
技术摘要:
本公开的实施方式涉及一种制备多件式层合制品的方法。在所述方法中,使第一玻璃层片和第二玻璃层片共下垂。激光切割所述第一玻璃层片以形成第一主工件和第一次工件,并且激光切割所述第二玻璃层片以形成第二主工件和第二次工件。所述第一主工件和所述第二主工件各自限 全部
背景技术:
弯曲的玻璃层合件可用于许多应用中,具体地用于车辆或机动车窗用玻璃,包括 窗、车顶和其他车辆面板。通常,用于此类应用的弯曲玻璃片材已经由相对厚的玻璃材料片 材形成。为了提高层合制品的单个玻璃层之间的形状一致性,可通过共成形工艺(诸如共下 垂工艺)将玻璃材料成形为期望的形状/曲率。在某些应用中,可能期望多零件式层合制品。 通常,此类多零件式层合制品通过如下步骤形成:使第一工件成形,去除第一工件的一部 分,使第二工件成形,以及然后将两个工件安装在一起。然而,已知此过程导致光学器件反 射不良并且两个工件之间的曲率不连续。
技术实现要素:
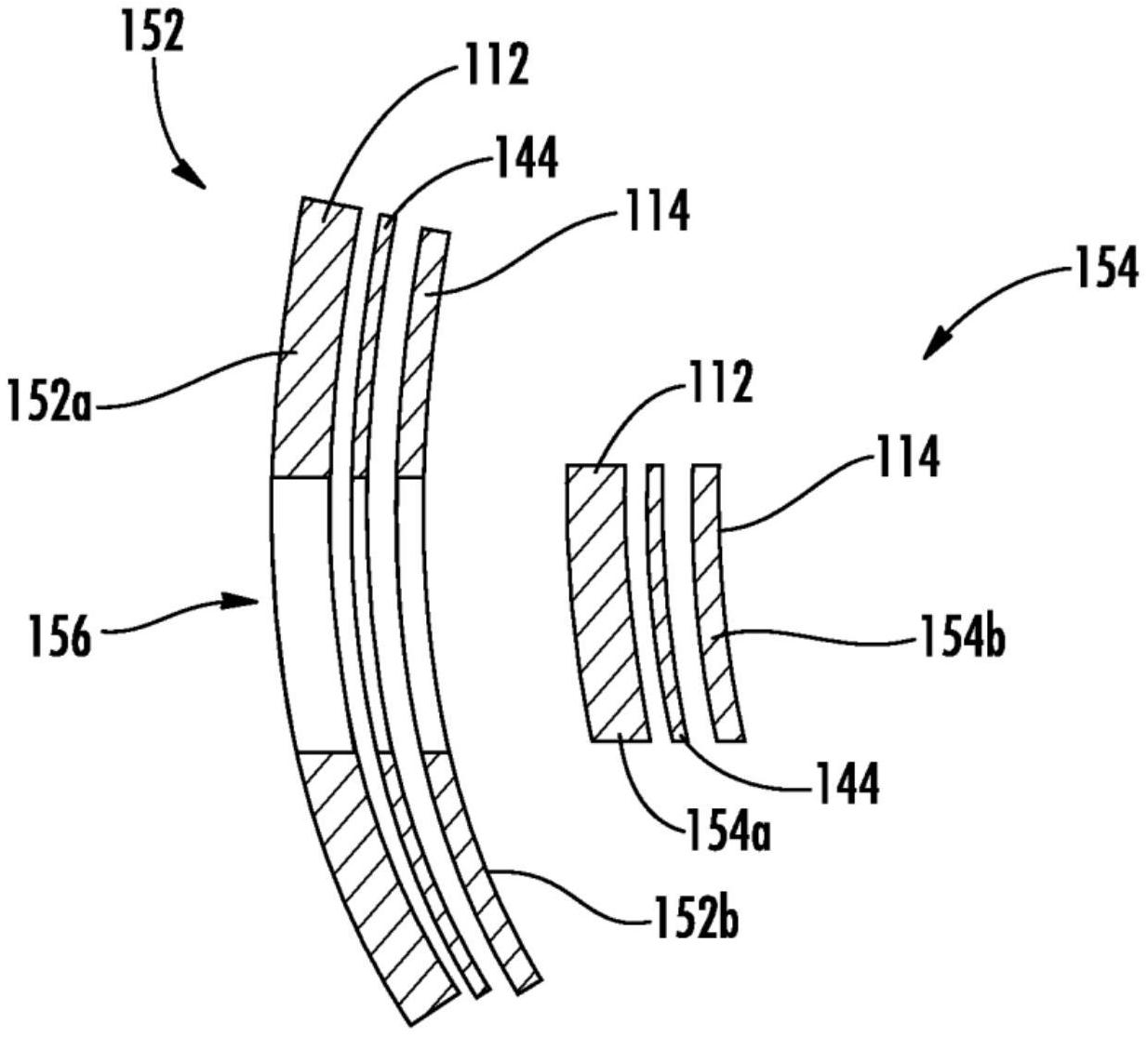
在一个方面,提供一种制备多件式层合制品的方法的实施方式。在所述方法中,使 第一玻璃层片和第二玻璃层片共下垂。激光切割所述第一玻璃层片以形成第一主工件和第 一次工件,并且激光切割所述第二玻璃层片以形成第二主工件和第二次工件。所述第一主 工件和所述第二主工件各自限定所述第一次工件和所述第二次工件分别装配到其中的孔。 将所述第一主工件和所述第二主工件彼此层合以形成第一层合工件,并且将所述第一次工 件和所述第二次工件彼此层合以形成第二层合工件。 在另一方面,提供一种多件式弯曲玻璃层合制品的实施方式。所述多件式玻璃层 合制品包括主工件和次工件。所述主工件具有穿过其形成的孔,并且所述次工件的大小和 形状被构造成装配到所述主工件的所述孔中。所述主工件和所述次工件各自包括层合到第 二玻璃层片的第一玻璃层片。具体地,将所述次工件的所述第一玻璃层片从所述主工件的 所述第一玻璃层片切下,并且将所述次工件的所述第二玻璃层片从所述主工件的所述第二 玻璃层片切下。 在又另一方面,提供一种机动车窗用玻璃的实施方式。所述机动车窗用玻璃包括 窗、插入件和轨道系统。所述窗具有第一外部表面和第一内部表面,其中所述第一外部表面 和所述第一内部表面限定所述窗的厚度,并且其中孔穿过所述窗的所述厚度形成。所述插 入件具有第二外部表面和第二内部表面,并且所述插入件的大小和形状被构造成装配到所 述窗的所述孔中。所述轨道系统位于所述窗的所述第一内部表面上并且被构造成允许所述 插入件从第一位置移动到第二位置,在所述第一位置所述插入件阻挡所述孔口的第一面 积,在所述第二位置所述插入件阻挡所述孔口的第二面积,其中所述第二面积小于所述第 5 CN 111601707 A 说 明 书 2/12 页 一面积。此外,所述窗和所述插入件是从相同的两个共下垂玻璃层片切下的层合制品。 另外的特征和优点将在接下来的详细描述中进行阐述,并且本领域的技术人员将 借助于所述描述很容易理解或通过实践如书面描述及其权利要求书以及附图中描述的实 施方式很容易认识其部分内容。 应理解,上述概述和以下详述仅是示例性的,并且意图提供用于理解权利要求的 性质和特性的概观或框架。 包括附图以提供进一步理解并且所述附图并入本说明书并且构成本说明书的一 部分。附图示出一个或多个实施方式并且所述描述用来解释各实施方式的原理和操作。 附图说明 图1是根据示例性实施方式的用于制备多零件式层合制品的流程图。 图2是根据示例性实施方式的在共下垂之后从堆叠式玻璃片材切下的窗形状的示 意图。 图3是示出根据示例性实施方式的用于共下垂的玻璃片材的堆叠的示意性剖视分 解图。 图4是示出根据示例性实施方式的支撑在弯曲环上的堆叠式玻璃片材的示意性剖 视图。 图5是示出根据示例性实施方式的图4的在加热站内由弯曲环支撑的堆叠式玻璃 片材的剖视图。 图6是根据示例性实施方式的图4的堆叠式玻璃片材的详细视图。 图7是根据示例性实施方式的多件式层合制品的主工件和次工件的分解图。 图8是根据示例性实施方式的具有次插入工件的主窗工件的示意图。 图9描绘根据示例性实施方式的具有次插入工件的主窗工件以及用于使次插入工 件移动的轨道系统的后视图。 图10描绘根据示例性实施方式的车辆的具有主窗工件和次插入工件的车顶面板。 图11描绘根据示例性实施方式的车辆上的适于放置主窗工件和次插入工件的窗 用玻璃的区域。











