
技术摘要:
本发明公开了一种汽车紧固件用耐热钢及其生产方法,通过采用冶炼、精炼、热轧、冷拉成型、箱式炉热处理和检验包装入库的生产方法生产耐热钢,并在本发明的耐热钢原料中特意加入微量铜和镧铈稀土元素,可以延迟冷作硬化,加强净化金属晶界,提高耐热钢的冷墩性能,使耐 全部
背景技术:
2019年12月2日,工业和信息化部为进一步做好重点新材料首批次应用保险补偿 试点工作,发布《重点新材料首批次应用示范指导目录(2019年版)》,自2020年1月1日起施 行。其中涉及40种先进钢铁材料,40种先进钢铁材料其中的一种,具体要求如下: 材料名称:ML06Cr15Ni25Ti2MoAlVB、ML04Cr11Nb汽车紧固件用耐热钢; 性能要求: 钢丝交付状态的力学性能:ML06Cr15Ni25Ti2MoAlVB:Rm640~750MPa、Z≥65%; ML04Cr11Nb:Rm300~550MPa、Z≥70%;钢丝冷顶锻至原试样高度的1/4,经冷顶锻试验后, 试样表面不应出现裂纹;具有良好的冷镦成型性,满足耐热紧固件的生产。 然而,现有普通钢丝材料ML06Cr15Ni25Ti2MoAlVB达不到以上的要求,生产出的钢 丝材料大小达不到Z≥65%,并且钢丝冷顶锻至原试样高度的1/4,钢丝表面会出现裂纹。
技术实现要素:
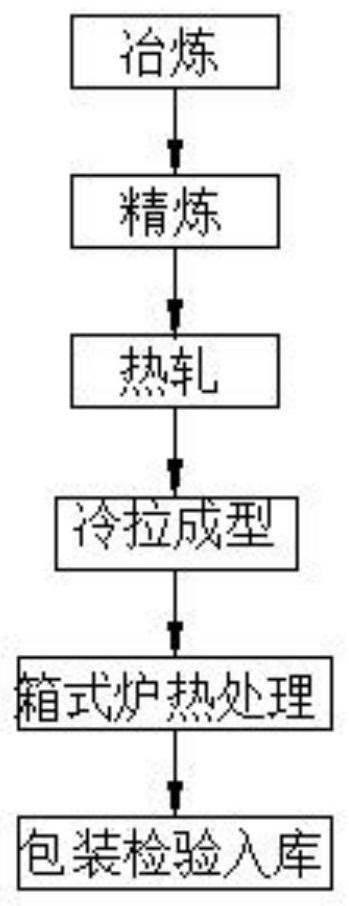
本发明提出了一种汽车紧固件用耐热钢及其生产方法,解决了现有技术中普通钢 丝材料性能达不到要求的问题。 为了解决上述技术问题,本发明提供了如下的技术方案: 本发明提供了一种汽车紧固件用耐热钢,所述耐热钢的化学成分wt%包括:镍Ni: 24.50~25.00、铬Cr:13.80-14.50、钛Ti:2.20-2.30、钼Mo:1.05-1.45、锰Mn:0.65-1.00、铜 Cu:0.35-0 .50、铝AL:0.25-0 .30、硅Si:0.18-0 .50、镧铈稀土La:0.15-0 .25、钒V:0.10- 0.25、碳C:0.035-0.055、硼B:0.003-0.008、磷P:≤0.015、硫S:≤0.005、氮气N:≤300ppm、 氧气O:≤20ppm、氢气H:≤2ppm,其余含量为铁Fe。 本发明还提供了一种汽车紧固件用耐热钢的生产方法,所述耐热钢的具体生产步 骤如下: (1)冶炼:按照上述重量百分比进行配料,然后采用真空炉进行熔炼,熔炼后浇筑 成钢锭,待下一步使用; (2)精炼:将钢锭放入电渣重熔炉中进行电渣重熔,之后采用RH循环脱气设备进行 真空脱气和去除夹杂物处理,保证氮气N:≤300ppm、氧气O:≤20ppm、氢气H:≤2ppm,所有成 分进入要求的内控范围; (3)热轧:将电渣钢锭放入到室式炉内,并加热到1100℃进行热轧; (4)冷拉成型:将热轧后的钢锭冷却后,进行冷拉成型; (5)箱式炉热处理;将冷拉成型的产品放入叉车式箱式炉中进行热处理,且热处理 后快速入水冷却; 3 CN 111549296 A 说 明 书 2/4 页 (6)检验包装入库:对成型的产品进行合格检验,并将检验合格的产品进行包装入 库。 作为本发明的一种优选技术方案,在精炼的过程中,电渣重熔后还将钢锭在750℃ ~850℃保温8~10小时后随炉冷却。 作为本发明的一种优选技术方案,在热轧的过程中,始锻温度温度小于或等于650 ℃,终锻温度为950℃。 作为本发明的一种优选技术方案,在热轧的过程中还通过降低始锻温度,保证晶 粒细化,保证晶粒度≥5级。 本发明所达到的有益效果是:本发明的一种汽车紧固件用耐热钢及其生产方法与 现有技术相比,具有以下的有益效果: 1、本发明生产出来的耐热钢符合要求,性能好,质量高,便于生产汽车紧固件,有 利于提高汽车紧固件的使用寿命。 2、本发明的耐热钢通过在原料中特意加入微量铜和镧铈稀土元素,可以延迟冷作 硬化,加强净化金属晶界,提高耐热钢的冷墩性能,使耐热钢可以达到国家的要求。 附图说明 附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实 施例一起用于解释本发明,并不构成对本发明的限制。在附图中: 图1是本发明提出的一种汽车紧固件用耐热钢及其生产方法的生产工艺流程图。











