
技术摘要:
本发明提供了一种镍基激光熔覆粉末,按质量百分比包括如下的组分:C:≤0.6%;Si:0.4%‑1.0%;Mn:1.0%‑5.0%;Cr:0.1%‑0.3%;Ni:13%‑23%;Cu:0.01%‑0.08%;余量为Fe及不可避免的杂质。本发明同时也提供了该镍基激光熔覆粉末的制备方法和用途。本发 全部
背景技术:
激光熔覆技术是利用激光技术在基材表面涂覆涂层,达到增材制造、表面改性或 修复的目的,其即能够满足对材料表面特定性能的要求,又可节约成本,已在航空航天、医 疗、艺术创作等领域得到了广泛的应用,但在汽车模具修复领域却一直未得到关注。 与传统的电弧焊、气保焊相比,激光熔覆具有稀释度小、组织致密、涂层与基体结 合好,以及过程可控性高、对母材损伤小等特点。现在市面上熔覆粉末的开发主要控制指标 有四个方面:粉末球形度、含氧量、粒度分布均匀性和粉末流动性,现有粉末生产厂家多是 通过更好的熔炼工艺、保护氛围不断提升粉末的上述四个性能指标。不过,上述四个指标仅 适用于不依赖基体的3D打印,或是不计成本的航空航天行业,但显然这两点都不是汽车模 具行业所能承受的。 目前,汽车模具用熔覆粉末主要用于合金球墨铸铁的熔覆,且尤其是针对球墨铸 铁的熔覆粉末的开发,主要控制指标有强度、硬度、抗裂性、可切削性、后处理适应性等方 面,其中熔覆粉的可切削性和后处理适应性是汽车模具熔覆必须参考的两个重要指标。现 有熔覆粉末较差的可切削性导致的加工成本成倍增加,以及由于后处理适宜性差导致模具 后期无法使用PVD\镀铬等强化措施,并进而造成模具使用寿命的降低,此两方面均是现有 熔覆粉末难以克服的不足。
技术实现要素:
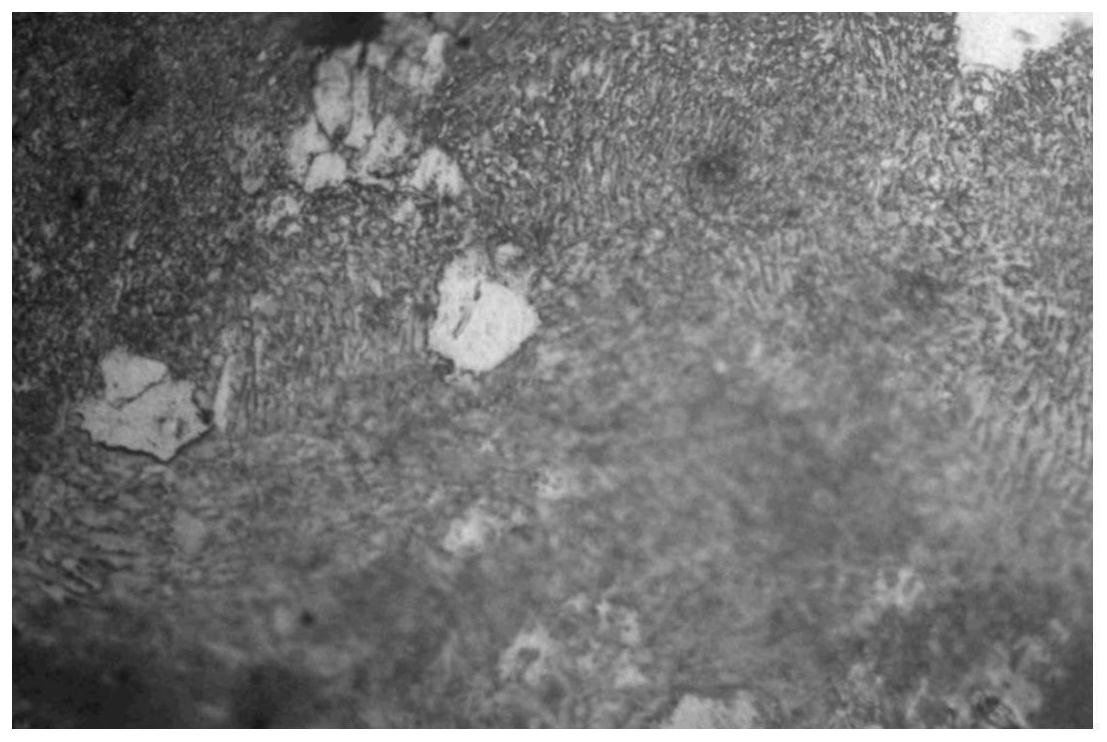
有鉴于此,本发明旨在提出一种镍基激光熔覆粉末,以能够至少克服现有技术中 的一点不足。 为达到上述目的,本发明的技术方案是这样实现的: 一种镍基激光熔覆粉末,按质量百分比包括如下的组分:C:≤0.6%;Si:0.4%- 1.0%;Mn:1.0%-5.0%;Cr:0.1%-0.3%;Ni:13%-23%;Cu:0.01%-0.08%;余量为Fe及 不可避免的杂质。 进一步的,所述镍基激光熔覆粉末按质量百分比包括如下的组分:C:0.59%;Si: 0.6%;Mn:2.0%;Cr:0.15%;Ni:20%;Cu:0.05%;余量为Fe及不可避免的杂质。 相对于现有技术,本发明具有以下优势: 本发明的镍基激光熔覆粉末通过调整镍元素在粉末中的含量比例,可提高其熔金 的强度,且也能够保持良好的塑性和韧性,并在熔覆于球墨铸铁上时,其一方面熔金硬度接 近铸铁基体硬度,可有效消除硬度差,另一方面抗裂性优异,与基体溶接性优异,同时其熔 金的可切削性亦与球墨铸铁基材接近,而可有效解决现有技术中加工成本过高的问题。 本发明同时也提出了以上所述的镍基激光熔覆粉末的制备方法,且所述制备方法 3 CN 111549341 A 说 明 书 2/4 页 包括: 按各组分质量百分比含量准备各组分对应的金属块; 将各组分金属块在熔炉中真空熔炼; 将熔炼后金属液经中间包过渡后注入到雾化区,采用气雾法成型镍基激光熔覆粉 末。 进一步的,所述熔炉的熔炼温度在1600-1700℃。 进一步的,所述气雾法中,来自喷嘴的高速气流的压力为4-6MPa。 此外,本发明也提供有以上镍基激光熔覆粉末的用途,且所述镍基激光熔覆粉末 用于合金铸铁基材的修复或焊接。 进一步的,所述合金铸铁为球墨铸铁。 本发明的镍基激光熔覆粉末可用于球墨铸铁类冲压模具的熔覆修复,且熔覆后熔 金性质与球墨铸铁基材接近,而可克服现有熔覆粉末的不足。 附图说明 构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实 施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中: 图1为本发明实施例所述的镍基激光熔覆粉末的激光熔覆示意图; 图2为本发明实施例所述的镍基激光熔覆粉末熔覆于球墨铸铁基材上时的金相组 织图; 图3为Inconel625、制备的镍基激光熔覆粉末以及球墨铸铁的切削难易程度对比 图; 附图标记说明: 1-激光束,2-熔覆粉末,3-熔金,4-球墨铸铁基材。











