
技术摘要:
本发明提供了一种复合铝箔片材模切加工工艺,涉及铝箔加工技术领域,该复合铝箔片材模切加工工艺采用一种复合铝箔片材模切加工装置配合完成,该复合铝箔片材模切加工装置包括输送摊撒机构、顶支撑板、支撑肋板、导向挡板、铝箔卷收放机构、收集码垛箱、简歇切断机构, 全部
背景技术:
铝箔是一种用金属铝直接压延成薄片的烫印材料,其烫印效果与纯银箔烫印的效 果相似,故又称假银箔。由于铝的质地柔软、延展性好,具有银白色的光泽,如果将压延后的 薄片,用硅酸钠等物质裱在胶版纸上制成铝箔片,还可进行印刷。 现有的,铝箔在购买后都是卷绕成铝箔卷状,铝箔片在实际使用过程中,还需要对 铝箔卷内的铝箔片进行裁切,将铝箔卷内的铝箔片裁切成多个结构大小相同的铝箔纸,铝 箔卷在实际裁剪过程中,如专利号CN201921039933.6公开了一种铝箔加工用切割设备,包 括支架和卷轴,所述支架的内部设置有卷轴,所述卷轴的后部上端设置有紧固螺杆,所述紧 固螺杆的上方设置有紧固旋钮,所述卷轴的右侧设置有滑杆,所述滑杆的外表面设置有刀 架,所述刀架的内部设置有薄刀片,所述薄刀片的上方设置有刀具调整旋钮,所述刀具调整 旋钮的左侧设置有推杆,所述滑杆的右侧设置有切刀底板,所述切刀底板的上方设置有切 刀片,所述切刀片的上端面设置有切刀手柄,通过设置滑杆和刀架可以实现刀架在滑杆的 转动从而对卷轴上的铝箔卷切割,通过刀架在滑杆前后方向的滑动实现对卷轴上的铝箔卷 的切割宽度的控制,通过设置切刀底板和切刀片实现对铝箔长度方向的切割。 上述专利公开的一种铝箔加工用切割设备在实际裁切过程中仍存在一些不足之 处,具体不足之处在于: 铝箔片卷绕成筒状的铝箔卷后,在宽度相同的情况下,难以对铝箔片进行等距离 裁切,将铝箔片裁切成大小相同的铝箔片,造成铝箔片在实际使用过程中大小不一,影响铝 箔片的使用美观性。
技术实现要素:
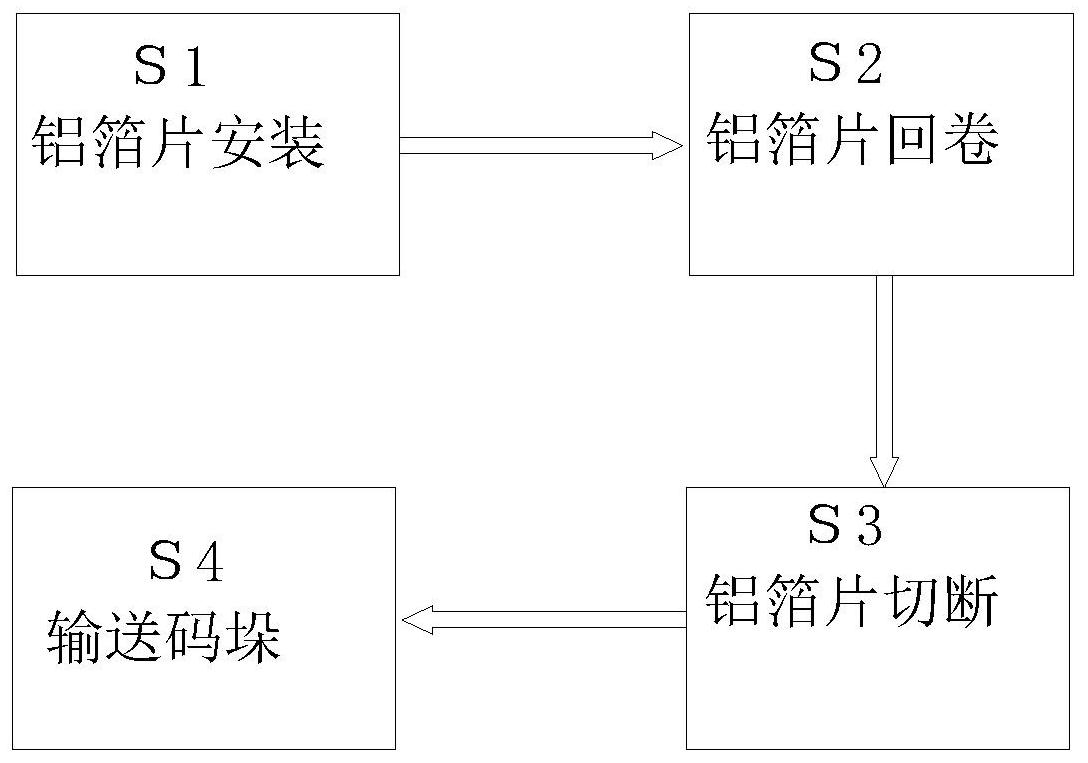
针对现有技术中的问题,本发明的目的在于提供一种复合铝箔片材模切加工工 艺,解决铝箔片卷绕成筒状的铝箔卷后,在宽度相同的情况下,难以对铝箔片进行等距离裁 切,将铝箔片裁切成大小相同的铝箔片,造成铝箔片在实际使用过程中大小不一,影响铝箔 片的使用美观性的技术问题。 本发明所要解决的技术问题采用以下的技术方案来实现:一种复合铝箔片材模切 加工工艺,该复合铝箔片材模切加工工艺采用一种复合铝箔片材模切加工装置配合完成, 该复合铝箔片材模切加工装置包括输送摊撒机构、顶支撑板、支撑肋板、导向挡板、铝箔卷 收放机构、收集码垛箱、简歇切断机构,输送摊撒机构的顶端设置有直立于输送摊撒机构顶 端的支撑肋板,顶支撑板呈水平固定于支撑肋板的顶端,铝箔卷收放机构固定安装于顶支 撑板的顶端,铝箔卷收放机构卷绕有铝箔卷,且铝箔卷通过铝箔卷收放机构向支撑肋板的 中部持续输送,简歇切断机构固定安装于支撑肋板的中部,持续向支撑肋板中部输送的铝 箔卷通过简歇切断机构进行切断,所述输送摊撒机构的左侧设置有铝箔片均匀摊撒区,收 4 CN 111731923 A 说 明 书 2/8 页 集码垛箱放置于输送摊撒机构左侧的铝箔片均匀摊撒区内,收集切断后的铝箔片; 所述简歇切断机构包括固定于支撑肋板中部的砧板,所述砧板中部开设有贯通的 圆孔,所述砧板的右端设置有闸刀底座,所述闸刀底座中部朝向于砧板方向设有垂直的闸 刀,所述闸刀底座左侧对称设有拉杆,所述拉杆通过滑动配合方式穿过砧板上的圆孔向砧 板的左侧伸出,向砧板左侧伸出的所述拉杆顶端设置有固定架,所述固定架左侧铰接有调 节螺杆,所述支撑肋板的中部设置有支撑轴杆,所述支撑轴杆的中部通过轴承安装有圆筒 结构的套筒,所述套筒的外圆面对称设置有两个摆杆,两个摆杆在套筒的外圆面呈上下对 称设置,所述套筒下方的摆杆与调节螺杆铰接,所述套筒上方的摆杆顶端设置有销杆,所述 支撑肋板左侧设置有电机支架,所述电机支架的顶端固定安装有第二电动机,所述第二电 动机向套筒方向伸出有输出轴,所述第二电动机的输出轴顶端固定安装有圆盘结构的第二 曲柄,所述第二曲柄的前端面开设有封闭的异型槽,所述摆杆顶端的销杆通过滑动配合方 式嵌入于异型槽内; 所述输送摊撒机构包括循环转动的输送带,以及对称设置于输送带前后两侧的机 架板,循环转动的所述输送带的内圈等间距设置有若干个固定辊,每一个所述固定辊的两 端通过轴承对称安装于输送带前后两侧的机架板上,其中一个所述固定辊,其中一个所述 固定辊设为驱动辊,靠近于所述输送摊撒机构的地面固定安装有第一电动机,所述第一电 动机通过第一传动带驱动驱动辊旋转,驱动辊驱动输送带沿内圈的固定辊循环转动; 该复合铝箔片材模切加工工艺,具体包括如下步骤: S1、铝箔片安装:将铝箔片材卷绕成铝箔卷状,再将铝箔卷安装于铝箔卷收放机构 上; S2、铝箔片回卷:对步骤S1中安装于铝箔卷收放机构上的铝箔卷进行回放,通过铝 箔卷收放机构将铝箔卷回放,使铝箔卷内的铝箔片端部向下掉落至简歇切断机构上; S3、铝箔片切断:对步骤S2中掉落于简歇切断机构上的铝箔片进行切断处理,通过 铝箔卷收放机构的间歇性回放,配合简歇切断机构的间歇性切断,对铝箔卷内的铝箔片进 行等距离切割; S4、输送码垛:对步骤S3中进行等距离切割后的铝箔片进行输送码垛,通过收集码 垛箱放置于输送摊撒机构左侧的铝箔片均匀摊撒区内,通过输送摊撒机构将等距离切割后 的铝箔片整齐码垛在收集码垛箱内。 作为本发明的一种优选技术方案,所述输送摊撒机构还包括活动滑块、菱形架、第 一支撑辊、传动机架、第二支撑辊,靠近于所述输送摊撒机构的左侧设置有往复伸缩的传动 机架,所述传动机架的两端分别设置有第一支撑辊和第二支撑辊,所述传动机架两端的第 一支撑辊与第二支撑辊将左侧的输送带顶端支撑为倾斜的斜面,所述传动机架右侧对称设 置有靠近于机架板内壁的菱形架,所述菱形架具有若干个直杆首尾相互铰接形成若干个菱 形孔,每一个菱形孔中部的直杆通过铰接固定于活动滑块上,所述菱形架安装于输送带前 后两侧的机架板内,两侧的所述机架板内壁对称开设有滑槽,所述菱形架中部的若干个活 动滑块通过滑动配合方式等间距嵌入于机架板内壁的滑槽上,所述菱形架顶端的其中一个 活动滑块固定于固定支撑杆上,所述固定支撑杆固定于机架板的内壁;所述菱形架顶端的 另一个活动滑块固定于活动推杆上,所述活动推杆通过滑动配合方式安装于机架板的内壁 上,所述活动推杆的右端设置有横架,所述横架的中部开设有贯通的滑孔,两侧所述机架板 5 CN 111731923 A 说 明 书 3/8 页 的中部固定安装有第五电动机,所述第五电动机的输出轴顶端安装有曲柄,所述横架中部 的滑孔内通过铰接安装于曲柄上; 所述输送摊撒机构的底部设置有张紧辊,所述张紧辊设置于输送带的外圈,所述 传动机架往复伸缩的,输送带通过张紧辊拉紧,两侧所述机架板的中部对称开设有贯通的 第二滑槽,所述张紧辊的两端通过轴承安装于两侧机架板的第二滑槽内,每一侧的所述第 二滑槽内安装有拉簧,安装于两侧第二滑槽内的张紧辊两端通过拉簧拉紧。 作为本发明的一种优选技术方案,所述铝箔卷收放机构包括卷绕机架、第二传动 带、伺服电动机、收卷轴,铝箔卷缠绕于收卷轴上,收卷轴的两端通过轴承安装于卷绕机架 上,伺服电动机固定安装于顶支撑板的顶端,伺服电动机通过第二传动带驱动收卷轴转动。 作为本发明的一种优选技术方案,所述收集码垛箱包括收集盒、让位槽、支撑弹 簧、重力下沉板,收集盒设置为方形盒结构,所述收集盒的顶端开设有让位槽,所述让位槽 的中部安装有呈水平摆放的重力下沉板,所述重力下沉板的底端等间距设置有支撑弹簧。 作为本发明的一种优选技术方案,所述支撑肋板的右侧壁设置有第一导向挡板和 第二导向挡板,所述第一导向挡板以及所述第二导向挡板均与支撑肋板的右侧壁留有一定 的距离,供铝箔片穿过,所述第一导向挡板与所述第二导向挡板之间安装有简歇切断机构。 作为本发明的一种优选技术方案,所述砧板的中部开设有切断槽。 作为本发明的一种优选技术方案,所述支撑肋板的底端开设有贯通的让位孔,所 述支撑肋板底端的让位孔设置于输送带的上方,所述支撑肋板底端的让位孔内安装有导流 滚筒。 与现有技术相比,本发明的有益效果在于: 一、本发明通过将铝箔片卷绕成的铝箔卷安装在铝箔卷收放机构上,通过铝箔卷 收放机构间歇性转动,使铝箔卷上的铝箔片向支撑肋板的右侧间等距离回放,通过第一导 向挡板和第二导向挡板的导向,使铝箔片的顶端向下滑落至简歇切断机构,简歇切断机构 通过闸刀底座中部垂直的闸刀与砧板方向间歇性往复闸切,使等距离向下掉落的铝箔片通 过闸刀的间歇性切断,对铝箔片进行模切,使切断后的每一片铝箔片结构大小相同,有利于 后期大批量生产。 二、本发明通过在在支撑肋板的底端设置有输送摊撒机构,简歇切断机构切断的 每一片铝箔片通过输送摊撒机构内部循环转动的输送带输送至下方的收集码垛箱内,输送 过程中,通过传动机架的往复摆动,以及经传动机架上的第一支撑辊和第二支撑辊支撑,使 输送带的顶端形成倾斜的斜面,便于对铝箔片向下掉落过程中进行导向,使每一片铝箔片 的前侧最先掉落,有利于对铝箔片进行整齐收集,往复机架通过往复摆动,配合输送带的均 匀移动,使往复机架向外伸出后,回退的过程中,通过输送带将铝箔片均匀放下,使每一片 铝箔片的前侧先掉落,然后随着传动机架的回退,直至铝箔片平整掉落在收集码垛箱内,提 高对每一片铝箔片的收集整理效果, 三、本发明通过在支撑肋板的底端设置有输送摊撒机构,简歇切断机构切断的每 一片铝箔片通过输送摊撒机构内部循环转动的输送带输送至下方的收集码垛箱内,收集码 垛箱内设置有重力下沉板,对投放在收集码垛箱内的每一片铝箔片进行收集,重力下沉板 通过底部的支撑弹簧支撑,使重力下沉板在初始投放铝箔片时靠近于传动机架的底部,便 于传动机架向下投放铝箔片时,减少铝箔片在空中掉落的距离,有利于使铝箔片均匀摊撒 6 CN 111731923 A 说 明 书 4/8 页 在收集码垛箱内,重力下沉板随着投放在收集码垛箱内的铝箔片增多,重力下沉板通过支 撑弹簧的支撑向下进行让位,使重力下沉板支撑的铝箔片顶面始终靠近于传动机架的底 部,有利于传动机架向下投放铝箔片时,减少铝箔片在空中掉落的距离,有利于使铝箔片均 匀摊撒在收集码垛箱内。 四、本发明在支撑肋板的底端开设有贯通的让位孔,支撑肋板底端的让位孔设置 于输送带的上方,便于将简歇切断机构切断的每一片铝箔片通过输送带输送出去,支撑肋 板底端的让位孔内安装有导流滚筒。切断后的铝箔片材通过导流滚筒的滚动,使导流滚筒 更易于顺着输送带流动的方向折弯,降低切断后的铝箔片表面与让位孔棱角之间产生的摩 擦力,避免铝箔片顺着输送带托动对切断后的铝箔片表面产生折弯。 附图说明 下面结合附图和实施例对本发明进一步说明。 图1为本发明复合铝箔片材模切加工工艺的工艺流程图; 图2为本发明复合铝箔片材模切加工装置的前视图; 图3为本发明复合铝箔片材模切加工装置的俯视图; 图4为本发明说明书附图2的A处局部放大图; 图5为本发明输送摊撒机构的内部传动结构示意图; 图6为本发明说明书附图5中的B处局部放大图; 图7为本发明调节螺杆与调节螺母的结构连接示意图; 图8为本发明铝箔卷在支撑肋板右侧被切断后的结构示意图; 图9为本发明传动机架将铝箔片均匀摊撒在收集码垛箱内的结构示意图一; 图10为本发明传动机架将铝箔片均匀摊撒在收集码垛箱内的结构示意图二; 图中:1、输送摊撒机构,101、固定辊,102、输送带,103、驱动辊,104、第一电动机, 105、第一传动带,106、机架板,107、横架,108、活动推杆,109、活动滑块,110、菱形架,111、 滑槽,112、第一支撑辊,113、传动机架,114、曲柄,115、第二支撑辊,116、张紧辊,117、第二 滑槽,118、拉簧,119、固定支撑杆,120、第五电动机,2、顶支撑板,3、第一导向挡板,4、第二 导向挡板,5、铝箔卷收放机构,501、卷绕机架,502、第二传动带,503、伺服电动机,504、收卷 轴,6、收集码垛箱,601、收集盒,602、让位槽,603、支撑弹簧,604、重力下沉板,7、简歇切断 机构,701、砧板,7011、切断槽,702、固定架,703、调节螺杆,7031、调节螺母,704、摆杆,705、 支撑轴杆,706、销杆,707、第二曲柄,708、异型槽,709、拉杆,710、闸刀底座,711、闸刀,712、 导流滚筒,713、第二电动机,714、套筒,715、电机支架,8、支撑肋板。











