
技术摘要:
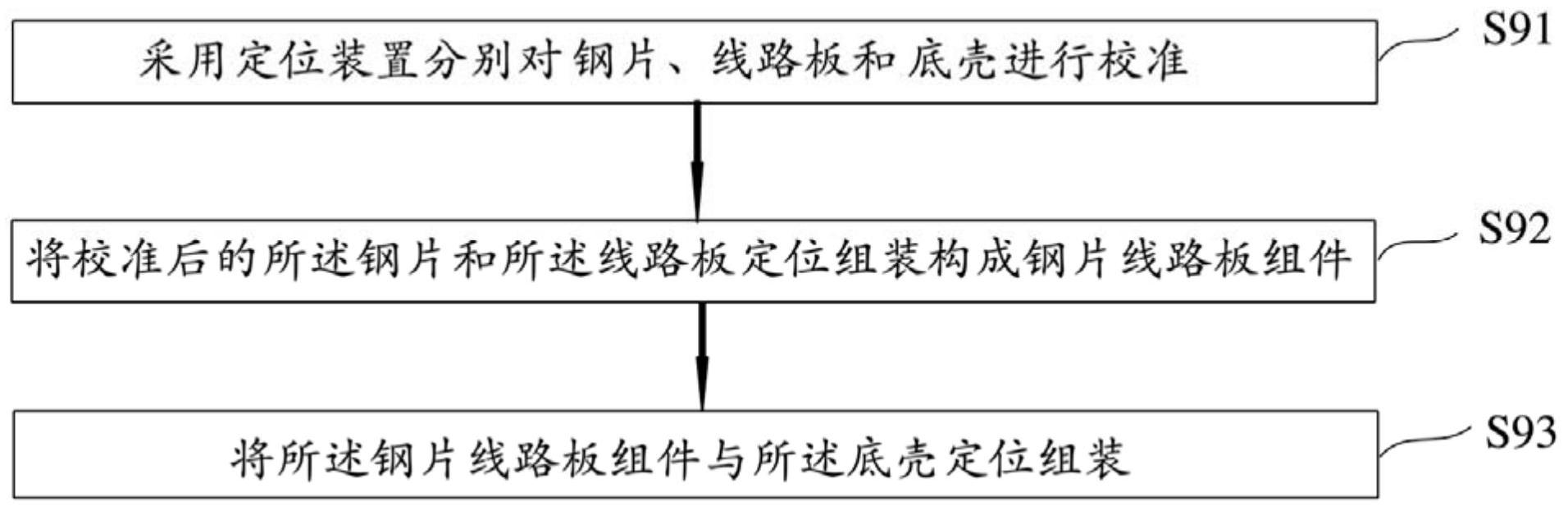
本发明提供一种手表部件的多重定位及组装方法、定位装置及手表,其中,手表部件的多重定位及组装方法包括以下步骤:采用定位装置分别对钢片、线路板和底壳进行校准;将校准后的钢片和线路板定位组装构成钢片线路板组件;最后将钢片线路板组件与底壳定位组装,因此,本 全部
背景技术:
手表等穿戴产品因体积小,充电、USB通讯连接、SIM卡装置等受空间限制无法有更 多的空间实现更多的功能,常规设计通过线路板将此部分器件转接线路板上,线路板与钢 片连接,线路板还通过焊孔或弹片等连接到底壳的充电、USB通讯接口上。 然而,上述设计使得钢片与线路板、底壳之间的定位公差大。
技术实现要素:
本申请实施例公开了一种手表部件的多重定位及组装方法,通过分别对钢片、线 路板和底壳进行定位校验后再组装在一起,使得其定位精准度较高。 本申请实施例公开一种手表部件的多重定位及组装方法,所述手表部件包括线路 板、底壳及用于支撑所述线路板并定位于所述线路板及所述底壳之间的钢片,包括以下步 骤: 采用定位装置分别对所述钢片、所述线路板和所述底壳进行校准; 将校准后的所述钢片和所述线路板定位组装构成钢片线路板组件; 将所述钢片线路板组件与所述底壳定位组装。 进一步地,所述定位装置上具有用于校验所述底壳、所述线路板的第一校验柱,以 及用于分别校验钢片、所述线路板的第二校验柱; 所述底壳上具有多个与所述第一校验柱配合的充电端口; 所述钢片上具有多个与所述第二校验柱配合的第一定位孔; 所述线路板上具有多个与所述第二校验柱配合的第二定位孔、以及多个与所述第 一校验柱配合的第三定位孔, 采用所述定位装置分别对所述钢片、所述线路板和所述底壳进行校准的方法包 括: 将所述定位装置对准所述底壳并将所述第一校验柱对准所述充电端口以对所述 底壳进行校验; 将所述定位装置对准所述钢片并将所述第二校验柱对准所述第一定位孔以对所 述钢片进行校验;及 将所述定位装置对准所述线路板并将所述第一校验柱对准所述第三定位孔以及 将所述第二校验柱对准所述第二定位孔以对所述线路板进行校验。 进一步地,所述第一校验柱的直径、所述充电端口的孔径均为0.2mm,所述第三定 位孔的孔径为0.45mm,且所述第一校验柱与所述充电端口的校验公差为±0.05mm,所述第 一校验柱与所述第三定位孔的校验公差为±0.15mm; 4 CN 111722523 A 说 明 书 2/8 页 所述第二校验柱的直径、所述第一定位孔以及所述第二定位孔的孔径均为 0.45mm,且所述第二校验柱与所述第一定位孔,以及与所述第二定位孔的校验公差均为± 0.1mm。 本申请实施例公开一种定位装置,所述定位装置包括 基体; 以及设于所述基体上的若干第一校验柱和若干第二校验柱。 进一步地,所述第一校验柱的直径为0.2mm; 所述第二校验柱的直径为0.45mm。 本申请实施例公开一种手表,包括: 线路板; 底壳;及 用于支撑所述线路板并定位于所述线路板及所述底壳之间的钢片。 进一步地,所述底壳上具有多个可与第一校验柱配合的充电端口; 所述钢片上具有多个可与第二校验柱配合的第一定位孔; 所述线路板上具有多个可与所述第二校验柱配合的第二定位孔、以及多个可与所 述第一校验柱配合的第三定位孔。 进一步地,所述第一校验柱的直径、所述充电端口的孔径均为0.2mm,所述第三定 位孔的孔径为0.45mm,且所述第一校验柱与所述充电端口的校验公差为±0.05mm,所述第 一校验柱与所述第三定位孔的校验公差为±0.15mm; 所述第二校验柱的直径、所述第一定位孔以及所述第二定位孔的孔径均为 0.45mm,且所述第二校验柱与所述第一定位孔,以及与所述第二定位孔的校验公差均为± 0.1mm。 进一步地,所述手表还包括导电粘贴件,所述导电粘贴件位于所述钢片与所述线 路板之间,用于连接所述钢片和所述线路板以构成钢片线路板组件。 进一步地,所述导电粘贴件上与所述第三定位孔对应的位置形成第一开口。 进一步地,所述钢片线路板组件的所述钢片上与所述线路板的所述第三定位孔对 应的位置形成第二开口。 进一步地,所述钢片线路板组件背离所述线路板的一侧连接于所述底壳上,且所 述钢片线路板组件的所述第三连接孔与所述底壳的所述充电端口对准扣接。 进一步地,所述第三连接孔内涂覆有导电材料,用于与所述充电端口电连接。 进一步地,所述第三连接孔与所述充电端口对准扣接后,所述第三连接孔与所述 充电端口之间的缝隙处采用激光焊接材料焊接填充。 进一步地,所述底壳上具有多个固定孔,所述钢片线路板组件上与所述固定孔对 应的位置具有多个连接孔,所述钢片线路板组件与所述底壳通过所述固定孔、所述连接孔 以及连接件的配合实现相对固定。 与现有技术相比,本发明的有益效果在于: 本申请实施例提供一种手表部件的多重定位及组装方法,包括以下步骤:采用定 位装置分别对钢片、线路板和底壳进行校准;将校准后的钢片和线路板定位组装构成钢片 线路板组件;最后将钢片线路板组件与底壳定位组装,因此,本申请实施例通过分别对钢 5 CN 111722523 A 说 明 书 3/8 页 片、线路板和底壳进行定位校验,然后再组装在一起,从而使得其定位精准度较高。 附图说明 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的 附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领 域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附 图。 图1为本发明实施例提供的手表的导电粘贴件的结构示意图; 图2为本发明实施例提供的手表的钢片的结构示意图; 图3为本发明实施例提供的手表的线路板的结构示意图; 图4为本发明实施例提供的手表的钢片与导电粘贴件组合在一起的结构示意图; 图5为本发明实施例提供的定位装置的结构示意图; 图6为本发明实施例提供的手表的钢片线路板组件的正面结构示意图; 图7为本发明实施例提供的手表的钢片线路板组件的背面结构示意图; 图8为本发明实施例提供的手表的结构示意图; 图9为本发明实施例提供手表部件的多重定位及组装方法的流程图。 附图标记说明: 1-线路板;11-第二定位孔;12-第三定位孔; 2-底壳;21-充电端口;22-固定孔; 3-钢片;31-第一定位孔;32-第二开口;33-连接孔; 4-定位装置;41-第一校验柱;42-第二校验柱;43-基体; 5-导电粘贴件;51-第一开口; 6-连接件。











