
技术摘要:
本发明涉及一种多探头自动化检漏系统及检漏方法,包括控制平台、连接在其上的多个机械臂及安装在机械臂臂端、由吸管和气敏传感器构成的检漏装置,检漏装置和机械臂通过旋转部件相连,旋转部件上设有转动件,转动件上设有红外测距传感器,气敏传感器和转动件之间通过航 全部
背景技术:
泄漏检测技术已逐渐在真空器件、食品包装、航天、核聚变等领域广泛应用,成为 21世纪的高新技术。随着科学技术的发展,许多精密器件的性能与器件的密封性有很大关 系,一个极微小的漏孔就可能造成巨大的经济损失。 检漏的基本原理是在漏孔的一侧注入示漏介质,可以是气体,也可以是液体,在压 力差或者浓度差的作用下,示漏介质通过漏孔进入另一侧,通过检测另一侧的示漏介质是 否存在以及浓度即可判断出是否有漏孔以及漏孔的大小。检漏方法根据示漏介质分为气检 和水检,由于气体的体积以及逸散性特点,气检的精密度远高于水检,因此在现代工业中应 用越来越广泛。 但目前检漏主要还是采用人工手动操作进行检测,在自动化流水线生产过程中, 这种检测方法需要花费大量的时间和人力,同时在应对复杂工件的检漏时检测精度和准确 度也会因人为因素而降低。
技术实现要素:
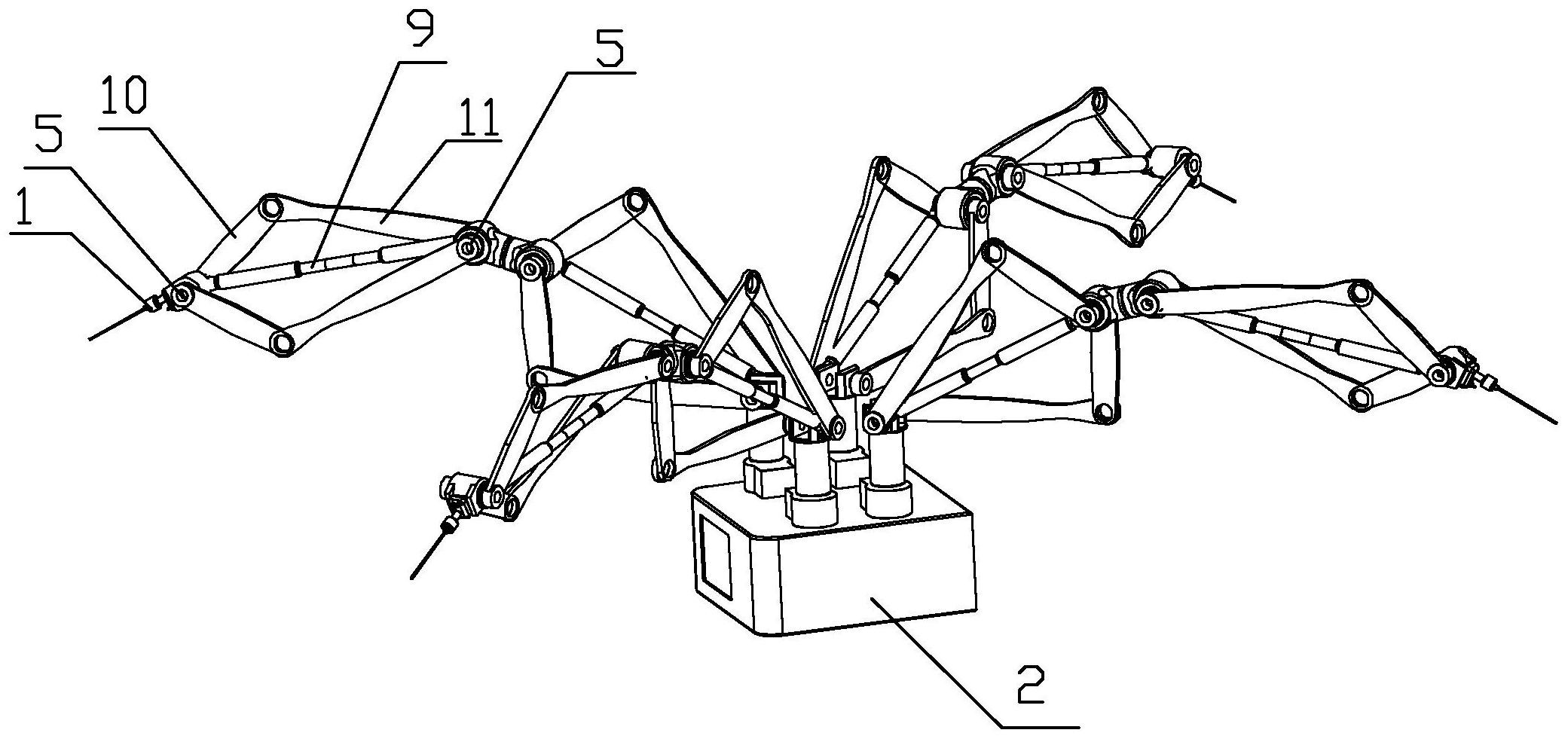
本发明主要为了解决上述技术问题,提供一种多探头自动化检漏系统及检漏方 法,使用气体作为示踪介质,可同时对多个工件或者工件的多个部位进行检测,检测过程完 全自动化,降低人力成本,操作方便,极大地提高了检漏效率和检漏的准确性。 本发明的上述技术问题主要是通过下述技术方案得以解决的:本发明的多探头自 动化检漏系统,包括检漏装置、机械臂和控制平台,控制平台上连接有多个所述的机械臂, 机械臂的臂端设有所述的检漏装置,检漏装置包括相连的吸管和气敏传感器,气敏传感器 的传感信号输出端经所述的机械臂和所述的控制平台相连。控制平台能控制机械臂的伸缩 距离及角度,从而根据设定运移吸管在待测工件表面进行扫描,由气敏传感器感应扫描到 的地方是否有漏气现象存在,实现对工件的检漏。通过多个机械臂,使得各个检漏装置能同 时对多个工件或工件的不同区域进行检漏,提高工作效率。以机械臂携带吸管自动扫描,可 以精准控制吸管的检测距离以及检测速度,不仅取代了人工操作,省时省力,而且采用气敏 传感器,提高了检漏系统的灵敏度和检测精度。 作为优选,所述的检漏装置和所述的机械臂通过旋转部件相连,旋转部件上设有 可90度转动的转动件,转动件上设有与所述的吸管的指向一致的红外测距传感器,所述的 气敏传感器和转动件之间通过航空插接件相连,转动件的控制端、红外测距传感器的输出 端分别经所述的机械臂和所述的控制平台相连。受控制平台控制,旋转部件可作平面360度 旋转,可通过设置电机、轴承实现,便于控制吸管到工件表面的距离和角度。当吸管检测到 工件表面有漏气时,转动件作90度旋转,带动吸管离开工件表面,同时控制平台记下漏点。 过5秒后,转动件回转90度,吸管继续扫描。转动件可通过设置电机、轴承等部件实现。红外 3 CN 111579168 A 说 明 书 2/4 页 测距传感器用于检测到工件表面的距离,并将距离信息传输给控制平台,便于控制平台控 制吸管到达设定位置。采用航空插接件安装连接气敏传感器,便于根据检测阈值需求,对气 敏传感器进行更换,以便适用于不同检测精度、检测范围的需求,使用更加方便和灵活。 作为优选,所述的吸管和气敏传感器螺纹连接,吸管内设有一个滤尘片,滤尘片靠 近螺纹连接处。螺纹连接的吸管便于拆装和清洗,滤尘片用于过滤检测环境中的粉尘。 作为优选,所述的气敏传感器的敏感层为钯合金层,敏感层覆载于多孔氧化铝陶 瓷基底上,敏感层周围设有加热元件,敏感层上设有用于输出传感信号的信号电极。敏感层 为钯合金层,可以吸附氢气,对氢气具有良好的选择性和响应能力。加热元件使敏感层保持 在300~350℃下工作,提高检测的可靠性。气敏传感器用于测量工件表面的漏点浓度,用于 判断工件表面是否存在漏点并根据感应浓度确定漏点的大小。 作为优选,所述的机械臂包括若干段依次相连的连动组件,相邻连动组件间通过 旋转部件相连,最前段的连动组件通过旋转部件和所述的检漏装置相连,最后段的连动组 件通过旋转部件和所述的控制平台相连。受控制平台控制,旋转部件可作平面360度旋转, 从而使每个连动组件伸出的角度都能调整。本发明根据需要,可以通过增加机械臂的个数, 或者增加机械臂上连动组件的个数,以增加或扩大检漏装置的检测区域。 作为优选,所述的连动组件包括驱动杆和两组对称设置于驱动杆两侧的连杆组 件,连杆组件包括铰接的第一连杆和第二连杆,第一连杆比第二连杆短,连杆组件的两端分 别和驱动杆的两端旋转连接。驱动杆受控制平台控制可伸缩,带动铰接的第一连杆和第二 连杆展开或合拢,从而控制整个连杆组件的伸缩,使吸管的伸缩距离可调节范围更大,同时 提高伸缩的稳定性。受控制平台控制的驱动杆可通过设置电机和丝杆实现。 作为优选,所述的控制平台包括中央处理单元、人机交互单元、信号处理单元、存 储单元和运动控制单元,人机交互单元、信号处理单元、存储单元及运动控制单元分别和中 央处理单元相连,所述的气敏传感器、红外测距传感器分别和所述的信号处理单元的输入 端相连,所述的转动件、旋转部件及驱动杆分别和所述的运动控制单元的输出端相连。人机 交互单元用于接收操作人员的指令以及设置检测参数,包括报警阈值、检测速率以及机械 臂的移动轨迹。信号处理单元通过信号线与气敏传感器相连,用于接收气敏传感器输出的 传感信号,对传感信号进行滤波、放大、降噪,并读取信号峰值记录,将信号转化为数字信号 传输至中央处理单元;信号处理单元还通过信号线与机械臂上的红外测距传感器相连,接 收红外测距传感器的传感信号,并将测距信号传输至中央处理单元。运动控制单元主要控 制机械臂的运移,通过控制旋转部件的旋转以及驱动杆的伸缩以调节机械臂与工件之间的 角度、距离,并控制机械臂的移动速度,保证机械臂前端的吸管与工件之间保持一定的距离 和垂直角度。存储单元用于接收中央处理单元发送的数据,保存测量结果,记录漏点的检测 时间以及测值。 本发明的多探头自动化检漏系统的检漏方法为:操作人员通过所述的控制平台分 别设置各个所述的机械臂的运移轨迹、运移速度以及漏点阈值,控制平台根据设定值分别 控制各个机械臂移动至待测工件表面上方,所述的检漏装置上的红外测距传感器实时检测 与工件表面之间的距离,并将距离信息传送至控制平台,控制平台根据获得的距离信息控 制所述的机械臂移动或转动,直到所述的吸管到达设定位置;接着,气敏传感器开始检测, 气体经吸管进入气敏传感器,气敏传感器输出传感信号给控制平台,如信号峰值大于漏点 4 CN 111579168 A 说 明 书 3/4 页 阈值,则控制平台发出报警提醒,并控制测出漏点的检漏装置上的转动件转动90°,以远离 工件表面,同时记录该点的测值与时间;等待5秒后,控制平台控制机械臂的转动件回转 90°,并调整移动机械臂继续扫描工件表面的其他位置。本发明使用气体作为示踪介质,可 同时对多个工件或者工件的多个部位进行检测,检测过程完全自动化,省时省力,操作方 便,极大地提高了检漏效率和检漏的准确性。 本发明的有益效果是:采用多个检漏装置,可以同时检测多个工件,或者同时检测 工件的多个区域,极大地提高了检测效率,并且由于机械臂的角度、距离都可调,故适用于 复杂形状的工件检测。以机械臂携带吸管自动扫描,可以精准控制吸管的检测距离以及检 测速度,不仅取代了人工操作,省时省力,而且采用气敏传感器,提高了检漏系统的灵敏度 和检测精度。整个检漏系统集成控制,具有自动化运行的功能,适用于工业化生产流程中的 气密性检测。 附图说明 图1是本发明的一种立体结构示意图。 图2是本发明中检漏装置的一种立体结构示意图。 图3是本发明中控制平台的一种电路原理连接结构框图。 图中1.检漏装置,2.控制平台,3.吸管,4.气敏传感器,5.旋转部件,6.转动件,7. 红外测距传感器,8.航空插接件,9.驱动杆,10.第一连杆,11.第二连杆,21.中央处理单元, 22.人机交互单元,23.信号处理单元,24.存储单元,25.运动控制单元。











