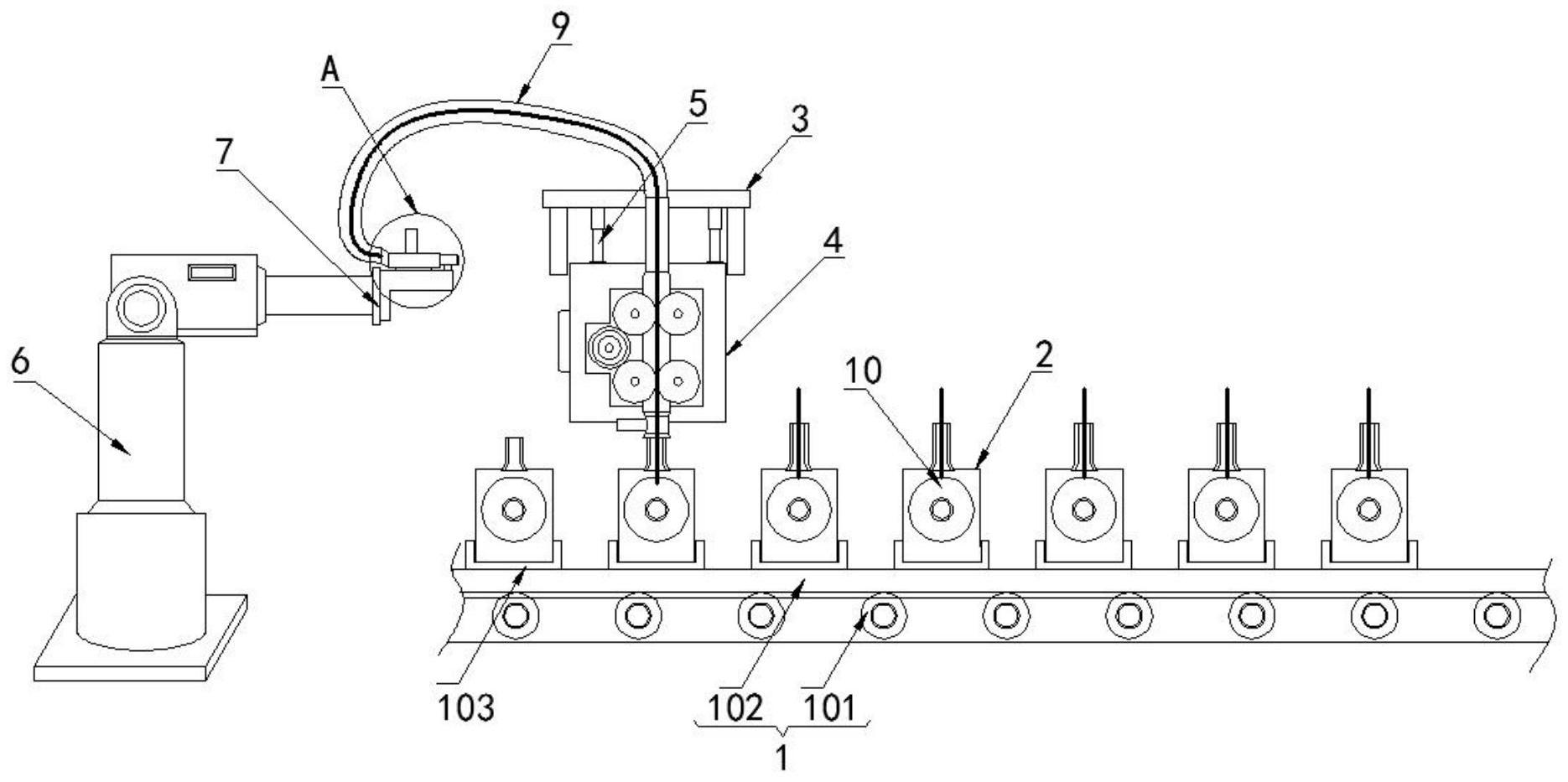
本发明针对现有技术中存在的技术问题,提供一种连续送丝装置及机械臂来解决 上述焊接过程中,焊盘上的焊丝用完,更换焊盘穿绕焊丝的过程相对繁琐,耗费时间较长问 题。 本发明解决上述技术问题的技术方案如下:一种连续送丝装置,包括输送装置、上 料板、顶架以及输线机构,其中, 所述输送装置包括输送架、输送带,所述输送带横向分布在输送架的顶部且与输 送架传动连接,所述输送带上设有载板,所述输送装置还包括用于控制输送带运转的输送 带开关; 所述上料板的底端可拆卸安装在开设在载板顶部的嵌槽内; 所述顶架位于输线机构的正上方,所述顶架和输送机构之间设有推进机构,以控 制输线机构沿对应载板方向移动完成焊丝上料; 所述输线机构包括固定架、出丝导管、送丝导管、送丝轮以及压丝轮,其中, 所述固定架内沿垂直方向开设有送丝通道; 所述出丝导管安装在固定架内送丝通道的出料端; 所述送丝导管安装在固定架内送丝通道的进料端,所述送丝导管上还有进丝检测 传感器; 所述送丝轮安装在固定架内且分布于送丝通道一侧; 所述压丝轮安装在固定架内且分布于送丝通道另一侧,所述压丝轮和送丝轮相对 设置; 所述固定架内还设有与送丝轮相连的驱动机构,以驱动送丝轮完成焊丝输送。 进一步,所述推进机构为气缸,所述气缸的活塞杆与输线机构相连。 进一步,所述送丝轮和压丝轮沿送丝通道对称分布。 进一步,所述送丝通道、出丝导管均沿送丝导管同轴向分布。 进一步,所述驱动机构包括驱动轮以及电机,所述电机的输出轴通过联轴器与驱 4 CN 111571069 A 说 明 书 2/4 页 动轮连接,所述驱动轮与送丝轮传动连接。 进一步,所述上料板的顶沿中部沿竖直方向安装有导线管,所述导线管的底端呈 敞口状。 进一步,所述导线管的顶端外径小于送丝导管的内径,以使送丝导管轴线沿导线 管的端部滑动。 进一步,还包括送丝端PLC控制器,所述送丝端PLC控制器分别与输送带开关、气 缸、电机以及进丝检测传感器连接。 一种机械臂,包括机械臂本体,还包括设置在机械臂本体上的支撑架、送丝管、焊 枪、软管以及权利要求-任一项的连续送丝装置,其中, 所述送丝管与焊枪均安装在支撑架上,所述送丝管的出料端与焊枪相连,所述送 丝管上还设有出丝检测传感器; 所述软管的两端分别与送丝管的进料端以及出丝导管的出料端相连。 进一步,还包括焊接端PLC控制器以及机械臂本体的设备开关,所述PLC 控制器分 别与设备开关和出丝检测传感器连接。 本发明的有益效果是:该送丝装置用于焊接过程中焊丝的上料过程,采用统一的 上料板固定焊盘,输线机构牵引下方上料板上的焊盘上的焊丝并完成输送,能实现先当对 应上料板内的焊盘中的焊丝使用完毕后,通过输送带依次传输载板,使得后续的焊盘随上 料板移动到输线机构的下方,替换之前焊盘,从而短时间内即可完成焊盘的更换,提升了效 率。 附图说明 图1为本发明整体结构示意图; 图2为本发明上料板的结构示意图; 图3为本发明输线机构的结构示意图; 图4为本发明图1中A处的放大图; 图5为本发明连续送丝装置工作结构示意图; 图6为本发明机械臂的工作结构示意图。 附图中,各标号所代表的部件列表如下: 1、输送装置,101、输送架,102、输送带,103、载板,103a、嵌槽, 104、输送带开关, 2、上料板,201、导线管,3、顶架,4、输线机构,41、固定架,411、送丝通道,42、出丝导管,43、 送丝导管,43a、进丝检测传感器,44、送丝轮,45、压丝轮,46、驱动机构,461、驱动轮,462、电 机, 5、推进机构,6、机械臂本体,7、支撑架,71、送丝管,71a、出丝检测传感器,8、焊枪,9、软 管,10、焊盘,11、送丝端PLC控制器,12、焊接端 PLC控制器,13、设备开关。











