
技术摘要:
本发明涉及一种家具面板(40),具有接收用于可移动家具部件的运动配件(30)的集成式组装元件(50)。该组装元件(50)具有至少一个侧壁(51),并且被插入到家具面板(40)的凹口(411、421)中。家具面板(40)由至少两个子面板(41、42)组装而成,其中凹口(42)在至少一个子面板(41、 全部
背景技术:
家具的主体通常由基于木材或木质材料的家具面板制成,例如,刨花板或中密度 纤维板或高密度纤维板(MDF,HDF)。连接配件、活动配件或其他功能配件用于将家具面板彼 此连接或用于可移动家具部件(例如门或翻板)的铰接连接,并且在本文中统称为功能部 件。配件通常由塑料和/或金属材料制成。特别地,通常将较大的配件放置在家具面板上并 旋拧在其上。然后较大的配件突出到家具主体的内部,从而当门或翻板关闭,较大的配件则 是不可见的,但是当门或翻板打开时,较大的配件则会损害家具主体的外观并减少家具主 体的可用内部容积。也已知将较小的配件嵌入孔或凹口中。 印刷出版物DE 20 2014 105 730 U1描述了一种家具面板,该家具面板具有从家 具面板的一侧在材料凹口中的插入物,该材料凹口可以容纳活动配件。所述材料凹口可以 设置有底切部分,以至少在与家具面板的表面垂直的方向上固定插入部件。没有关于如何 将插入件固定到家具面板或将活动配件固定到插入件的更多细节。将插入件布置在家具面 板的凹口中的优点在于,插入的活动配件相对于家具面板的表面全部或部分地嵌入,从而 其不突出到家具面板的内部中或仅在较小程度上突出到家具面板的内部中。然而,活动配 件在家具面板的至少一侧上也是可见的,并且防止家具面板的侧面关于可见性以及在材料 和组成方面是均匀的。 申请人的随后公开的文献DE 10 2017 104 170 A1描述了一种家具面板,其中盒 状配件被集成为使得家具面板的侧表面基本上是平坦的。为此,家具面板由沿中心平面分 开的两个子面板组装而成,其中带有镜面倒置轮廓的凹口在两个子面板中制成,例如铣入 子面板中,在组装家具面板时,凹口形成一个空腔,配件被插入其中,例如被胶合在其中。在 这种情况下,家具面板的侧面在其外观、表面光洁度和/或材料方面均不受配件的影响。
技术实现要素:
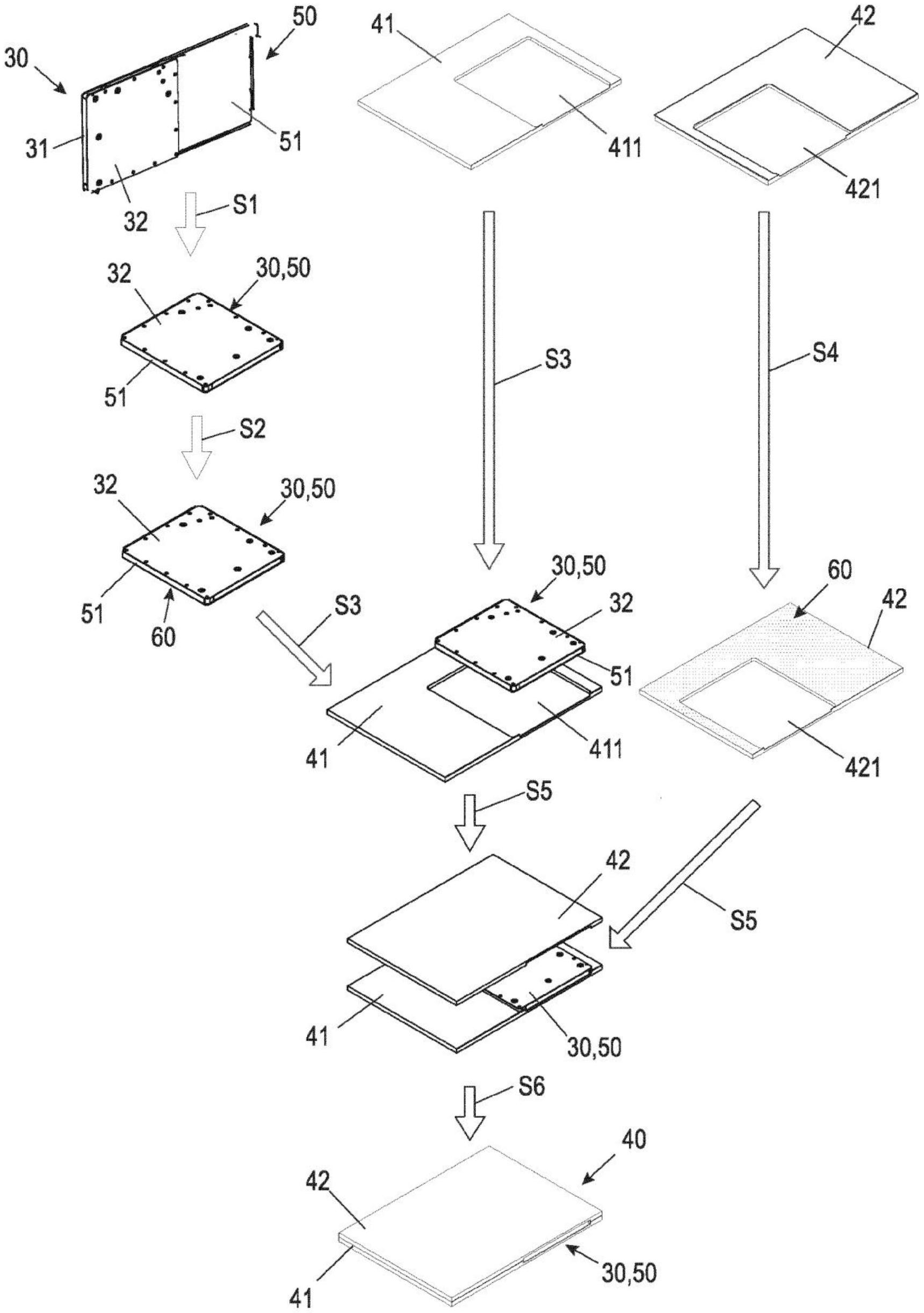
本发明的目的是提供一种具有集成式组装元件的家具面板,其中,家具面板的侧 表面在其外观、表面光洁度和/或材料方面均不受活动配件的影响,并且但仍可以更换活动 配件。 该目的通过具有相应独立权利要求的特征的家具面板和用于制造家具面板的方 法来解决。有利的设计和进一步的发展是从属权利要求的主题。 根据本发明的上述类型的家具面板的特征在于,所述家具面板由至少两个子面板 4 CN 111556722 A 说 明 书 2/9 页 组装而成,并且凹口在至少一个子面板中从所述子面板的侧表面和家具面板的至少一个端 面延伸,并且凹口指向至少另一个子面板,其中,组装元件的至少侧壁以力配合或材料结合 的方式连接到凹口的相对表面,并且组装元件具有用于固定活动配件的装置。由此,活动配 件可以基本上完全插入家具面板中,其中,活动配件的可移动部件可以从家具面板的一个 端面移出。 利用该组装元件,可将活动配件穿过家具面板中的前开口插入,并在必要时再次 取下该活动配件。组装元件在家具面板的制造过程中已经集成到家具面板中。通过将两个 子面板组装成家具面板,容纳组装元件的凹口可以从子面板的一侧插入大面积区域。这产 生了凹口,该凹口也可以容纳用于大型活动配件例如翻板配件的相应的大型组装元件。组 装元件可以例如是盒状的并且具有两个相对的侧壁。 可将活动配件“基本上完全”插入到家具面板中的事实应理解为使得活动配件相 对于家具面板的端面的任何轻微突出都很小,以至于不会损害通过可移动家具部件(门、翻 板、前面板等)关闭家具主体或家具。可能的突出优选小于约1-3毫米(mm)。这种尺寸的突出 通常在家具主体与可移动家具部件之间的现有间隙宽度之内,或者可以通过窄的侧面涂层 (例如,封边条)来补偿。还应理解的是,配件(仅)在其缩回状态中处于家具面板内,其中可 移动家具部件关闭家具主体。当家具部件打开时,活动配件的延伸部件,例如杠杆机构突出 到端面上方。 在家具面板的一种有利的设计方案中,将凹口引入子面板之一中,而另一子面板 以平坦的方式形成并且没有凹口。可替代地,在两个子面板中都设置了(部分)凹口,在将子 面板连接在一起之后,(部分)凹口一起形成了凹口。子凹口可以是镜像对称的,但不必如 此。 可以将凹口或子凹口(随后)插入子面板中,优选地被铣削或冲压。因此,子面板可 以首先按常规方式生产,例如由没有凹口的木材或木质复合材料制成,然后可以制作凹口。 这可以优选地从侧表面完成。可替代地,可以在主模制工艺中,例如,在发泡或铸造过程中, 与子面板一起制造凹口。 在家具面板的另一有利设计中,凹口在其表面上具有恒定的深度。尤其是在铣削 (子)凹口时,这是易于生产的凹口形式。但是原则上也可以是其他形状,例如在深度上呈阶 梯状的凹口,其中该凹口在活动配件的布置有诸如杠杆等的活动配件元件的区域中比在其 他区域中更深。凹口的深度例如可以为至少14mm,并且保留在凹口的区域中的家具面板的 材料的厚度可以在大约1mm至10mm之间。 在家具面板的另一有利的设计方案中,通过材料结合将组装元件胶合到凹口中。 胶合可以节省空间,并且如果家具面板的剩余材料厚度较小,也可以在凹口区域中进行胶 合。如果将组装元件的侧壁在整个表面或几乎整个表面上胶合到家具面板,则家具面板在 凹口区域内的材料厚度可能特别小,从而为活动配件产生最大深度的安装空间。 作为胶合的替代或补充,侧壁可具有例如钉状物的多个成形元件,多个成形元件 可以压入凹口的相对表面,并且也可以建立稳定的连接。 在家具面板的另一种有利的设计中,其端面设置有凹口,该凹口具有窄的侧面涂 层,例如封边条。优选地,侧壁的一个端面朝向设置有凹口的端面定向,并且侧壁的端面-优 选基本上完全-被窄的侧面涂层覆盖。 5 CN 111556722 A 说 明 书 3/9 页 在家具面板的另一有利设计中,组装元件具有向内弯曲的侧壁,该侧壁在插入活 动配件时会变形为几乎平坦的侧壁,从而由于在胶合过程中的预张紧确保组装元件的侧壁 与子面板之一中的凹口之间的牢固接触。 在家具面板的另一种有利的设计方案中,在组装元件上布置或形成特别是引导腹 板形式的引导件,该引导件使得活动配件能够与组装元件的侧壁平行地插入。引导件可以 布置或形成在侧壁上,但是也可以布置在从侧壁垂直突出的任何现有的侧部段上。引导件 使活动配件可以从前侧插入。 优选地设有锁扣装置,活动配件通过锁扣装置与组装元件接合。锁扣装置可以优 选地是锁扣弹簧,其布置或形成在侧壁上和/或侧部段上和/或活动配件上。锁扣弹簧可以 布置和形成使得通过将移除工具的插入舌片插入组装元件和活动配件之间的间隙中来释 放活动配件的锁扣。这样,可以可选地再次移除活动配件以进行维修或保养或更换。 在家具面板的另一有利设计中,组装元件由金属材料制成,其中金属材料的弹性 模量比家具面板材料或家具面板复合材料的弹性模量高至少十倍。弹性模量(e模量)的这 种较大差异,特别是相对于拉伸载荷而言,使得可以利用组装元件的相对薄的侧壁来补偿 穿过凹口的家具面板的材料削弱。这样,在不降低家具面板的强度或稳定性的情况下,为活 动配件创造了空间。家具面板的典型材料或复合材料的弹性模量在约1000至约6500N/mm 2 (牛顿/平方毫米)的范围内。 根据本发明的用于将组装元件集成到由至少两个子面板组装的家具面板中的方 法包括以下步骤:在至少一个子面板中形成至少一个凹口。此外,将活动配件或非功能配件 样本插入组装元件中,并将粘合剂层施加到组装元件的至少一侧。粘合剂层、组装元件的至 少一侧和/或凹口具有结构化表面。由活动配件或非功能配件样品和组装元件组成的装置 被插入子面板之一的凹口中,并且另一粘合剂层被施加到另一子面板的至少一个侧表面 上。两个子面板连接在一起,这样,由活动配件或非功能配件样品和组装元件组成的装置就 被两个子面板包围。然后,按压带有集成式组装元件和插入的活动配件或非功能配件样品 的家具面板。 粘合剂层的纹理化表面或(组装元件或凹口的)待粘合在一起的两个表面之一可 以补偿制造公差,特别是组装元件厚度的制造公差(即垂直于其平面延伸的方向)以及家具 面板中的凹口深度的制造公差。公差范围允许一方面使粘合剂良好地粘附到两侧,另一方 面使组装元件在压制过程中不出现在家具面板的外表面中。 在该方法的另一个有利的设计方案中,粘合剂层具有多个结构元件形式的粘合 剂。结构元件是例如三维元素,尤其是锥体、截锥体、圆锥体或截圆锥体。它们优选地彼此间 隔开地布置,使得在已经施加粘合剂层之后,在相邻的结构元件之间存在自由空间。为了补 偿公差,以这种方式移位的粘合剂可以逸出到自由空间中。以这种方式,粘合剂层可以被压 缩到最小厚度,这在位移的粘合剂填充自由空间时达到。 在该方法的另一有利设计中,粘合剂层中每平方厘米(平方厘米)大约有10至300 个结构元件。以所提到的数目,可以容易地以15,000mPas(毫帕斯卡秒)范围的粘合剂的典 型合适粘度形成结构元件,并且它们保持其形状直到被按压为止。如果粘合剂在施加时太 粘和/或结构元件的每单位面积的数量太高,则用于公差补偿的结构元件的变形是不可能 的或仅是不完全的。如果粘度或每单位面积的数量太低,则结构元件将运转并且也无法进 6 CN 111556722 A 说 明 书 4/9 页 行公差补偿。 在该方法的另一有利设计中,粘合剂层具有在50g/m2至350g/m2(克/平方米)之间 的粘合剂,并且优选地在150g/m2至250g/m 2之间。粘合剂可以通过优选结构化的辊施加。 根据本发明的具有壁、特别是侧壁的家具主体或家具具有如上所述的家具面板。 获得结合家具面板或家具面板的制造方法所描述的优点。 附图说明 下面参照附图中所示的实施例更详细地解释本发明,其中: 图1示出了具有侧壁的家具,该侧壁具有集成式翻板配件; 图2示出了具有用于活动配件的集成式组装元件的家具面板的制造过程的示意 图; 图3示出了具有部分插入的活动配件的组装元件的等距视图; 图4示出了部分组装的家具面板的等距视图; 图5示出了粘合剂层的示意性等距视图; 图6、图7示出了在制造过程中部分组装的家具面板或家具面板的部件的两个另外 的等距视图; 图8示出了完成的家具面板的等距视图; 图9a、图9b分别示出一个侧视图,用以说明通过粘合剂层的公差补偿;和 图10示出了具有如图3所示的插入的活动配件的组装元件和移除工具的等距视 图。











