
技术摘要:
本发明公开的属于玻璃加工设备技术领域,具体为一种玻璃磨边倒角装置及其使用方法,包括机体、夹板装置、倒角装置、第二气压缸、摆正装置、传送装置、控制器,所述机体左侧安装所述夹板装置;所述夹板装置具有第一气压缸,所述第一气压缸安装在所述机体上,所述第一气 全部
背景技术:
钢化玻璃属于安全玻璃,钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通 常使用化学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从 而提高了承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。 钢化玻璃在加工时需要对四角进行倒圆角,倒圆角的作用是加强钢化玻璃的强 度,防止钢化玻璃四角受力过大导致破裂,为此,我们提出一种玻璃磨边倒角装置及其使用 方法。
技术实现要素:
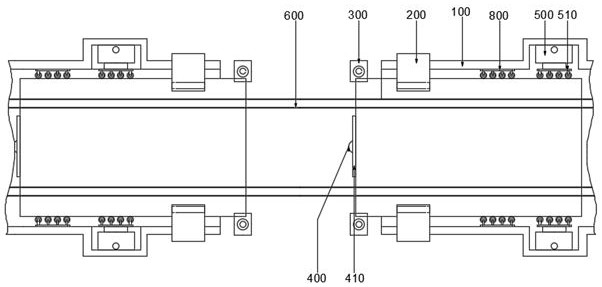
本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实 施方式。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使 本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范 围。 鉴于上述和/或现有一种玻璃磨边倒角装置及其使用方法中存在的问题,提出了 本发明。 因此,本发明的目的是提供一种玻璃磨边倒角装置及其使用方法,能够解决上述 提出钢化玻璃在加工时需要对四角进行倒圆角,倒圆角的作用是加强钢化玻璃的强度,防 止钢化玻璃四角受力过大导致破裂的问题。 为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案: 一种玻璃磨边倒角装置及其使用方法,其包括:机体、夹板装置、倒角装置、第二气压 缸、摆正装置、传送装置、控制器,所述机体左侧安装所述夹板装置; 所述夹板装置具有第一气压缸,所述第一气压缸安装在所述机体上,所述第一气压缸 输出端安装顶板,所述顶板靠近产品玻璃一端安装防滑片; 所述机体左端安装所述倒角装置,所述倒角装置具有数控机床,所述数控机床输出端 安装液压缸,所述液压缸输出端安装伺服电机,所述伺服电机输出端安装可拆卸磨头,所述 可拆卸磨头外壁中间设有平面磨头,所述可拆卸磨头外壁下方设有下斜面磨头,所述可拆 卸磨头外壁上方设有上斜面磨头; 所述机体底部中间安装所述第二气压缸,所述第二气压缸输出端安装定位挡板。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 所述机体右侧内壁安装所述摆正装置,所述摆正装置具有第三气压缸,所述第三气压缸输 出端安装导向轮,所述导向轮共有四组。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 4 CN 111571360 A 说 明 书 2/5 页 所述传送装置安装在所述机体底部两侧,所述传送装置具有传送带,所述传送带外壁安装 橡胶层,所述传送带后端安装驱动电机。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 所述控制器电性连接所述第一气压缸、数控机床、所述第二气压缸、第三气压缸、驱动电机。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 所述机体内壁两端安装导向滑轮,所述导向滑轮右侧设有所述摆正装置。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 所述导向滑轮与所述摆正装置在同一水平线,所述传送装置的顶部与导向轮的凹槽底部水 平,所述导向轮的凹槽宽度为15mm。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 两组所述顶板分别对应产品玻璃的顶部与底部,两组所述防滑片相视端与产品玻璃间距为 2mm。 作为本发明所述的一种玻璃磨边倒角装置及其使用方法的一种优选方案,其中: 所述倒角装置共有四组。 一种玻璃磨边倒角装置的使用方法,其特征在于,具体步骤为:S1、所述控制器外 接电源,将产品玻璃通过所述传送装置向左移动; S2、通过所述控制器启动所述第三气压缸,使所述第三气压缸移动所述导向轮对产品 玻璃进行摆正,产品玻璃再通过导向滑轮向左移动; S3、启动所述第二气压缸,将所述定位挡板向上用移动,使所述定位挡板阻挡产品玻 璃,启动所述第一气压缸,将所述第一气压缸推动所述顶板,两组所述顶板对产品玻璃进行 固定; S4、通过所述控制器启动所述数控机床,所述数控机床将所述可拆卸磨头向产品玻璃 靠近,启动所述伺服电机对所述可拆卸磨头进行转动,通过所述数控机床将所述可拆卸磨 头的所述平面磨头接触产品玻璃端角部分; S5、倒角完成后,再通过所述液压缸将所述伺服电机向上移动,将所述可拆卸磨头的所 述下斜面磨头对产品玻璃倒角底部切面进行磨,再通过所述液压缸将所述伺服电机向下移 动,将所述可拆卸磨头的所述上斜面磨头对产品玻璃倒角顶部切面进行打磨,打磨时可通 过外部的冷却液进行冷却; S6、打磨完成后启动所述第二气压缸、所述第一气压缸与所述驱动电机,使产品玻璃脱 离所述夹板装置,再所述通过传送装置向左移动,并通过左方的两组倒角装置进行倒角。 与现有技术相比:该种玻璃磨边倒角装置及其使用方法,将产品玻璃通过传送装 置向左移动,通过控制器启动第三气压缸,使第三气压缸移动导向轮对产品玻璃进行摆正, 产品玻璃再通过导向滑轮向左移动,启动第二气压缸,将定位挡板向上用移动,使定位挡板 阻挡产品玻璃,启动第一气压缸,将第一气压缸推动顶板,两组顶板对产品玻璃进行固定, 再通过控制器启动数控机床,数控机床将可拆卸磨头向产品玻璃靠近,启动伺服电机对可 拆卸磨头进行转动,通过数控机床将可拆卸磨头的平面磨头接触产品玻璃端角部分,倒角 完成后,再通过液压缸将伺服电机向上移动,将可拆卸磨头的下斜面磨头对产品玻璃倒角 底部切面进行打磨,再通过液压缸将伺服电机向下移动,将可拆卸磨头的上斜面磨头产品 玻璃倒角顶部切面进行打磨。 5 CN 111571360 A 说 明 书 3/5 页 附图说明 为了更清楚地说明本发明实施方式的技术方案,下面将结合附图和详细实施方式 对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对 于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得 其它的附图。其中: 图1为本发明装置俯视图; 图2为本发明倒角装置结构示意图; 图3为本发明第二气压缸结构示意图; 图4为本发明传送装置结构示意图; 图5为本发明导向轮结构示意图; 图6为本发明装置电路图。 图中:100机体、200夹板装置、210第一气压缸、220顶板、230防滑片、300倒角装置、 310数控机床、320液压缸、330伺服电机、340可拆卸磨头、341平面磨头、342下斜面磨头、343 上斜面磨头、400第二气压缸、410定位挡板、500摆正装置、510第三气压缸、520导向轮、600 传送装置、610传送带、620橡胶层、630驱动电机、700控制器、800导向滑轮。











