
技术摘要:
本发明涉及一种口罩加工成型装置,其包括:供料机构,所述供料机构用于向加工工位逐个供送口罩本体;送线机构,所述送线机构布置于所述供料机构一侧并用于向所述加工工位的方向供送耳线原料;分切机构,所述分切机构设置于所述送线机构的下游侧并用于将所述耳线原料分 全部
背景技术:
口罩通常佩戴在人们的面部,将口鼻部位遮盖以防止呼吸时夹带有病毒的 唾沫 等吸入人们体而感染病害。通常地,口罩主要由口罩本体和耳线构成,耳 线分左右两根,并 通过熔融焊接工艺固定在口罩本体上。 然后,现有的生产方式中,仍然主要采用人工将口罩本体与耳线进行定位, 而后 手动操作熔焊机将耳线与口罩本体连接固定,不仅劳动强度大,用工成本 高,长时间工作 后作业效率也会较大幅度降低,并且人工操作不可避免存在误 差,影响口罩成型质量。
技术实现要素:
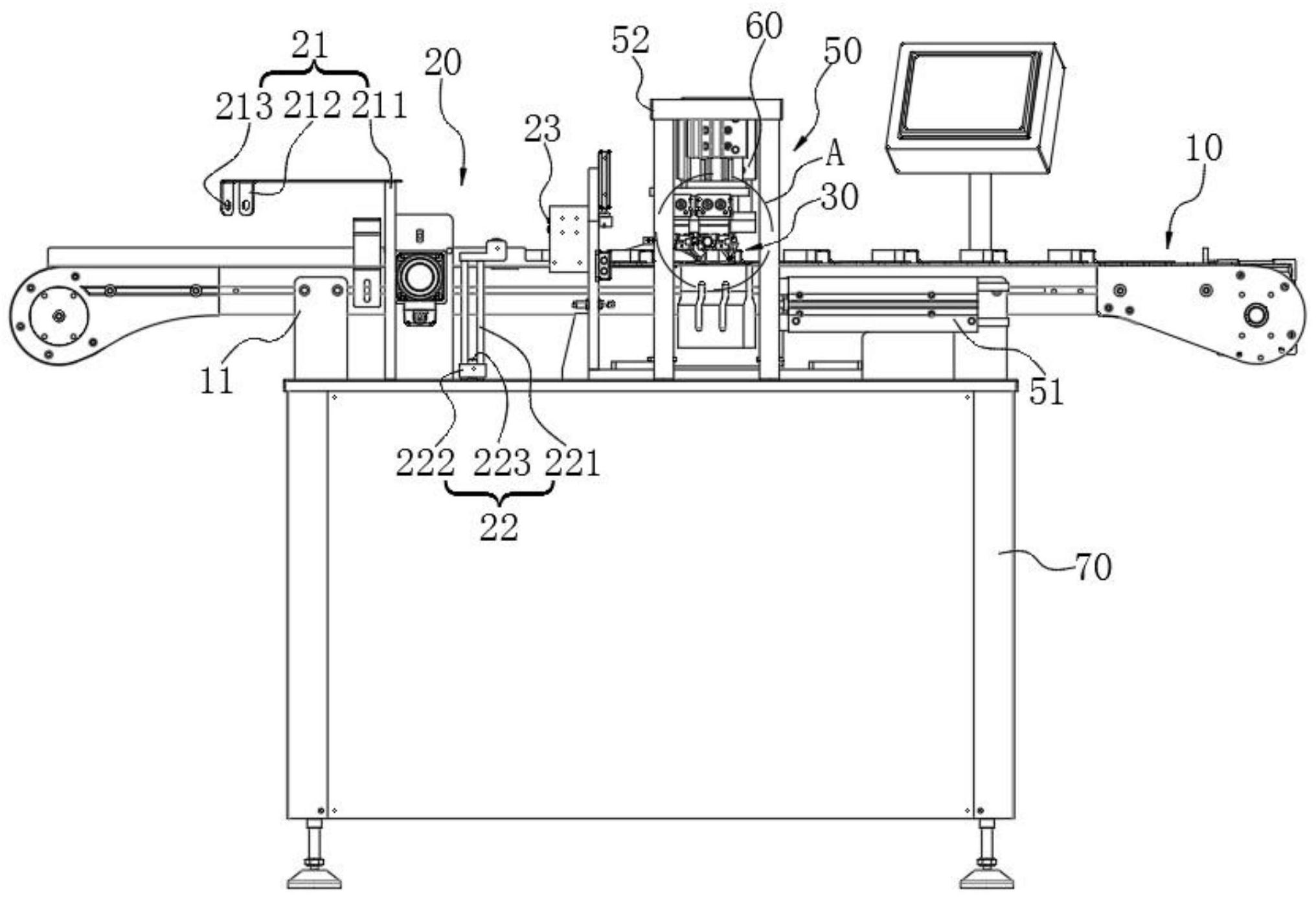
基于此,有必要提供一种口罩加工成型装置,旨在解决现有技术劳动强度 大,生 产效率低,成型质量差的问题。 本申请提供一种口罩加工成型装置,所述口罩加工成型装置包括: 供料机构,所述供料机构用于向加工工位逐个供送口罩本体; 送线机构,所述送线机构布置于所述供料机构一侧并用于向所述加工工位 的方 向供送耳线原料; 分切机构,所述分切机构设置于所述送线机构的下游侧并用于将所述耳线 原料 分切形成耳线段; 夹线转移机构,所述夹线转移机构布置于所述分切机构的一侧并用于将所 述耳 线段转移至所述加工工位内;及 焊接加工机构,所述焊接加工机构布置在所述加工工位并用于将所述耳线 段与 所述口罩本体焊接为一体。 上述方案的口罩加工成型装置用于对口罩实现自动化加工成型,以取代传 统人 力手动劳作生产方式,降低劳动强度和企业用工成本,同时提高口罩生产 效率,消除人为 因素导致的误差,保证口罩成型质量。具体而言,工作时供料 机构可源源不断地向加工工 位供送口罩本体,该口罩本体为口罩成品中除去鼻 夹和耳线的剩余部分,也即为口罩的主 体部件。与此同时,送线机构同步动作, 并向加工工位的方向供送耳线原料,当耳线原料移 动到分切机构处时,分切机 构对耳线原料进行切割操作,从而获得所需长度的耳线段(可 以理解的,该耳 线段弯曲并固定到口罩本体上即可获得口罩成品);之后夹线转移机构夹 取该 分切得到的耳线段并转移至加工工位内,此时口罩内体也恰好被送至加工工位, 耳 线段与口罩本体对齐,最后,焊接加工机构动作自动将耳线段焊接固定到口 罩本体上,即 可完成口罩加工成型。 下面对本申请的技术方案作进一步的说明: 在其中一个实施例中,所述口罩加工成型装置还包括机台,所述供料机构 包括支 4 CN 111590911 A 说 明 书 2/9 页 架、动力组件、传送组件和定位组件,所述动力组件设置于所述支架上 并用于输出指向于 所述加工工位的驱动力,所述传送组件与所述动力组件连接, 且所述传送组件包括至少两 个续接的传送板,所述定位组件包括一一对应的设 置于所述传送板上的定位块,所述定位 块设有锥形定位面。 在其中一个实施例中,所述供料机构还包括供料组件,所述供料组件包括 料框、 驱动件和送出滚筒,所述料框设置于所述支架上,且所述料框靠近所述 传送组件的侧壁开 设有出料口,所述料框的内壁呈倾斜设置,使得存放于所述 料框内的高度方向上任意相邻 的两个所述口罩本体在水平方向上错位布置,所 述驱动件设置于所述料框上,所述送出滚 筒设置于所述出料口处并与所述驱动 件连接。 在其中一个实施例中,所述送出滚筒的外筒壁设有多个增摩凸起,各所述 增摩凸 起分散布置。所述送出滚筒的外筒壁上设置有分散布置的多个弹性柱, 所述增摩凸起一一 对应的设置于所述弹性柱上。 在其中一个实施例中,所述送线机构包括均设置于所述机台上的线筒、挂 线架和 线张紧架,所述线筒卷放出的所述耳线原料由所述挂线架穿过后张紧于 所述线张紧架上, 最后被所述夹线转移机构夹持固定。 在其中一个实施例中,所述分切机构包括分切座、第二驱动件和分切刀, 所述分 切座设有第一导向斜面,所述第二驱动件设置于所述分切座上,所述分 切刀与所述第二驱 动件连接且所述分切刀设有第二导向斜面,所述第二导向斜 面与所述第一导向斜面滑动 配合。 在其中一个实施例中,所述分切机构还包括振动器,所述振动器与所述第 二驱动 件的动力轴连接,且所述分切刀与所述振动器连接使得所述分切刀能够 进行高频微幅振 动,且所述分切刀的振动方向为靠近或远离所述耳线原料的方 向。 在其中一个实施例中,所述夹线转移机构包括第一取线夹爪、第二取线夹 爪、第 三驱动件、转移座、第四驱动件、第一转移夹爪和第二转移夹爪,所述 第一取线夹爪、所述 转移座和所述第三驱动件均设置于所述机台上,所述第二 取线夹爪与所述第三驱动件连 接并可靠近或远离所述第一取线夹爪,所述第四 驱动件设置于所述转移座上,所述第一转 移夹爪和所述第二转移夹爪均与所述 第四驱动件连接并可进行旋转;所述第一取线夹爪 和所述第二取线夹爪用于在 所述分切机构动作后获得所述耳线段,所述第一转移夹爪和 所述第二转移夹爪 用于将所述耳线段转移至所述加工工位内;第一转移夹爪和所述第二 转移夹爪 的转动半径不相等。 在其中一个实施例中,所述第一转移夹爪和所述第二转移夹爪均包括第一 夹臂 和第二夹臂,所述第一夹臂和第二夹臂之间形成夹持腔,且所述第一夹臂 和所述第二夹臂 位于所述夹持腔的侧壁均形成有避让斜面,且所述避让斜面的 倾斜方向为由上至下并朝 向所述夹持腔方向。 在其中一个实施例中,所述焊接加工机构包括第五驱动件、第六驱动件、 压板和 焊头,所述第五驱动件和所述第六驱动件均设置于所述转移座上,所述 压板与所述第五驱 动件连接并用于压紧或松开所述口罩本体,所述焊头与所述 第六驱动件连接并能够将所 述耳线段焊接固定到所述口罩本体上。 5 CN 111590911 A 说 明 书 3/9 页 附图说明 构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示 意性 实施例及其说明用于解释本发明,并不构成对本发明的不当限定。 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所 需要 使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明 的一些实施例, 对于本领域普通技术人员来讲,在不付出创造性劳动的前提下, 还可以根据这些附图获得 其他的附图。 图1为本发明一实施例所述的口罩加工成型装置的结构示意图; 图2为图1中A处的局部放大结构示意图; 图3为图1的左视结构示意图; 图4为图1的俯视结构示意图。 附图标记说明: 10、供料机构;11、支架;12、动力组件;13、传送板;14、定位块;141、 锥形定位面; 20、送线机构;21、挂线架;211、立柱;212、挂线板;213、过 线孔;22、线张紧架;221、张紧柱; 222、滑块;223、张紧轮;23、线定位架; 30、加工工位;40、分切机构;41、分切座;42、第二驱 动件;43、分切刀; 50、夹线转移机构;51、第三驱动件;52、转移座;53、第四驱动件;54、第 一转移夹爪;55、第二转移夹爪;60、焊接加工机构;61、第五驱动件;62、 第六驱动件;63、压 板;64、焊头;70、机台;80、口罩本体。











