
技术摘要:
本发明属于工业生产过程控制系统技术领域,涉及微电机机壳冲压件的一种自动定量气吹装盘机构。气吹装盘机构,包括机架平台、导入管、限位气缸、限位销气缸、伺服电机、丝杠、料盘和导轨。所述的料盘的一端通过滑动装置并排固定在机架平台上,料盘的另一端与导入管的一 全部
背景技术:
随着工业、农业、军事装备自动化、家居智能化以及现代化等水平的不断提升,微 电机应用领域不断拓宽,需求量也随之增加,因此微电机机壳的生产量也大幅提升。针对冲 压的微电机机壳装盒转运工作,由原来依靠人工作业实现将成为提高生产效率、降低生产 成本的瓶颈。采取自动化装备,进行取代人工的装盒转运成为首选,因此大家都会考虑应用 机器人技术来替代人工作业部分,虽能解决问题,但机器人的投入成本较高,一定程度上使 生产成本又提高了,所以如何降低生产成本,而又能取代人工,提高生产效率,成为企业迫 切的需求。 针对企业冲压的微电机机壳生产量提升,装盒转运工作如还由人工作业实现,一 方面将增大人工强度,另一方面因人工作业的速度和人工的强度将影响工作效率,使生产 效率大大降低。为了提高生产效率,采用自动化装备,应用机器人技术来替代人工作业,从 而降低人工强度,实现自动化生产,提高生产效率,但由于机器人装备的投入成本较高,所 以影响了生产的成本,使得一定程度提高了生产成本。
技术实现要素:
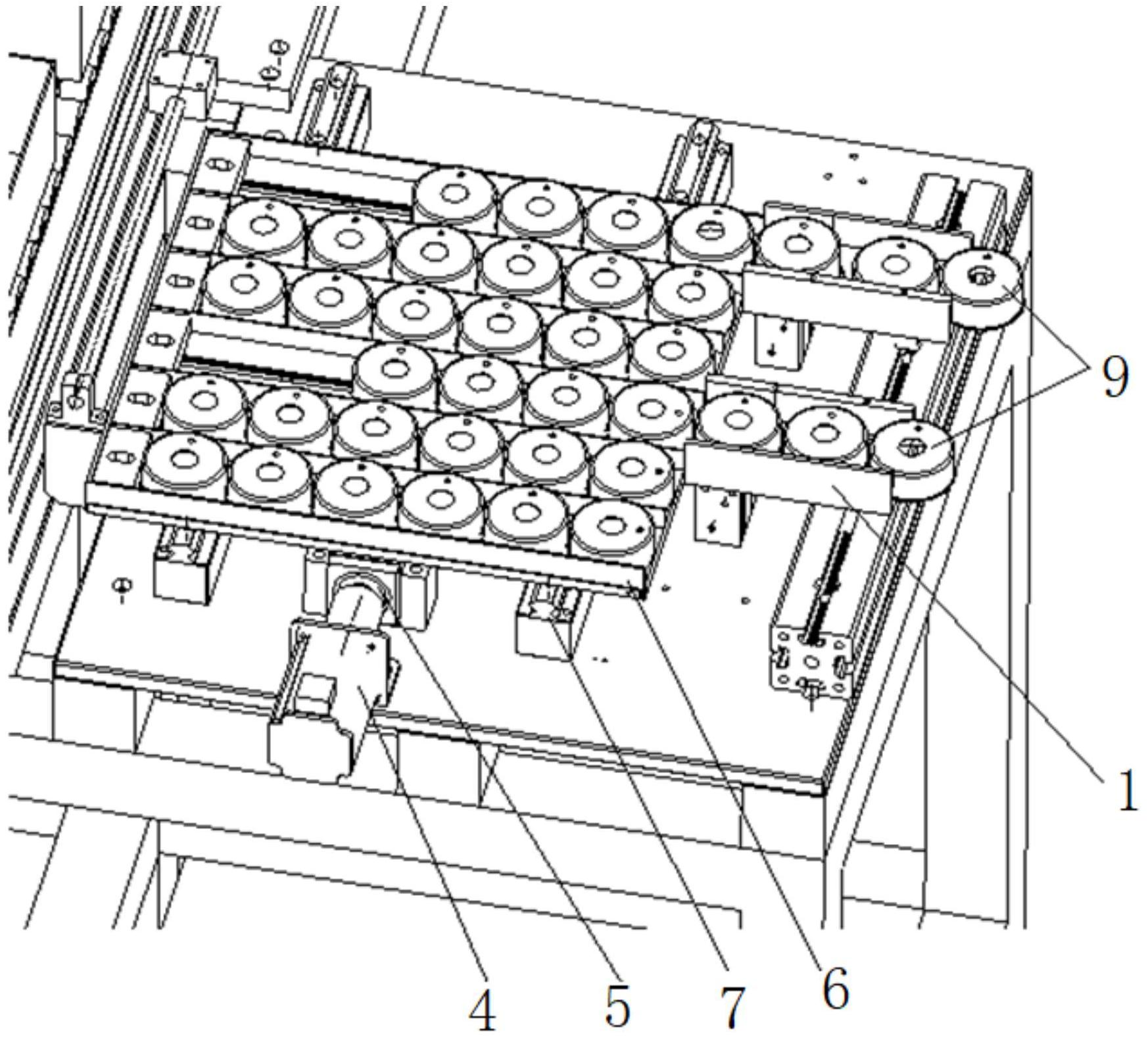
本发明创造在于解决企业如何提高生产效率、降低生产成本的痛点问题,提供一 种自动定量气吹装盘机构,其结构紧凑、动作可靠、自动化程度高,通过PLC可编程控制器, 控制吹气咀、料盘、限位销、限位销油缸、传感器、限位油缸等各元件的动作,从而实现微电 机机壳冲压件的自动定量气吹装盘过程,有效提高了生产效率、降低了生产成本。 本发明的技术方案如下: 微电机机壳冲压件自动装盘设备中,一种自动定量气吹装盘机构,以压缩空气为 动力,作用在微电机机壳冲压件的内侧壁,给微电机机壳冲压件施加沿装盘方向的作用力, 使微电机机壳压件实现装盘动作;再通过指定数量产品处传感器信号反馈,使限位销气缸 动作,处于产品限位状态,同时限位气缸动作使限位销油缸后退,从而实现多余数量的产品 被后退限位。 一种自动定量气吹装盘机构,包括机架平台、导入管、限位气缸、限位销气缸、伺服 电机、丝杠、料盘和导轨。 所述的料盘的一端通过滑动装置并排固定在机架平台上,料盘的另一端与导入管 的一端相连。导入管的另一端通过滑动槽固定在机架平台上。 所述的料盘下方设有导轨,伺服电机通过丝杠与料盘相连,料盘在伺服电机和丝 杠的作用,移至下一装盘位置。所述的导入管的下方设有限位气缸和限位销气缸,传感器固 定在料盘上,传感器感应料盘上产品的数量,控制气咀压缩空气工作。 3 CN 111591533 A 说 明 书 2/3 页 所述的导入管为凹字形结构,整体为塑钢板制作。所述的料盘中心底面设有孔槽。 所述的传感器固定在料盘的两端。 一种自动定量气吹装盘机构的装盘方法,步骤如下: 第一步:微电机机壳顺着管道滑行至固定在机架平台的导入管连接处,在连接处 气咀压缩空气的作用下,快速沿导入管前行,导入管的另一端与料盘对接,使得微电机机壳 冲压件按顺序依次快速进入料盘,完成装盘; 第二步:此时料盘上规定要求数量产品处的传感器感应反馈信号,使气咀压缩空 气先停止工作,再由限位销气缸动作,使限位销处于产品限位状态,同时限位气缸动作使限 位销气缸后退,从而实现多余数量的产品被后退限位。 第三步:待料盘在伺服电机和丝杠的作用,移至下一装盘位置,传感器感应反馈信 号,先由限位销气缸动作,使限位销处于产品待限位状态,同时限位气缸动作使限位销气缸 前行回位,再使气咀压缩空气开始工作,往复循环,实现微电机机壳冲压件的自动定量气吹 循环装盘。 本发明的有益效果: 本发明能实现微电机机壳冲压件装盘数量的控制功能;运用压缩空气,以气压为 动力实现装盘的功能;其结构紧凑、动作可靠、自动化程度高,制造成本低廉,能够精准实现 微电机机壳冲压件的自动定量气吹装盘,有效提高了生产效率、同时一定程度降低了生产 成本。本机构能满足企业实际生产需求,解决了企业的生产痛点问题,具有一定的实用性、 较好的推广性。 附图说明 图1为本发明的结构图。 图2为本发明的工作图。 图中:1导入管;2限位气缸;3限位销气缸;4伺服电机;5丝杠;6料盘;7导轨;8传感 器;9微电机机壳。











