
技术摘要:
本发明公开了一种焊接底板、焊接输送装置、电池串生产设备及生产方法,所述焊接底板用于放置在具有通孔的输送带的下方用以支撑所述输送带;其中,所述焊接底板包括底板主体,所述底板主体内部形成有负压腔,且所述底板主体的上表面形成与所述负压腔连通的吸附孔;所述 全部
背景技术:
在光伏电池生产过程中,存在将电池片与焊带焊接形成电池串的工序。在生产电 池串的过程中,首先采用焊接输送装置将电池片和焊带输送至焊接工位,在电池片和焊带 叠放在输送带上后,需要采用压紧工装对焊带和电池片压紧定位,在输送装置将叠放的焊 带和电池片输送至焊接工位进行焊接时,为了保证焊接效果,焊接装置上设置的压紧部件 下降进一步将焊带压紧在电池片上。 而且,由于焊接装置上设置的压紧部件以及所述压紧工装会遮挡发热灯管向焊带 发射的热量,增加了焊接灯管与焊带之间的距离,影响焊接温度,会导致焊接不良的问题。 另外,每次到焊接工位时,需要等焊接装置的压紧部件压紧焊带后才能进行焊接, 以及在焊接完毕后需要等压紧部件上升后才能输送,导致焊接效率低下。
技术实现要素:
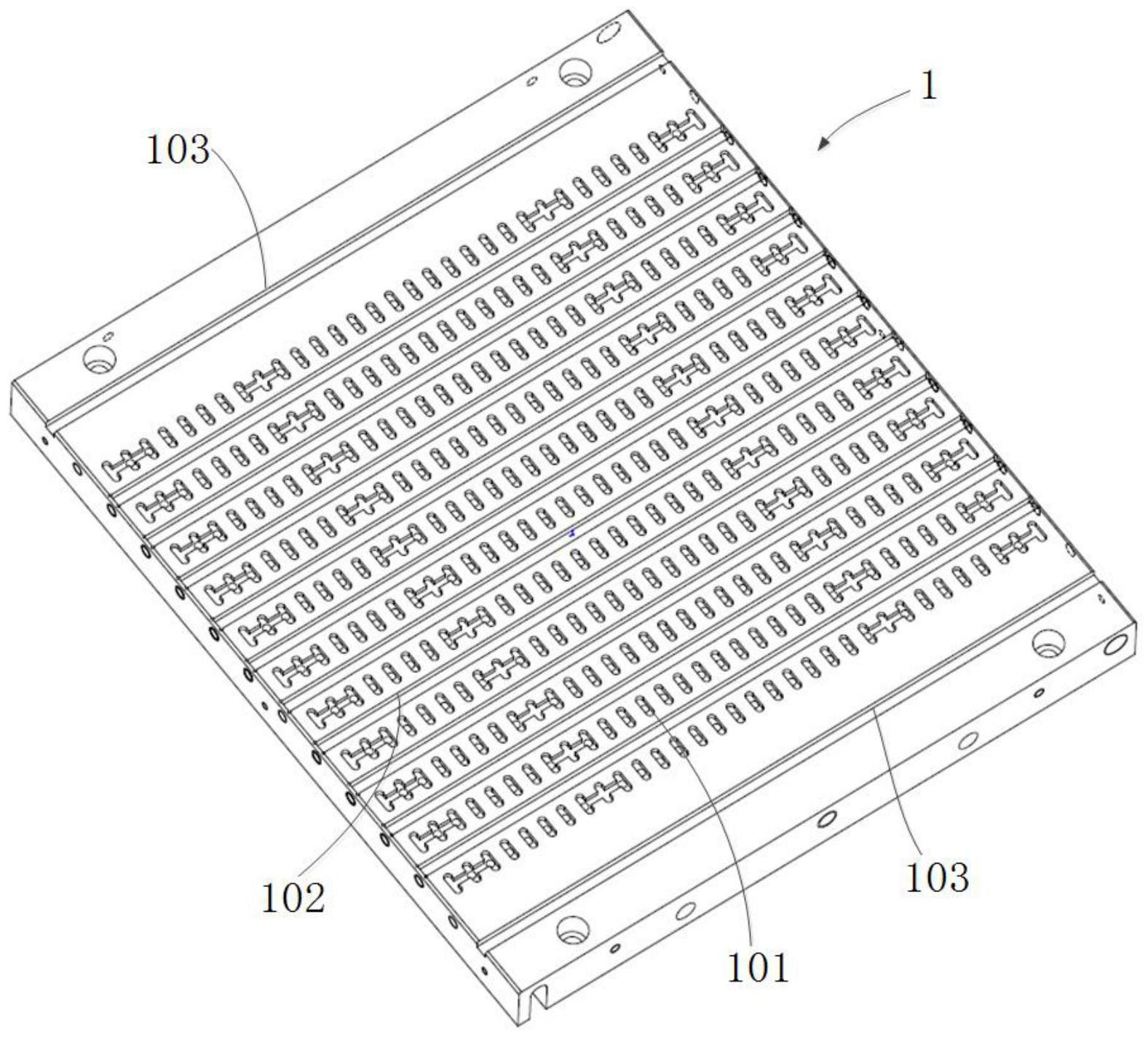
本发明的目的是解决目前电池串在焊接生产过程中焊带的压紧定位方式会影响 焊接温度以及导致焊接效率低下等问题。 为了实现上述目的,本发明提供一种焊接底板,所述焊接底板用于放置在具有通 孔的输送带的下方用以支撑所述输送带; 其中,所述焊接底板包括底板主体,所述底板主体内部形成有负压腔,且所述底板 主体的上表面形成与所述负压腔连通的吸附孔; 所述焊接底板上设置有第一磁铁,所述第一磁铁设置为能够吸附压紧工装上设置 的用于压紧焊带的压紧部,其中,所述压紧工装为用于压紧所述输送带上所输送的焊带的 压紧装置。 优选地,所述压紧工装上的所述压紧部为压针,所述压紧工装上设置有多排所述 压针,每排所述压针用于对应压紧一根焊带; 所述焊接底板上并行设置有多排所述第一磁铁,每排所述第一磁铁与一排所述压 针对应。 优选地,所述焊接底板的上表面上设置有多个并行的第一凹槽,每排所述第一磁 铁设置在一个所述第一凹槽内。 优选地,所述焊接底板的相对的两端分别设置有第二磁铁,两端的所述第二磁铁 设置为吸附所述压紧工装的相对的两端,以将所述压紧工装定位于所述焊接底板所支撑的 输送带上。 优选地,所述焊接底板的相对的两端分别设置有沿所述输送带的长度方向延伸的 第二凹槽,所述第二磁铁设置在所述第二凹槽内。 4 CN 111716035 A 说 明 书 2/5 页 根据本发明的另一方面,还提供一种焊接输送装置,所述焊接输送装置包括机架 及在所述机架上运行的输送带,所述机架上设置有位于所述输送带下方并支撑所述输送带 的支撑板; 所述支撑板包括如上所述的焊接底板,所述焊接底板设置在所述机架的对应于焊 接工位的位置; 其中,所述输送带上设置有通孔,以使得所述焊接底板上的所述吸附孔能够通过 所述输送带上的所述通孔吸附所述输送带上的电池片和焊带。 优选地,所述支撑板的相对的两侧分别设置有用于将压紧焊带的压紧工装定位在 所述输送带上的磁铁。 优选地,所述支撑板的相对的两侧分别设置有沿所述输送带的输送方向延伸的长 形槽,所述磁铁设置在所述长形槽内。 根据本发明的再一方面,还提供一种电池串生产设备,所述电池串生产设备包括 焊接装置、压紧工装以及如上所述的焊接输送装置; 所述压紧工装设置为用于将所述焊接输送装置上的焊带与电池片压紧定位,所述 压紧工装包括压紧工装主体及设置在所述压紧工装主体上的沿电池片输送方向的多排压 针,每排压针设置为压紧定位一根焊带; 所述焊接装置位于所述焊接底板上方的焊接工位,用于对输送至所述焊接工位的 所述电池片和所述焊带进行焊接; 其中,在所述输送带将所述焊带和电池片以及所述压紧工装输送至所述焊接工位 时,通过所述第一磁铁吸附所述压紧工装的所述压针。 根据本发明的又一方面,还提供一种电池串生产方法,所述电池串生产方法包括: 通过输送带将待焊接的电池片和焊带输送至焊接工位,在输送过程中,采用压紧 工装将所述焊带与所述电池片压紧定位; 在所述焊接工位,位于所述输送带下方的焊接底板通过磁铁吸附所述压紧工装上 的压针,完成待焊接的所述焊带和所述电池片的焊接压紧; 利用焊接装置对处于所述焊接工位的所述电池片和所述焊带进行焊接。 本发明提供的技术方案,采用焊接底板实现电池片和焊带在焊接时的定位,可以 定位焊带和电池片时对焊接温度的影响,从而可以提高焊接质量,并可以提高焊接效率。 附图说明 图1为根据本发明的一个实施方式中焊接底板的结构示意图; 图2为根据本发明的一个实施方式中焊接输送装置的结构示意图。 附图标记说明 1-焊接底板;101-吸附孔;102-第一凹槽;103-第二凹槽;2-输送带;3-主动辊;4- 驱动电机;5-从动辊;6-长形槽。











