
技术摘要:
本发明公开了一种管道焊缝微区拉伸试样加工及测试方法,试样加工时先选取试样加工段,在所选取的加工段内进行焊缝微区划分;在所划分的微区内设计试样尺寸及形状;使焊缝微区试样在不超出微区范围的前提下尺寸最大化;使焊缝微区试样在不超出微区范围的前提下尺寸最大 全部
背景技术:
目前针对焊缝部位的安全评价方法是将焊缝部位材料拉伸性能用母材的拉伸性 能代替进行评价,这种评价方法对于一般的强匹配焊缝来说过于保守,对于弱匹配焊缝来 说又不可靠,因此急需掌握管道焊缝部位的拉伸性能。对于焊缝内部的缺陷,最可靠的评价 方法是利用缺陷周边的材料性能进行评价,目前相关标准均是将焊缝作为整体结构进行研 究,焊缝拉伸性能测试试样跨越整个焊缝区域,该方法得到的是焊缝的宏观力学性能,无法 区分焊缝不同特征区域的力学性能差异。基于以上原因,焊缝特征区域的材料强度、韧性分 布规律的研究越来越受到研究人员的重视。 焊缝在焊接过程中,由于不同焊层的焊条材料、焊接工艺、焊接电流等参数影响, 最终成型的焊缝在不同区域的力学性能呈现出较大的差异。由于各区域较小,试样加工比 较困难,因此环焊缝微区拉伸力学性能的测试也成为实际工程中的一大难题。在文章《焊缝 结构微区材料力学性能研究》(作者:汤忠斌、徐绯、许泽建等;杂志:机械强度;刊号:2010, 32(1):58-63)以及学位论文《高温环境下微区拉伸试样材料力学性能测试方法的研究》(作 者:朱勐晖;出版社:西北工业大学;时间:2006)中,作者提出了一种焊缝的微区试样加工及 测试方法,试样加工方法见图1和图2,所述方法从焊缝结构上取出跨母材、焊缝、热影响区 的坯料,沿壁厚方向进行分层,加工出包含母材、焊缝和热影响区的薄片,并将其厚度打磨 至0.5mm,腐蚀出焊缝各微区结构之后,利用慢走丝切割出焊缝各区域的微区拉伸试样。该 方法沿壁厚方向将焊缝切成薄片,实现了焊缝微区拉伸试样的加工,但是由于焊缝热影响 区相对较窄,导致加工的试样测试段尺寸过小,试样表面处理对试验结果的误差影响较大, 因此该方法试样加工过程繁琐,需要进行严格的表面处理。
技术实现要素:
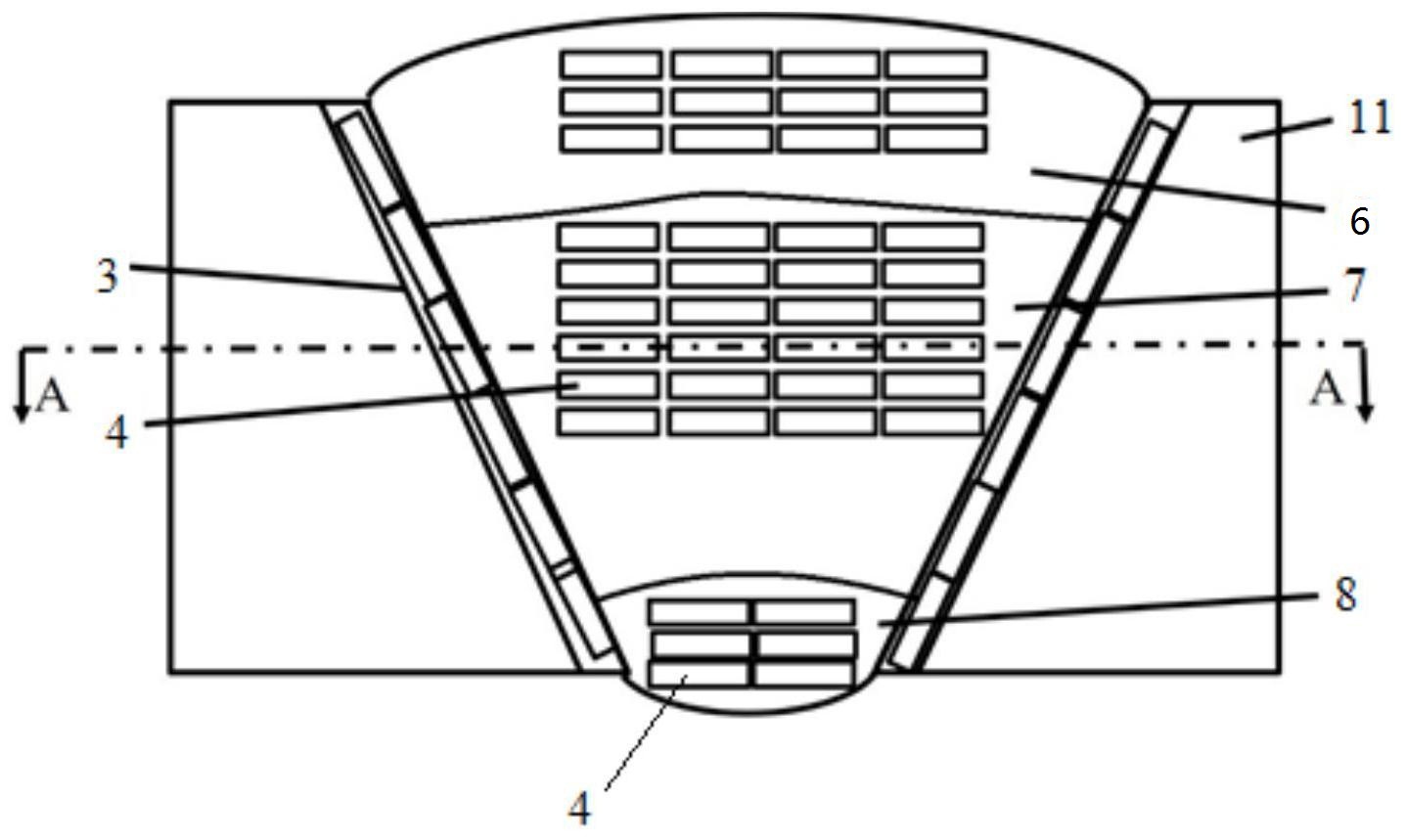
为了解决现有技术中存在的问题,本发明提供一种管道焊缝微区拉伸试样加工及 测试方法,利用焊缝结构的自然形貌,对焊缝不同区域进行试样的精准设计和加工,使焊缝 微区试样在不超出微区范围的前提下尺寸最大化,以减小试样加工及后期表面处理的难 度,同时提出一种焊缝微区拉伸性能的测试方法,解决安全评价中焊缝微区力学性能未知 的情况,为提高焊缝内部缺陷安全评价的准确性和可靠性奠定基础。 为了实现上述目的,本发明采用的技术方案是,焊缝微区拉伸试样设计和加工方 法,包括以下步骤: 步骤1,试样加工段选取; 步骤2,将步骤1选取的试样加工段于垂直焊缝切割成长度大于试样长度的尺寸的坯 料,在所述坯料上划分焊缝取样区; 4 CN 111595670 A 说 明 书 2/4 页 步骤3,在步骤2所划分焊缝取样区内设计试样尺寸及形状;使试样在不超出焊缝取样 区内范围的前提下尺寸最大化; 将热影响区的宽度作为微区拉伸试样的厚度H,试样两端为夹持段,中部为测试段,测 试段的宽度W大于试样厚度H且小于根焊层部位的宽度,同时满足σ×W×H小于测试设备量 程的80%,其中σ为焊缝微区材料的屈服强度;微区拉伸试样夹持段的宽度小于根焊层部位 的宽度;在焊缝的盖面层、填充层和根焊层部分,焊缝的厚度方向沿焊层的堆积方向分布; 试样的几何形状为扁平的狗骨状; 步骤4,加工步骤3设计的试样并进行编号,加工试样时,先从坯料上分层切取预切割试 样片,再从预切割试样片上切割出试样的几何形状。 步骤1中,试样加工段选取时,对焊缝进行宏观检验和无损检测,标注出有缺陷的 位置,选取无缺陷部位作为试样加工段。 试样加工段沿焊缝长度大于微区拉伸试样的长度。 步骤2中,焊缝微区划分时,对所述坯料进行打磨和腐蚀,至其显现出焊缝的热影 响区、根焊层、填充层及盖面层。 步骤2中,打磨所述坯料的两个切割面,使其表面粗糙度低于Ra0.8并互相平行;利 用焊缝腐蚀液对一个面进行腐蚀。 步骤3中,试样设计时,测量焊缝热影响区的宽度及长度,测量根焊层部位的高度 及宽度,试样测试段和夹持段之间通过圆弧过渡。 步骤3中,在坯料上已经腐蚀的面标记出微区拉伸试样的排布,微区拉伸试样的长 度方向沿焊缝的纵向,其一端面位于坯料被腐蚀面内;根据焊缝热影响区、盖面层、填充层 及根焊层部分的尺寸,通过画网格设计出热影响区、盖面层、填充层及根焊层部分可加工试 样的数量及位置。 步骤4中,首先利用线切割方法将坯料两个热影响区沿轮廓整体切割下来,得到热 影响区片状预切割试样,再将切割下来的热影响区片状预切割试样片采用线切割方法沿设 计好的位置切割成步骤3所述试样,对剩余的坯料采用相同的工艺进行切割,对每个试样进 行编号及位置标记。 一种焊缝微区拉伸力学性能测试方法,在测试前,用标记笔在试样测试段两端做 出标记,标记之间为试样的标距段,测量试样标距段的宽度和厚度;将微区拉伸试样夹持在 拉伸实验机上,实验过程中对试样标距段的变形量进行监测记录,对微区拉伸试样两端的 拉伸力进行检测记录;根据所记录的试样变形数据及载荷数据,计算出微区拉伸试样的应 力-应变曲线,进而得到焊缝各区域材料的弹性模量、屈服强度、屈服应变以及强度极限拉 伸力学性能。 与现有技术相比,本发明至少具有以下有益效果: 本发明采用腐蚀液对焊缝横截面不同区域进行区分,根据焊缝各区域的尺寸对试样进 行设计,既能最大限度地增大试样尺寸,利用焊缝金相特征差异对焊缝进行垂直方向的区 域划分,同时利用各特征区域的几何特征,设计试样尺寸及加工位置,在试样不超出微区范 围的前提下使微区试样尺寸最大化,减小试样加工及表面处理难度,又能够满足不同区域 的拉伸力学性能测试。 进一步的,利用线切割技术对试样进行加工,确保了焊缝区域试样的精确加工,而 5 CN 111595670 A 说 明 书 3/4 页 且有助于增加试样尺寸,通过拉伸试验,可以系统地掌握焊缝不同区域的拉伸性能及分布 规律,为焊缝安全评价提供实验数据,可以提高焊缝安全评价的精度。 本发明还提出一种针对焊缝特征区域材料拉伸性能测试方法,解决安全评价中焊 缝特征区域力学性能未知的问题,为提高焊缝内部缺陷安全评价的准确性和可靠性奠定基 础。 附图说明 图1 现有技术中所提出的焊缝切割示意图。 图2 现有技术中的微区拉伸试样加工示意图。 图3 本发明一种可实施的焊缝微区试样设计及测试流程。 图4 焊缝微区结构分布示意图。 图5a是焊缝横截面示意图,图5b是图5a的A-A向剖视图。 附图中:1.母材;2.焊缝;3.热影响区;4.薄片;5.微区拉伸试样,11.第一母材;12. 第二母材;31.第一热影响区;32.第二热影响区;6.焊缝盖面层;7.焊缝填充层;8.根焊层。











